Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
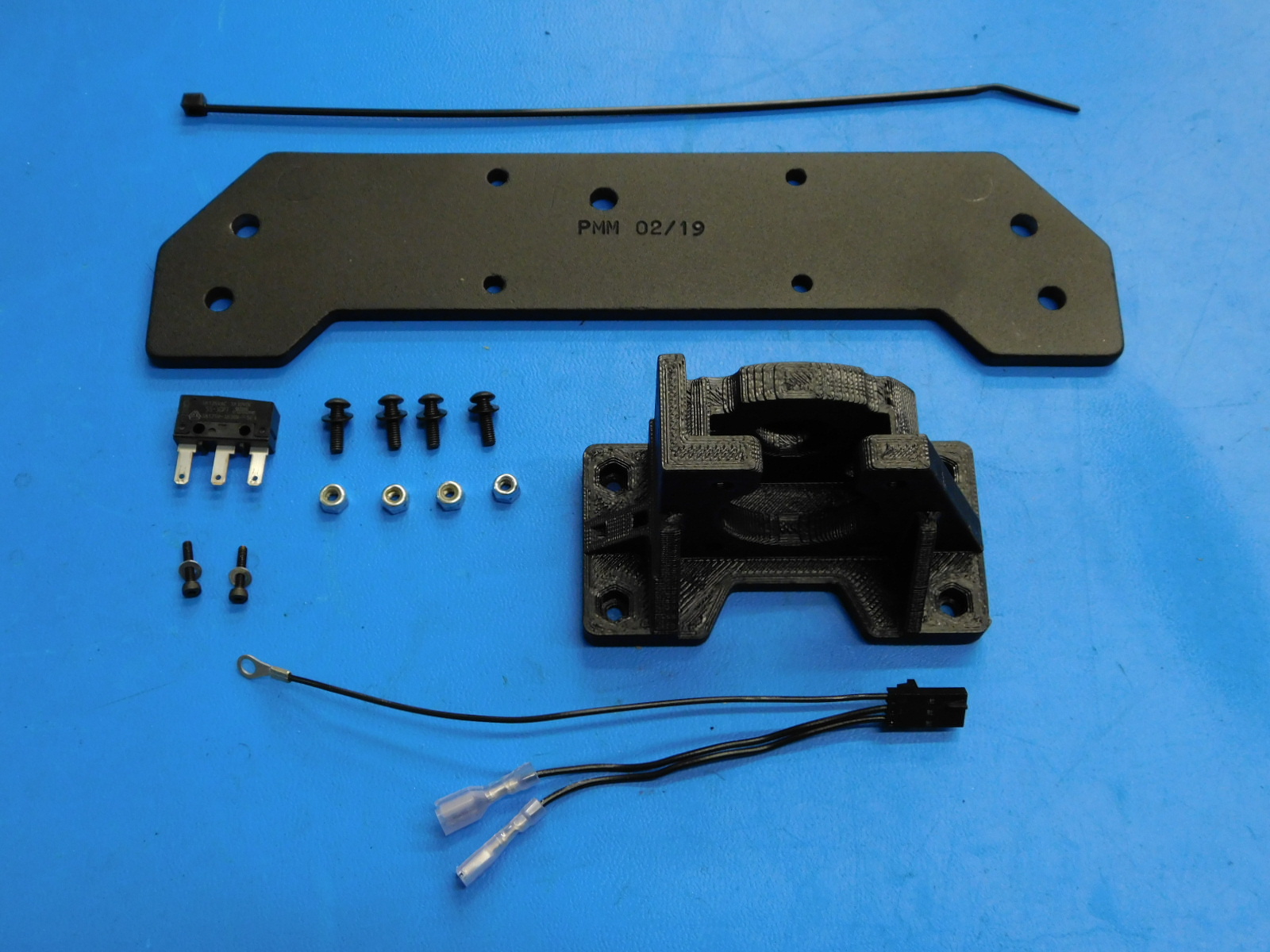
Materials required for [AS-PR0161] Y-Motor Mount Assembly:
1x- [EL-SW0022] SWITCH BASIC SPDT 3A .110QC 125V
2x- [HD-BT0107] Metric Class 12.9 Socket Head Cap Screw Alloy Steel, Black, M2 Thread, 10mm Length, 0.4mm Pitch
4x- [HD-BT0148] Class 10.9 Steel Button-Head Socket Cap Screw, M3 Size, 10 mm Length, .5 mm Pitch
1x- [HD-MS0058] Wire Tie, 8" Black, pk 1000
4x- [HD-NT0001] Metric Zinc-Plated Steel Nylon-Insert Locknut, Class 8, M3 Screw sz, .5MM pitch, 5.5MM W, 4MM H
2x- [HD-WA0012] Steel Flat Washer, DIN 125 zinc-plated class 4,M2 screw sz, 5mm OD, .25mm-.35mm thick
4x- [HD-WA0038] Black-Oxide 18-8 Steel Flat Washer, M3 Screw Size, 3.2mm ID, 7.0mm OD
1x- [PP-FP0151] Y Endplate
1x- [EL-HR0182] TAZ Redgum, Y Motor Ground Extension
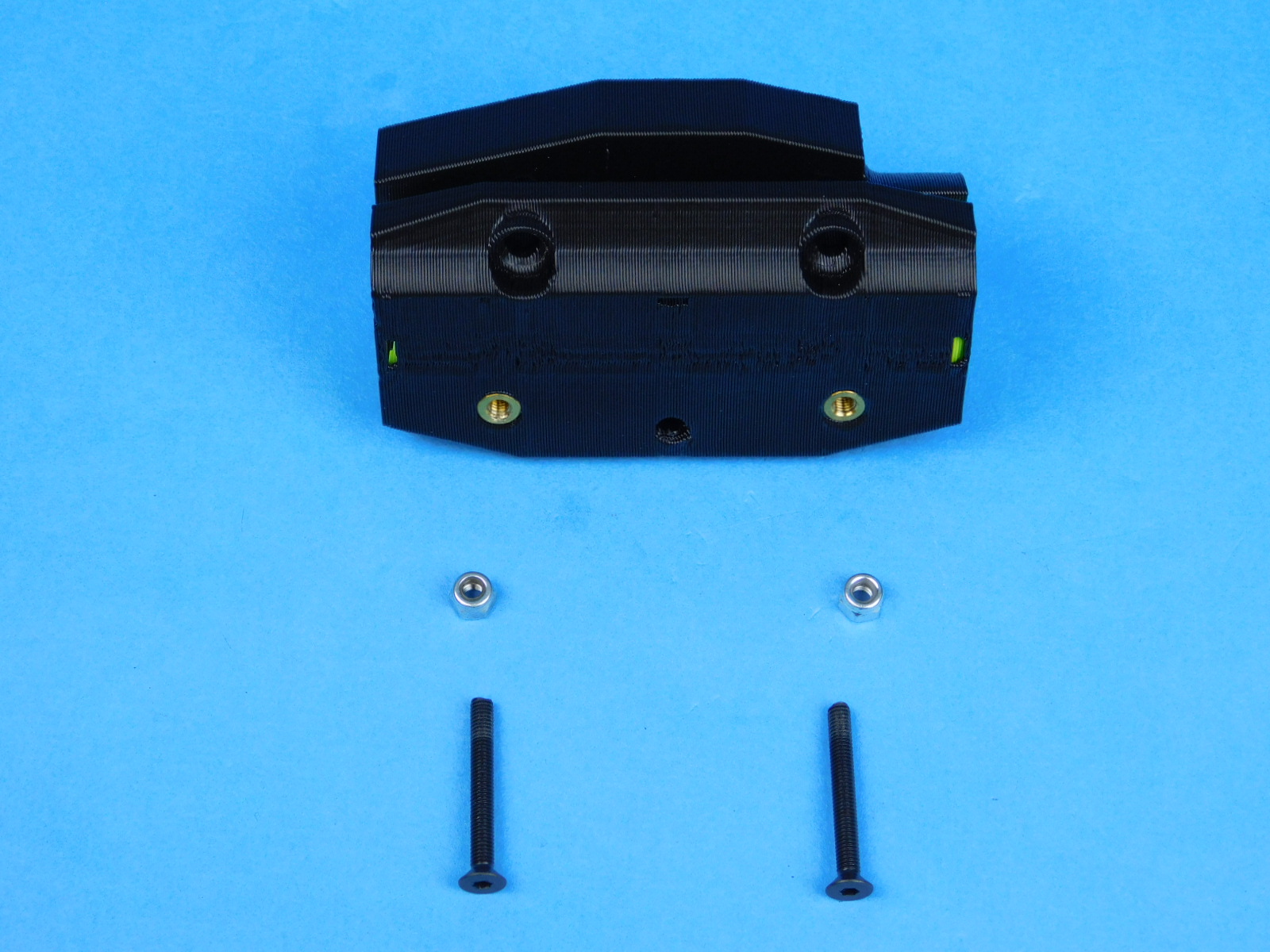
1x- [PP-IS0115] Y-Motor Mount with inserts
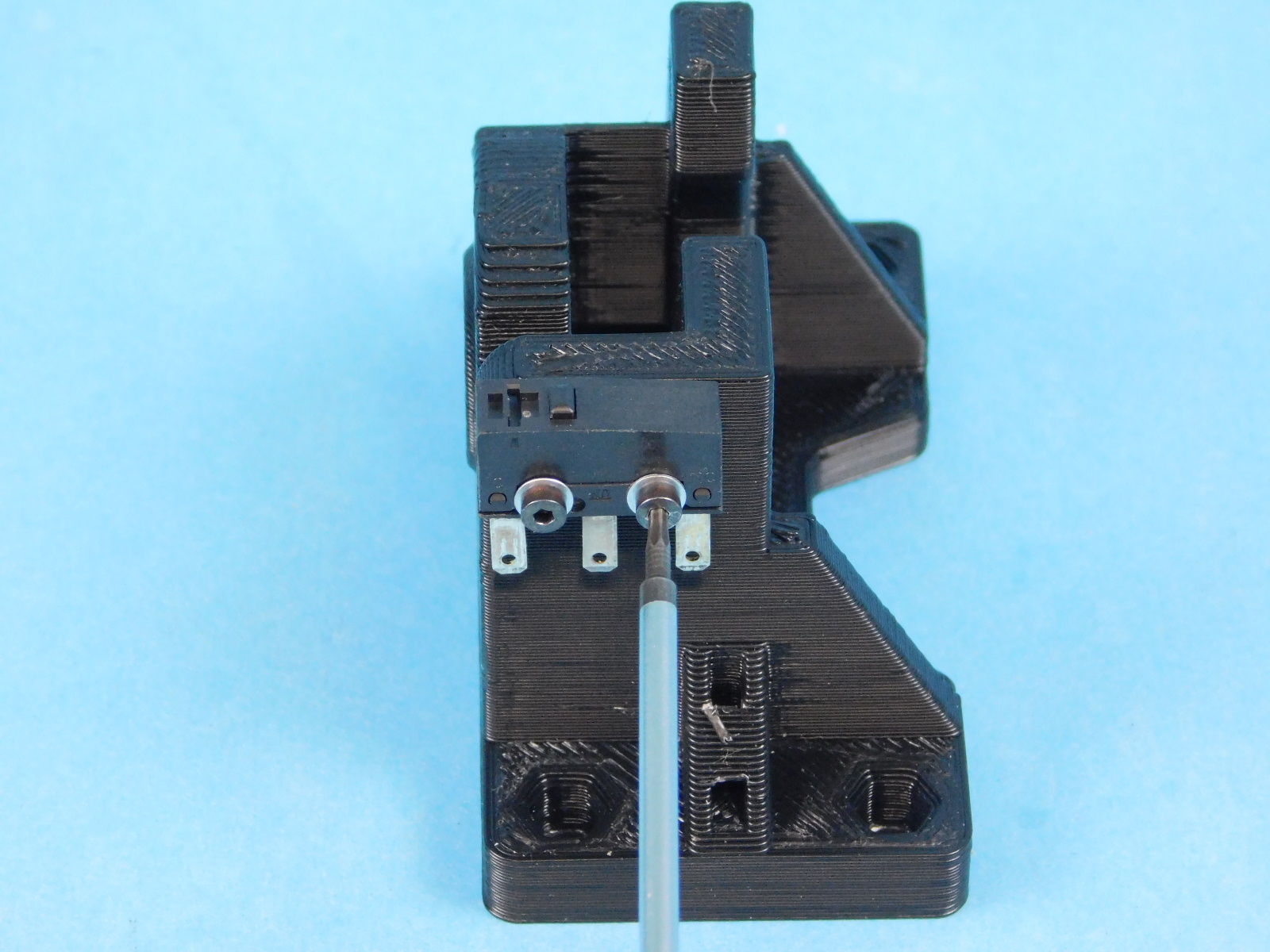
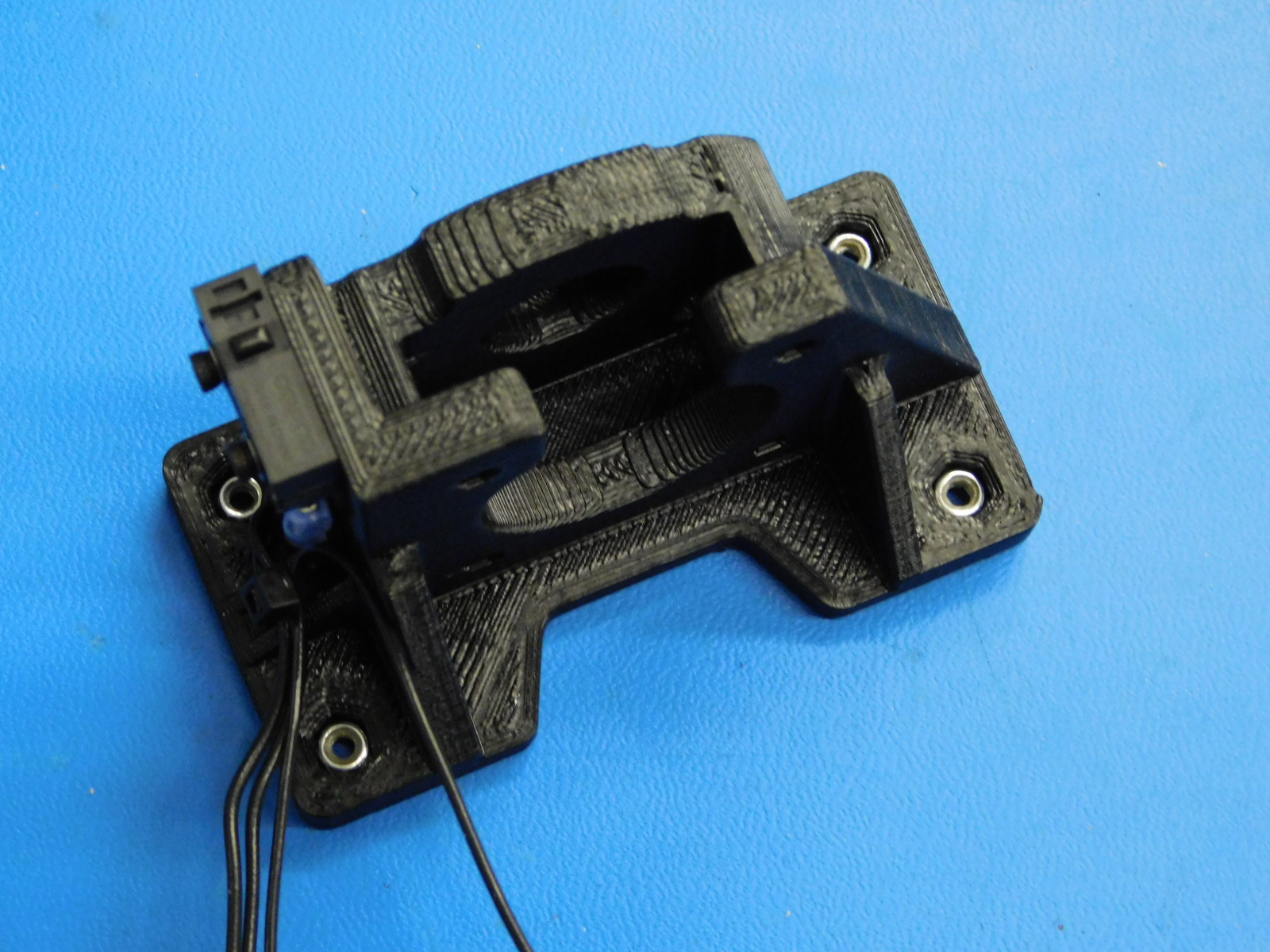
Attach one switch [EL-SW0022] to the Y Motor Mount with Inserts [PP-IS0115] with the switch button facing the top of the part using two M2x10 SHCS [HD-BT0107] with washers [HD-WA0012]
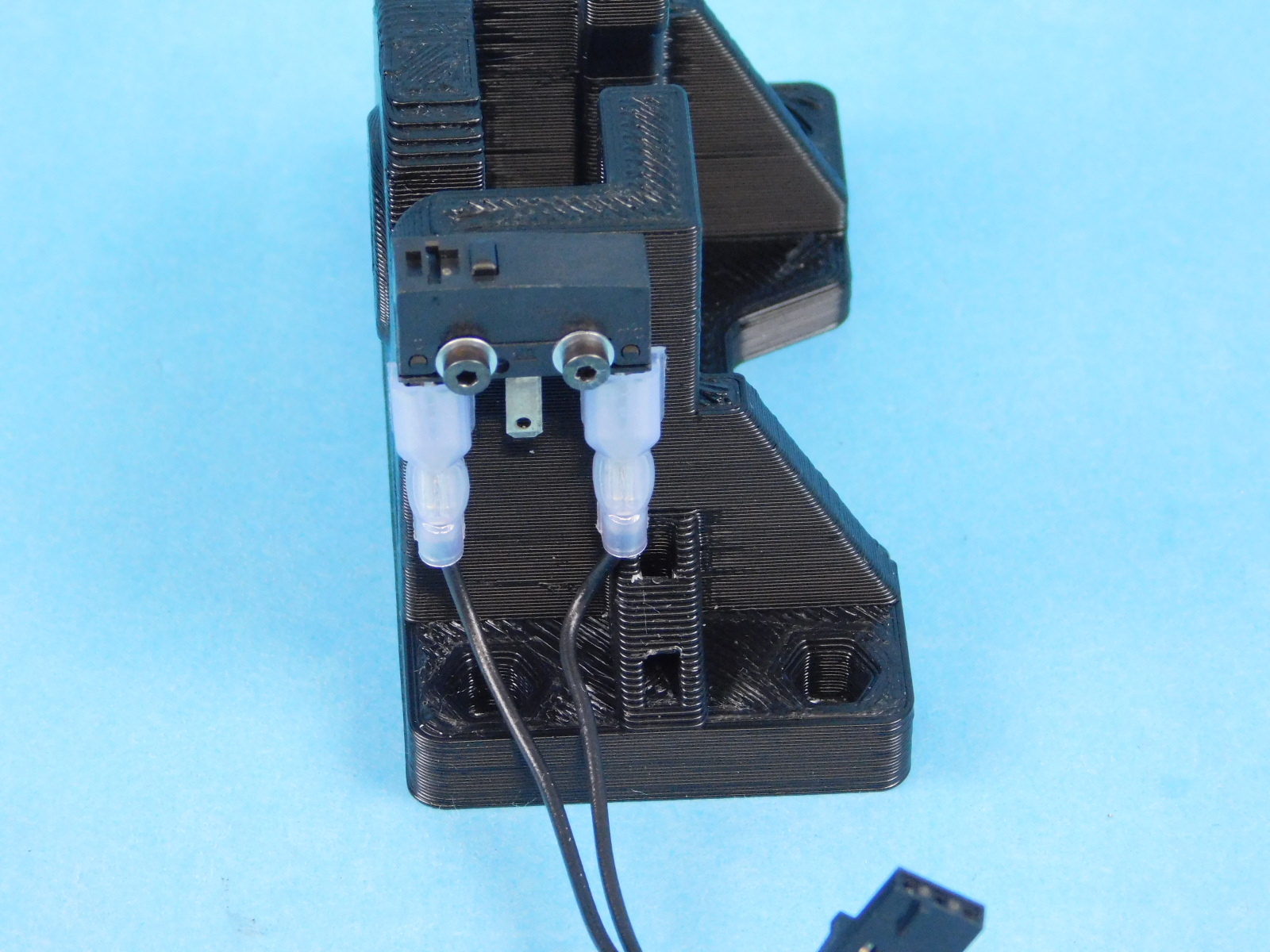
Connect the purple quick connects from the Y Motor Ground Extension [EL-HR0182] to the outer two tabs of the switch.
Secure the harness to the Y Motor Mount as pictured using one zip tie [HD-MS0058]
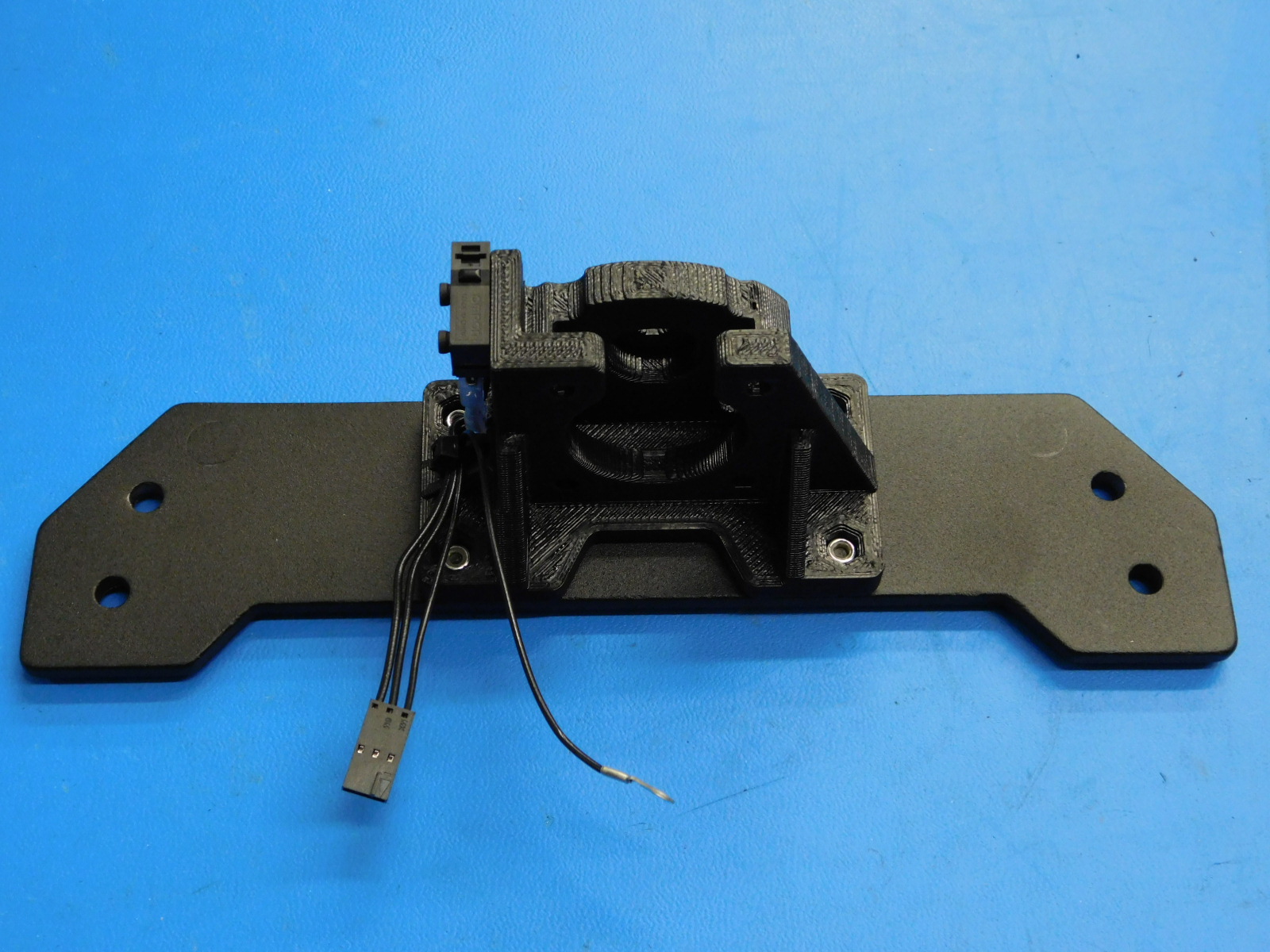
Secure the Y-Motor Mount to the [PP-FP0151] Y-Endplate using 4x [HD-BT0148] M3 x 10 Bolts with 4x [HD-WA0038] M3 Washers, and insert 4x [HD-NT0001]** Nyloc Locknuts into the printed part to attach the Y-Motor Mount to the Y-Endplate. Note the correct part orientation.


Materials required for [AS-PR0122] Y-Idler Mount Assembly:
1x - [PP-FP0151] Y Endplate
1x - [PP-IS0091] Y-Idler Housing with Inserts
4x - [HD-BT0148] M3 x 10 Button Head Screw
4x - [HD-WA0038] M3 Black-Oxide Flat Washer
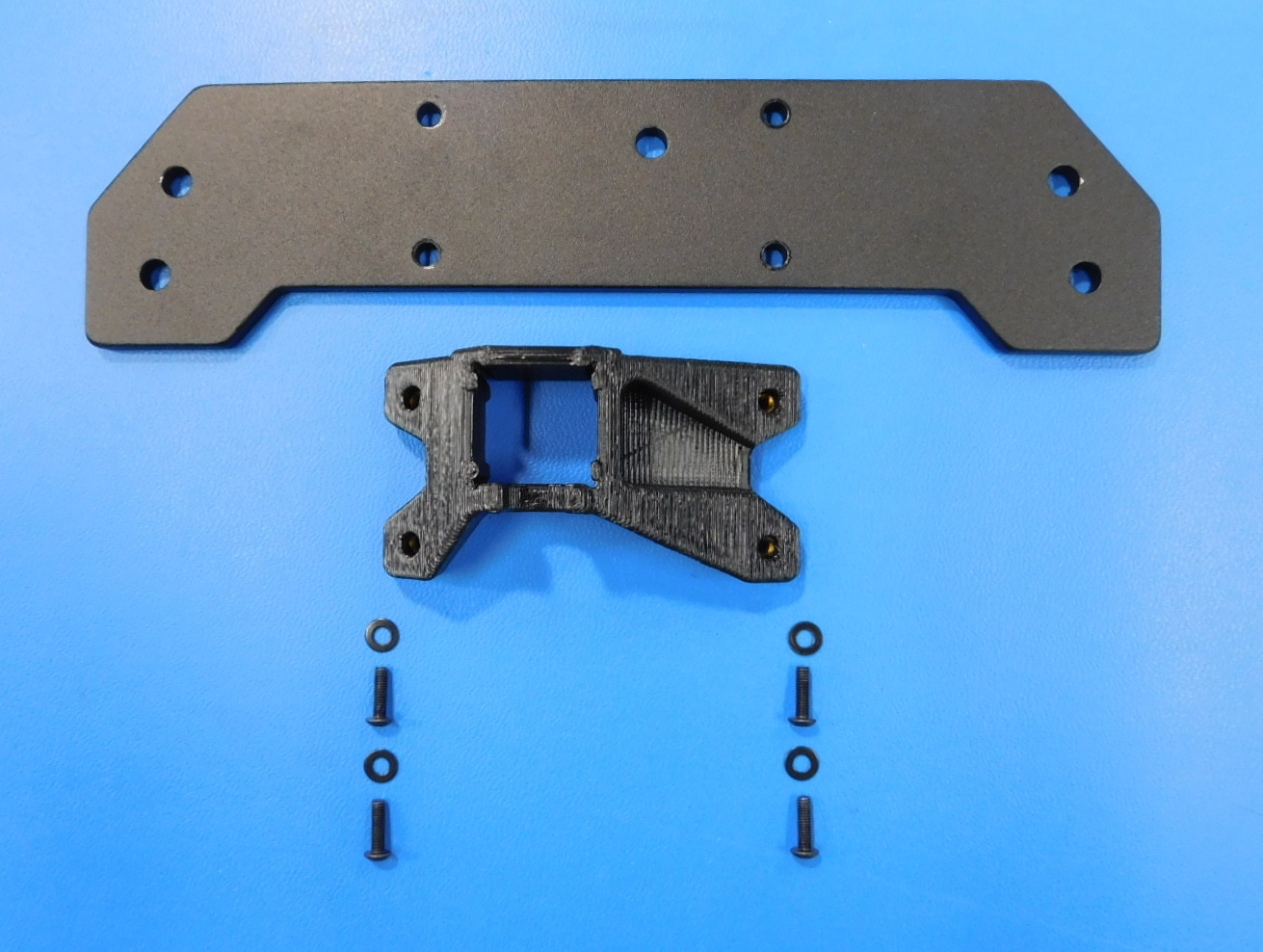
Secure the [PP-IS0091] Y-Idler Housing with Inserts to the [PP-FP0151] Y-Endplate using 4x [HD-BT0148] M3 x 10 Bolts with 4x [HD-WA0038] M3 Washers. Note the correct part orientation.


Materials required for [PP-IS0118] Extruder Cap with Plaque sub-assembly:
1x - [PP-GP0445] Extruder Cap (with Inserts installed)
1x - [DC-LB0186] LULZBOT Etched Toolhead Tag
2x - [HD-BT0137] M3 x 8 Bolt, BHCS, Black-Oxide
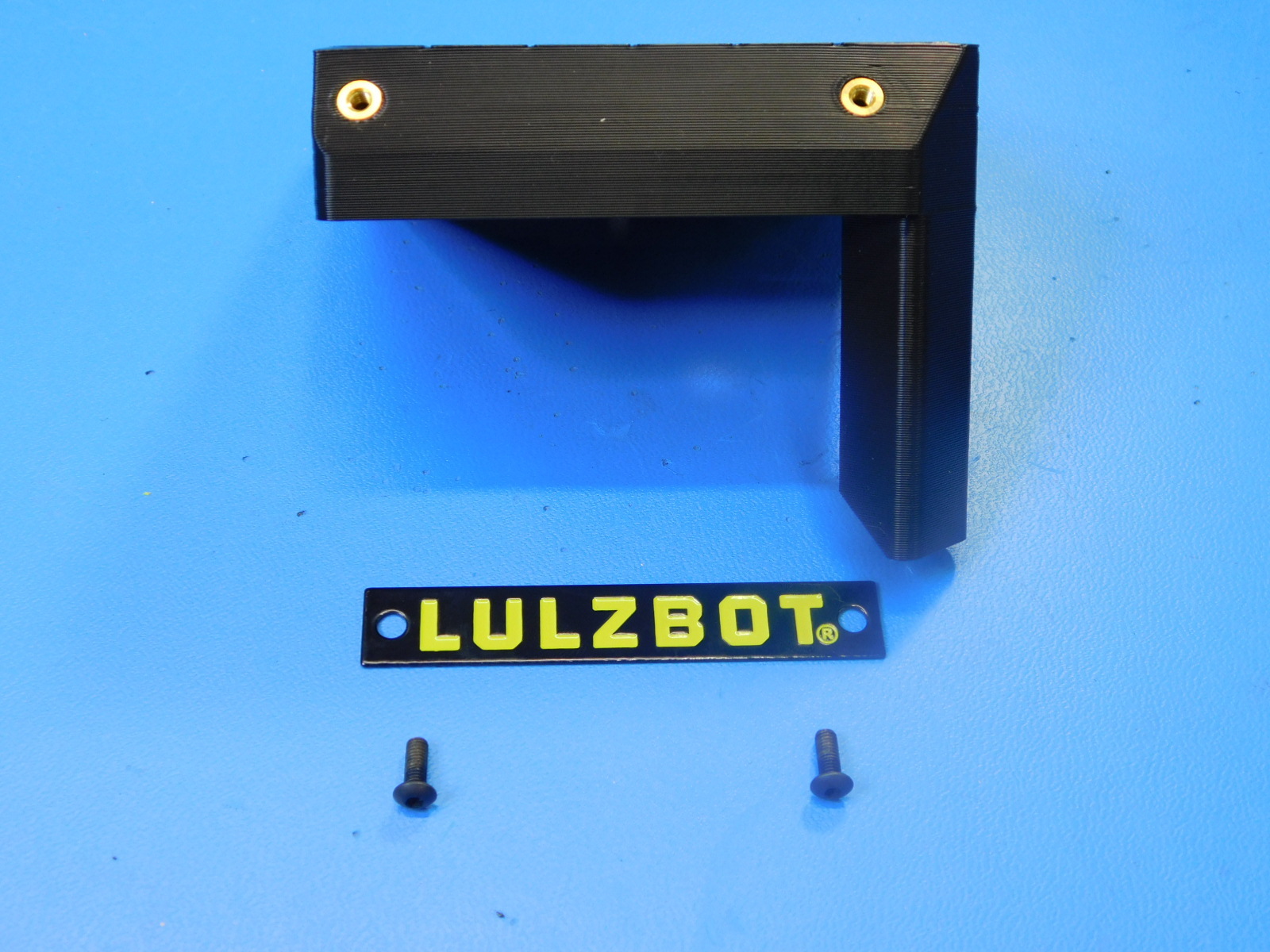
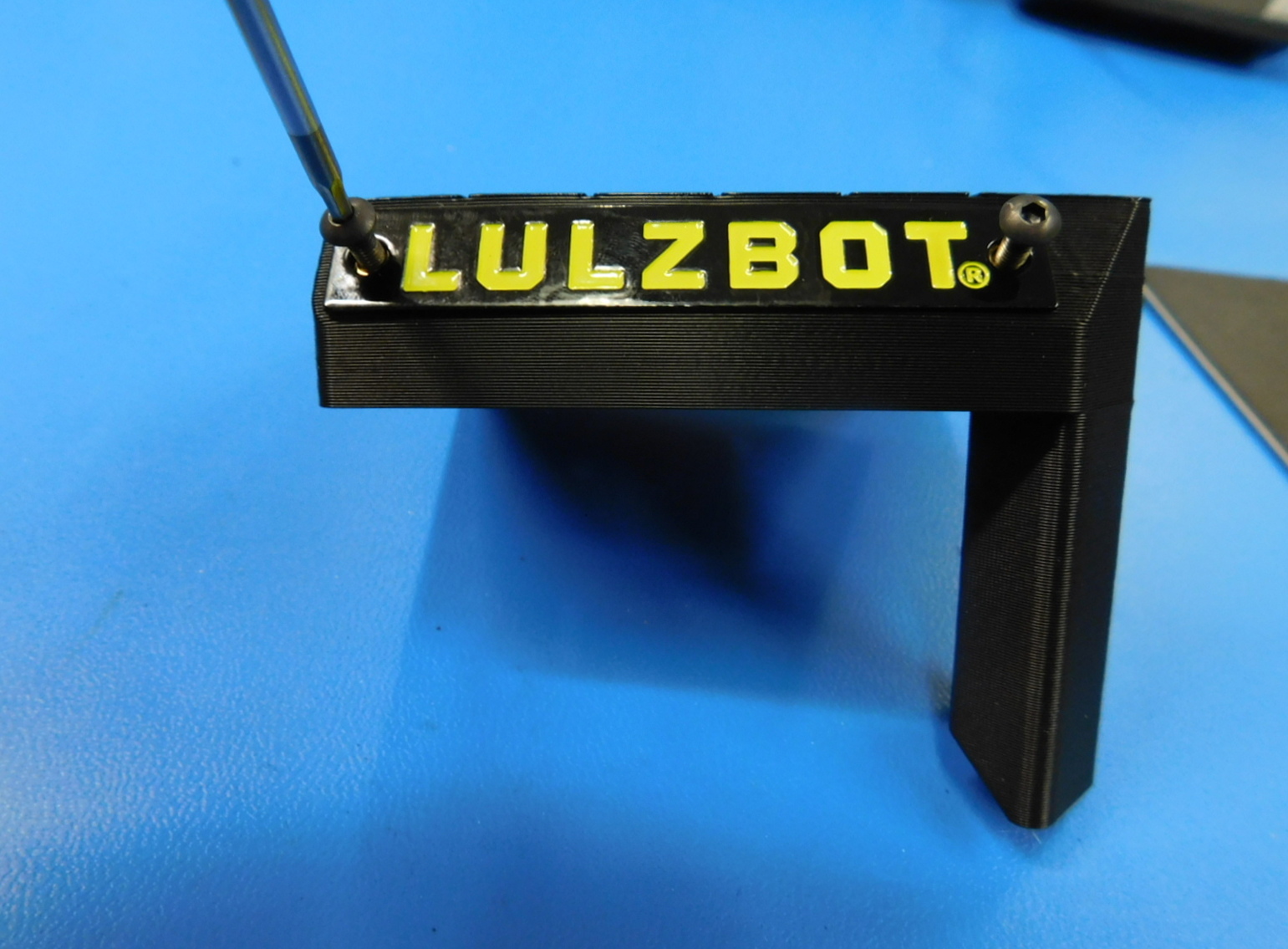
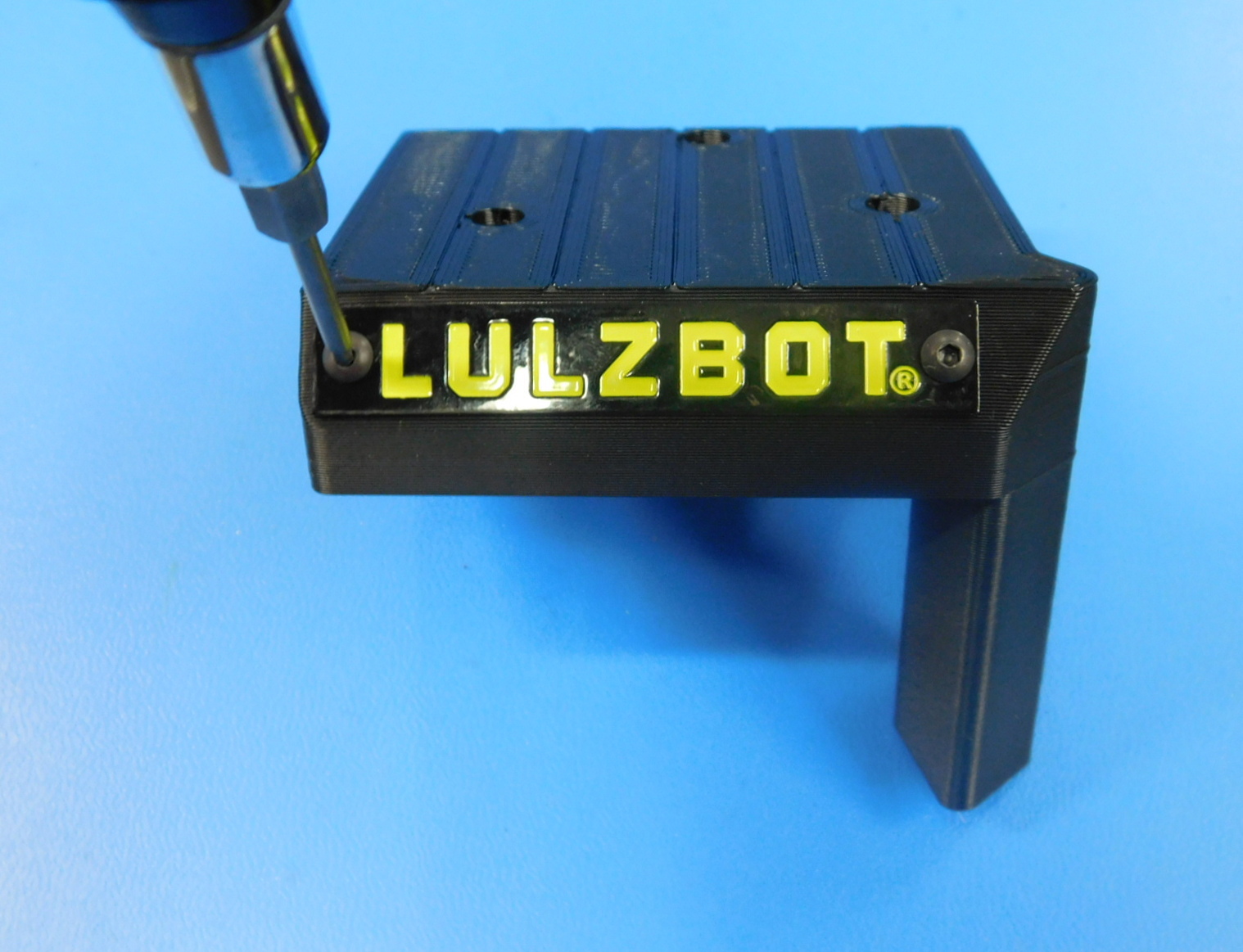
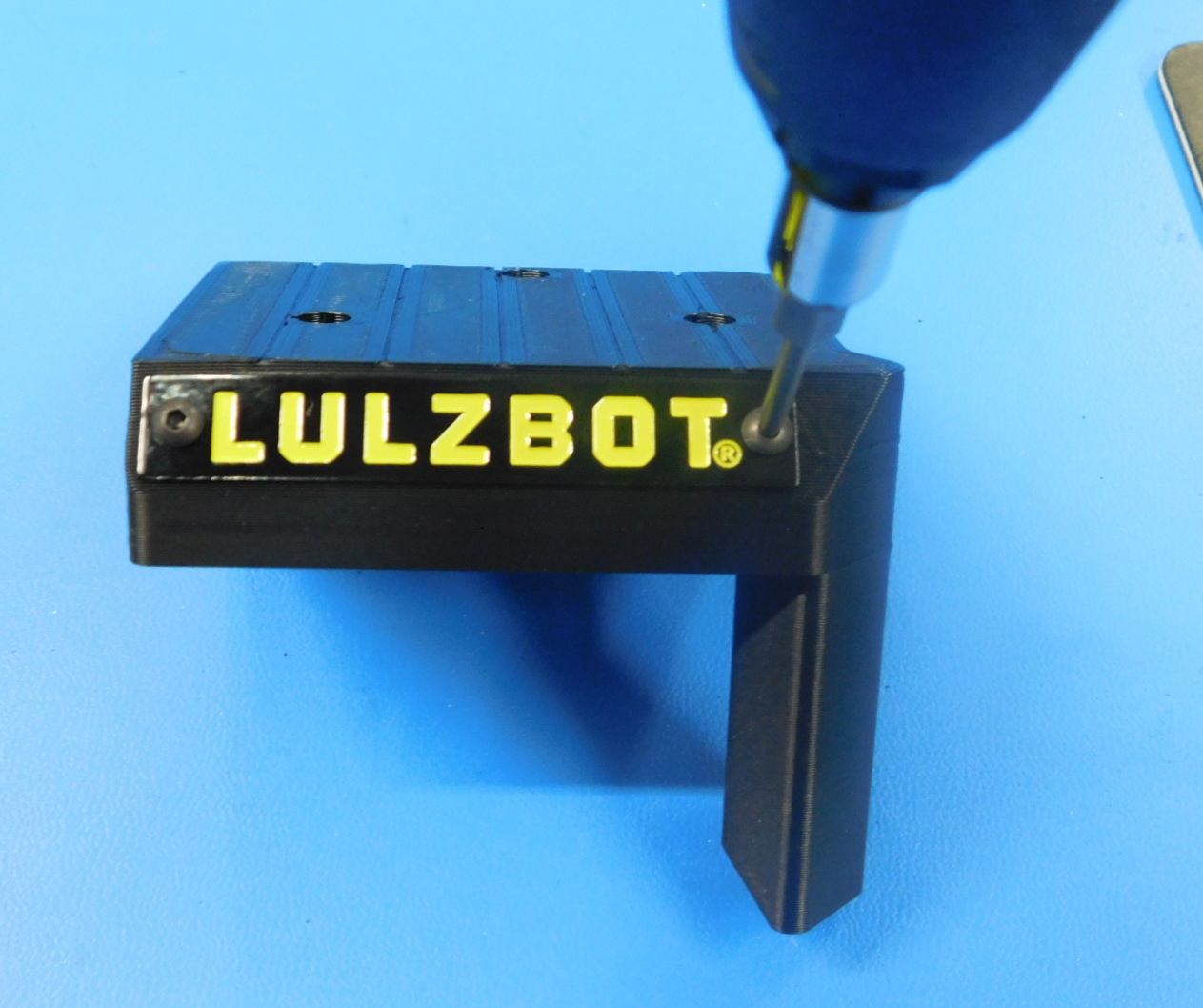
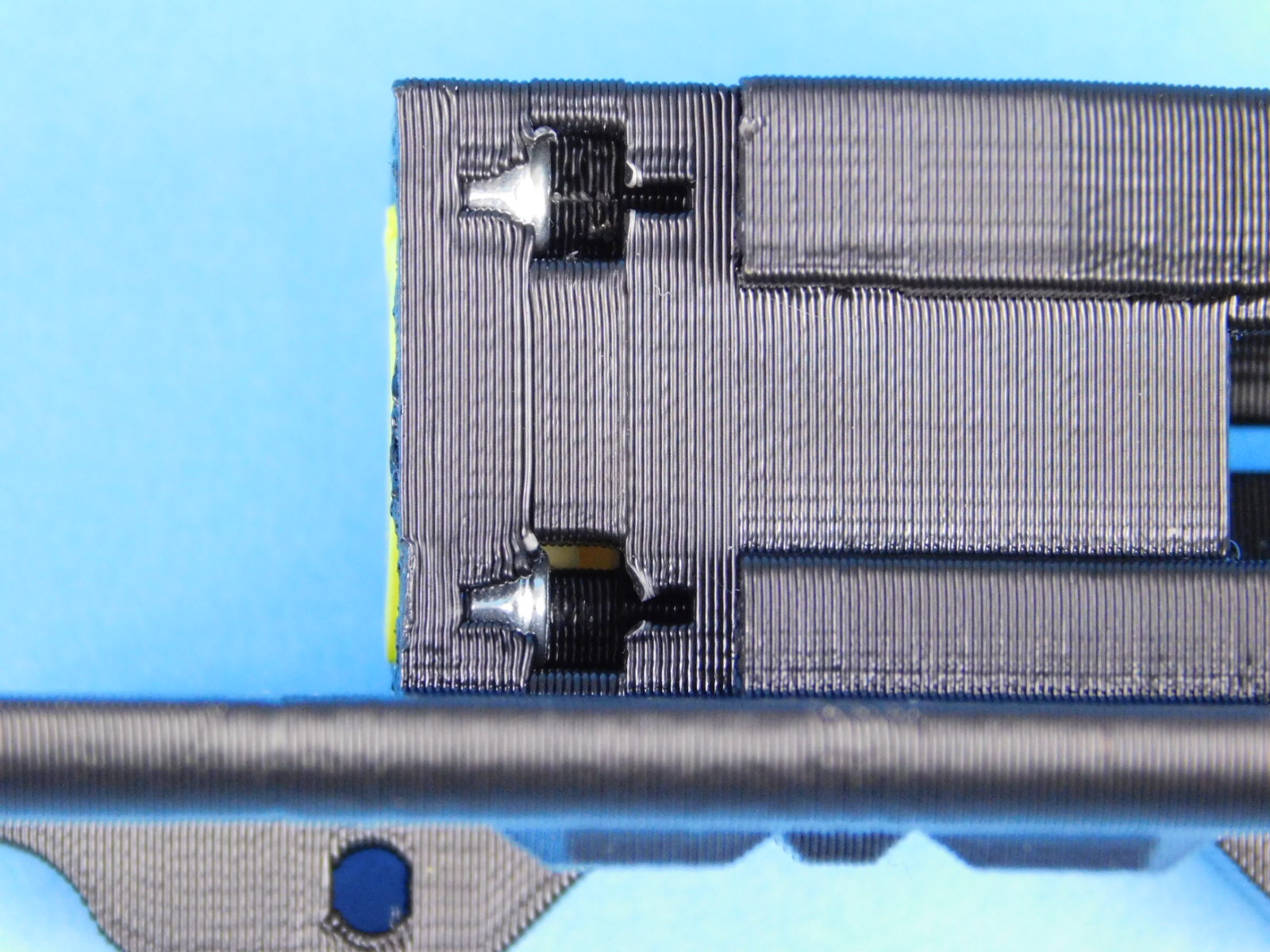
Secure the [DC-LB0186] LULZBOT Toolhead Tag to the [PP-GP0445] Extruder Cap with Inserts using 2 [HD-BT0137] M3 x 8 Bolts.
Torque to 3in*lbs
Note the correct orientation in the image shown.

Materials required for AS-PR0158:
1x- [HD-BT0185] M3x16 SHCS, Black-Oxide
1x- [HD-BT0206] M3x25 FHCS, Black-Oxide
3x- [HD-NT0001] M3 Nyloc Nut
1x- [AS-PR0154] X-Carriage with bushing, redgum
See step 10 for X-Carriage Sub-Assembly [AS-PR0158] Insert Instructions
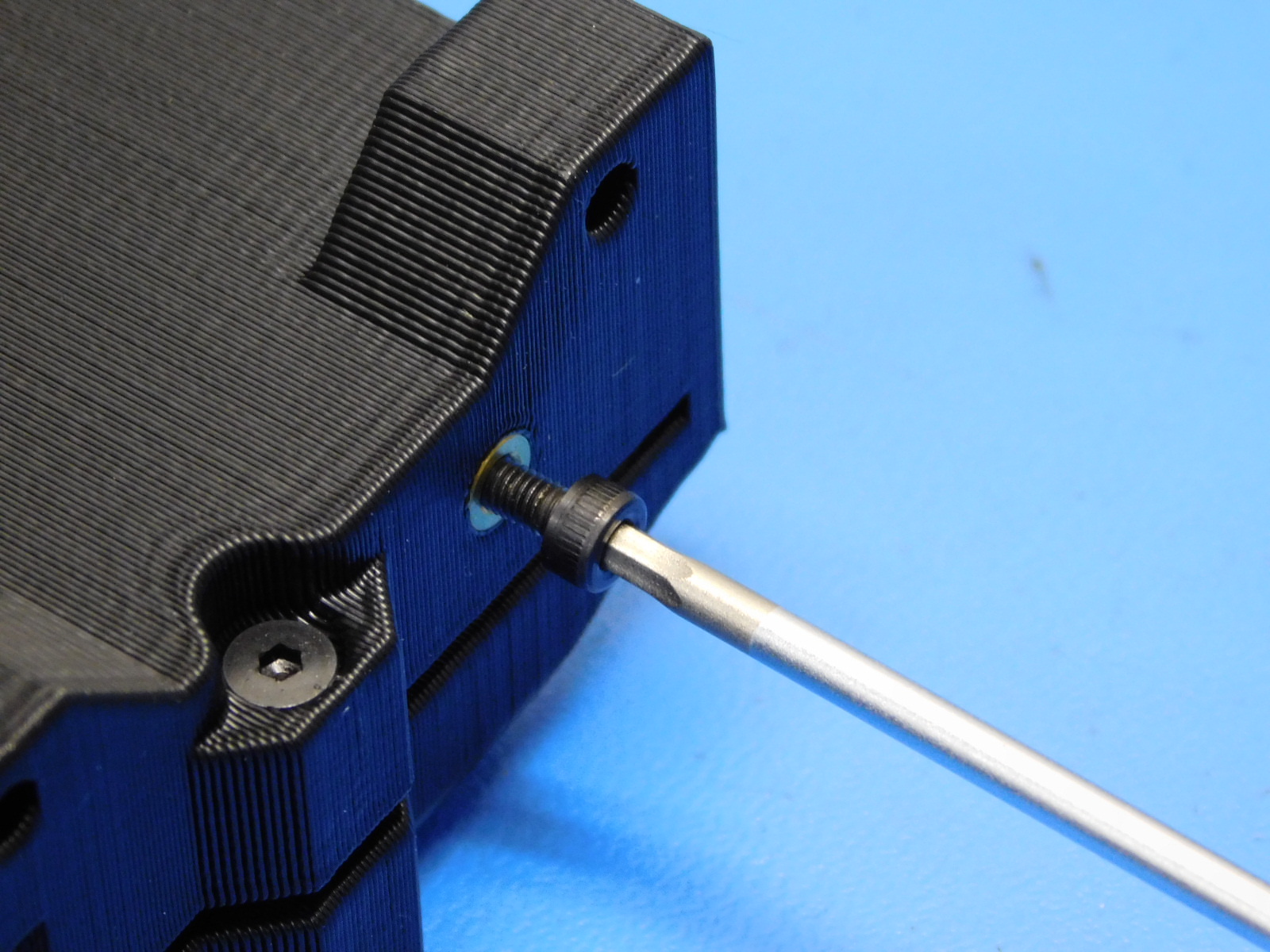
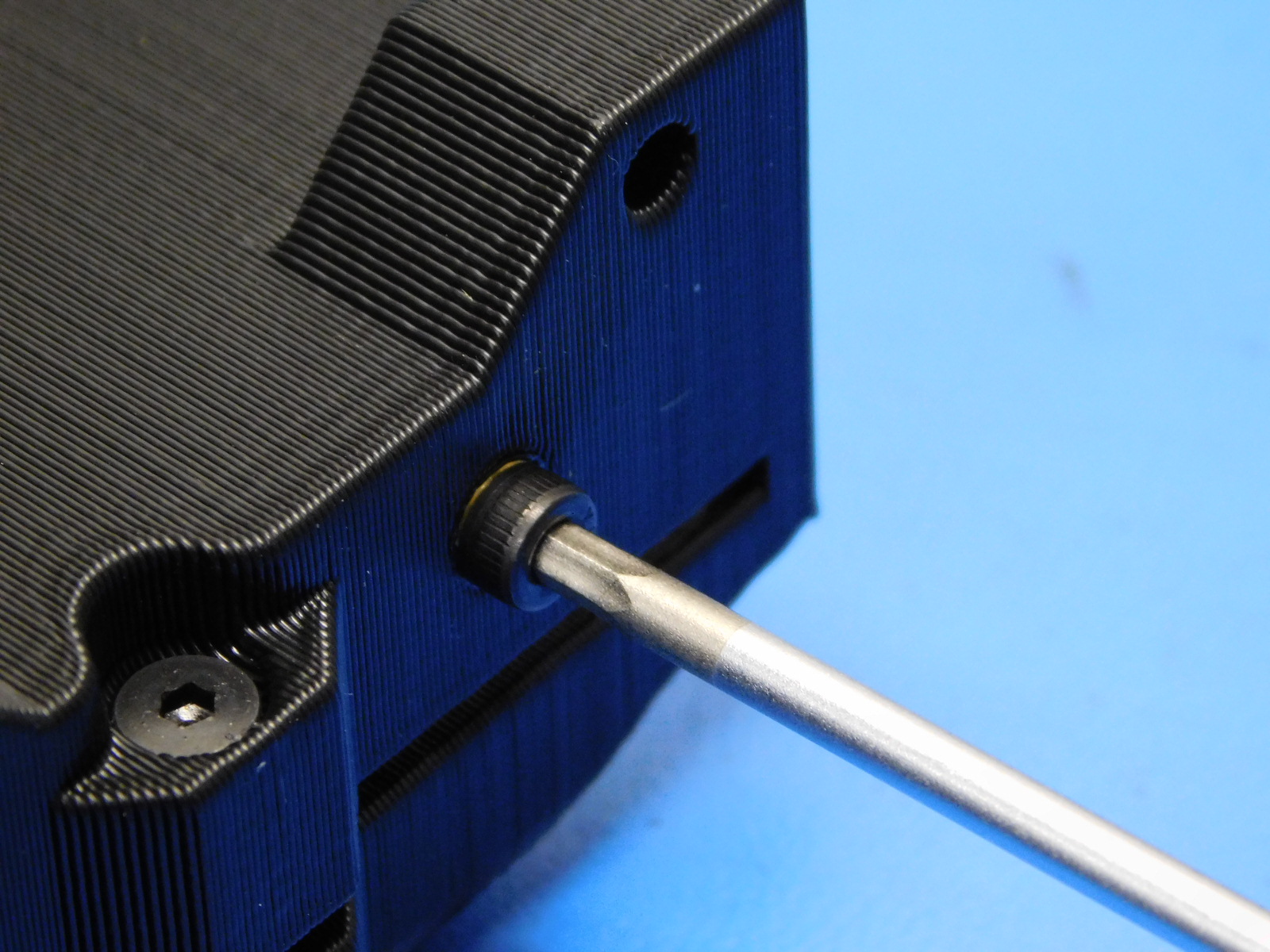
Place two M3 Nyloc Nuts [HD-NT0001] into the nut slots on the bottom of the X-Carriage with Bushing [AS-PR0154] as pictured. The nyloc side of the nut is facing photo right.
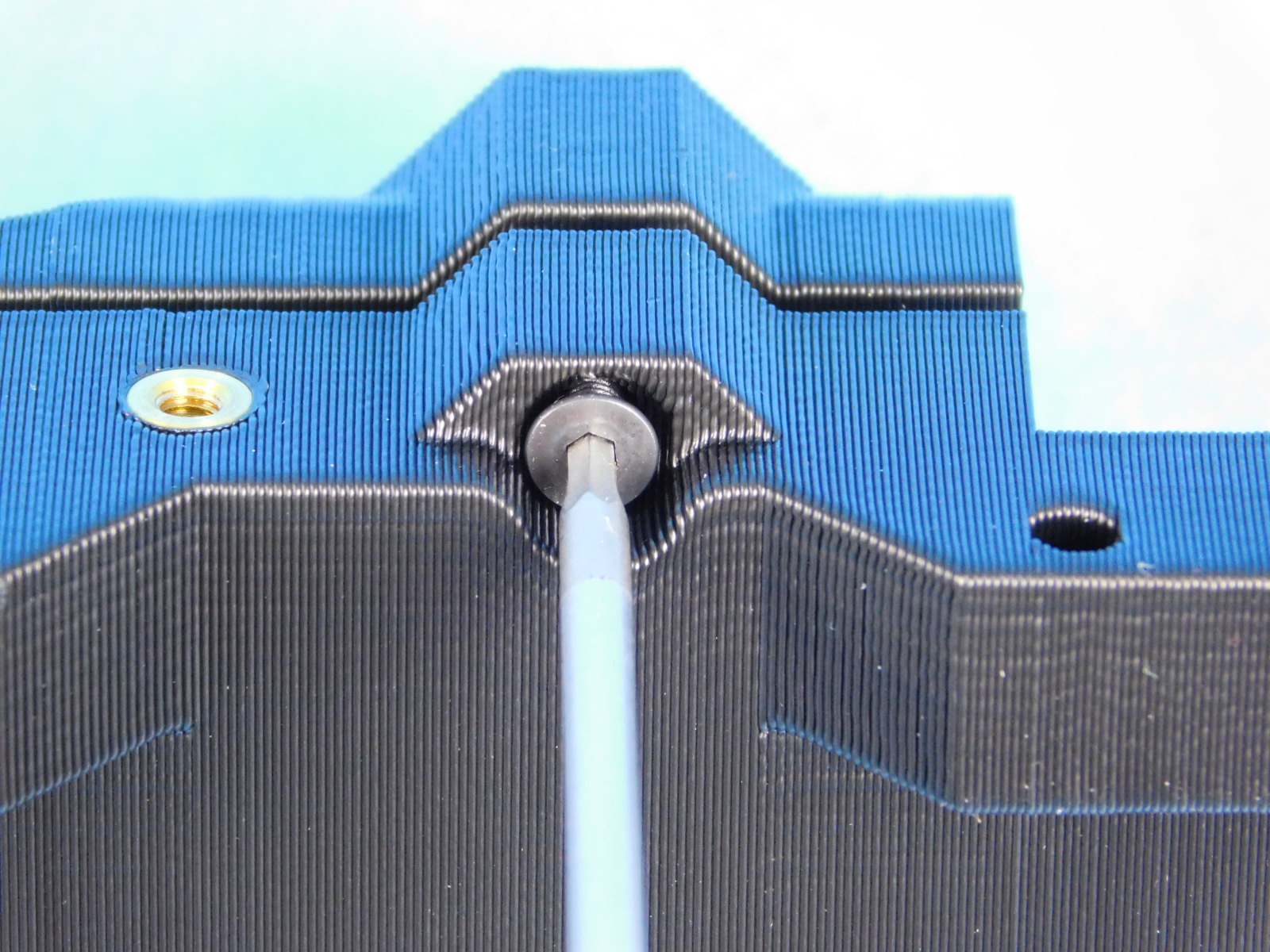
Place another M3 Nyloc Nut HD-NT0001] into the recess on the rear of the X-Carriage with Bushing [AS-PR0154]
Thread one M3x25 FHCS [HD-BT0206] into that nut from the front side of the X-Carriage with Bushing [AS-PR0154] Do not tighten at this step.
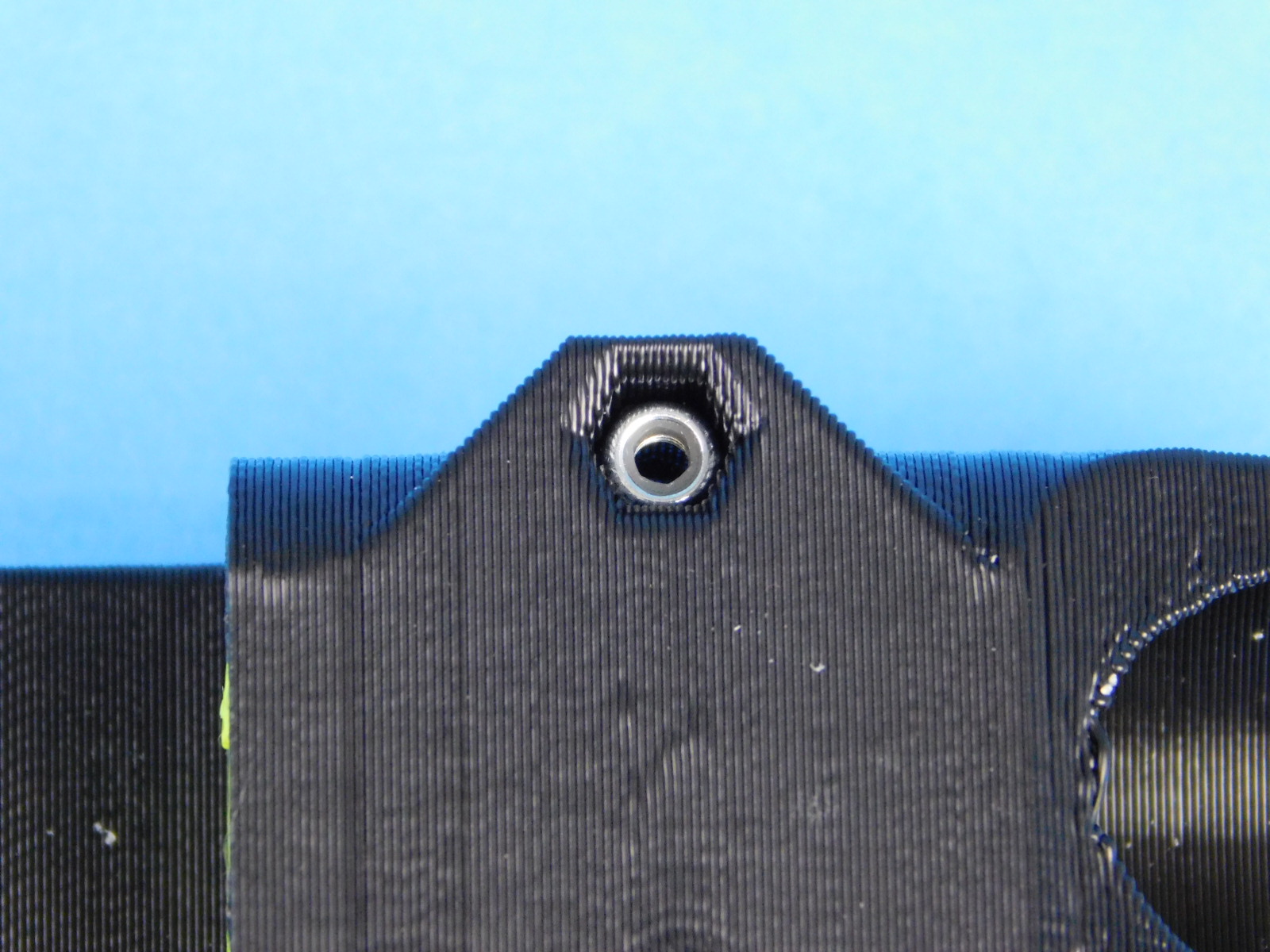
Install one M3x16 SHCS [HD-BT0185] into the top insert on the X-Carriage with Bushing [AS-PR0154]. No washer is needed, torque to 5in*lbs

Materials required for AS-PR0159:
2x- [HD-BT0206] M3x25 FHCS, Black-Oxide
2x- [HD-NT0001] M3 Nyloc Nut
1x- [AS-PR0155] X Double bearing holder with bushings
See step 11 for X-Double Bearing Holder [AS-PR0159] Insert Instructions
Install two M3 Nyloc Nuts [HD-NT0001] into the recesses on the rear of the X Double Bearing Holder w/ Bushings [AS-PR0155]
Install one M3x25 FHCS [HD-BT0206] into each nut from the front of the part. Use your fingers to hold the nyloc nuts in place while threading the fasteners into them.