Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
During the calibration process, your printer will move at different frequencies and this will shake the printer and the table it is on.
It is important that the printer be on a flat surface and not be bumped or touched during calibration.
While calibrating, the printer will produce vibration sounds, this is normal.
Do not power the printer off during the calibration process.
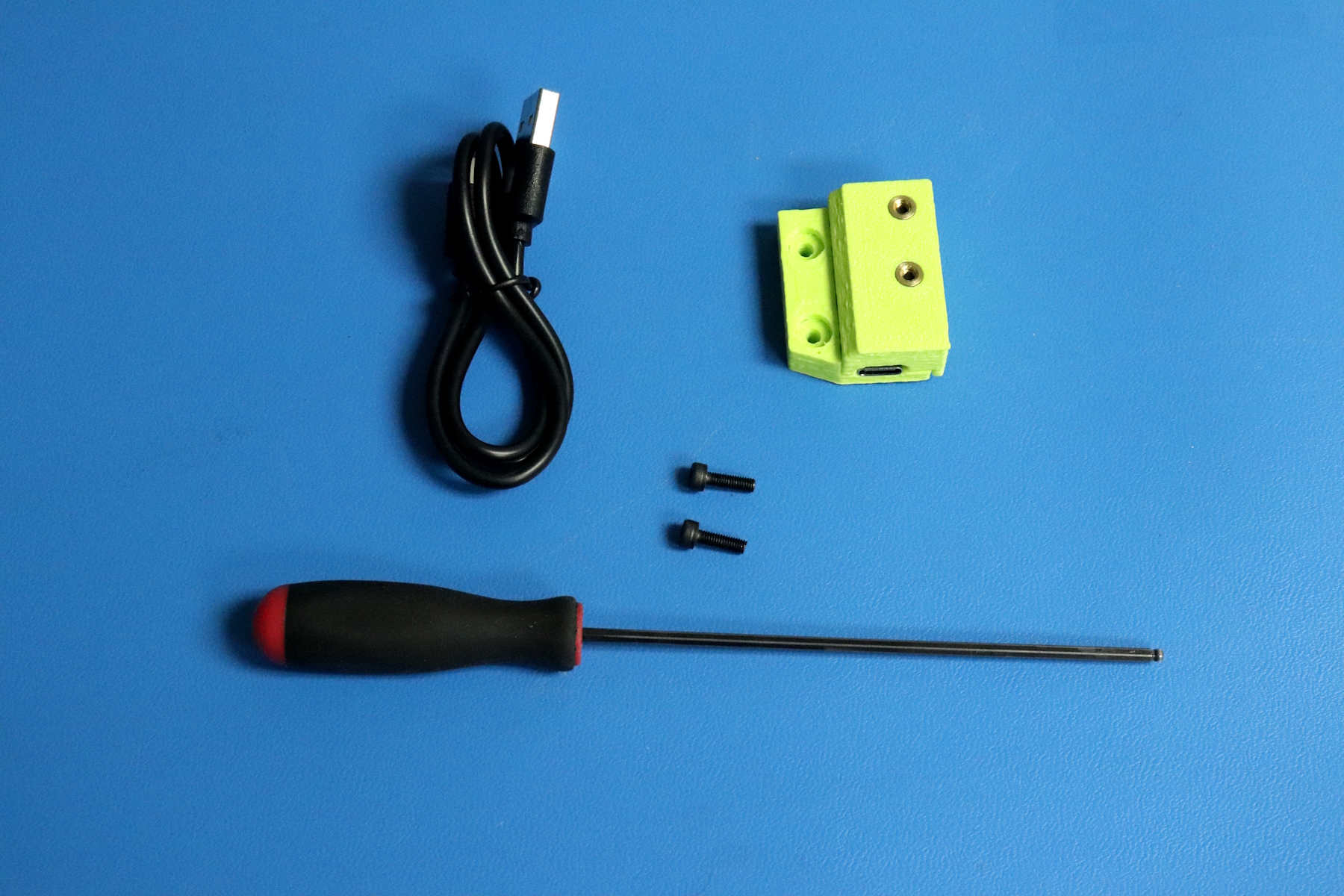
The package will come with the following items:
1x Mini 3 Accelerometer
1x USB-C Cable
2x M3x10mm BHCS
Tools Required:
2.5mm hex wrench
Start by removing any filament from the printer, powering off, and unplugging your printer if not done so already.
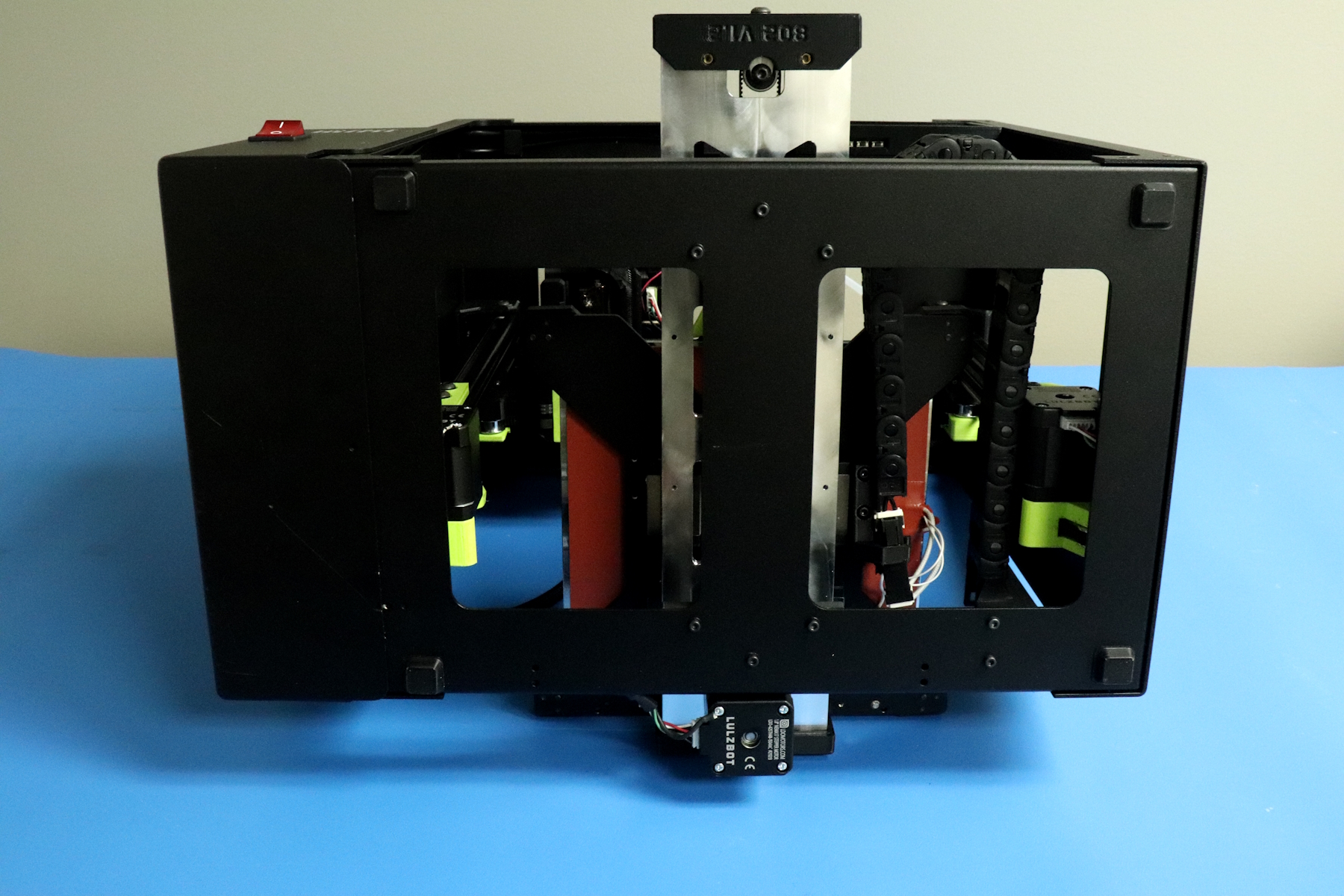
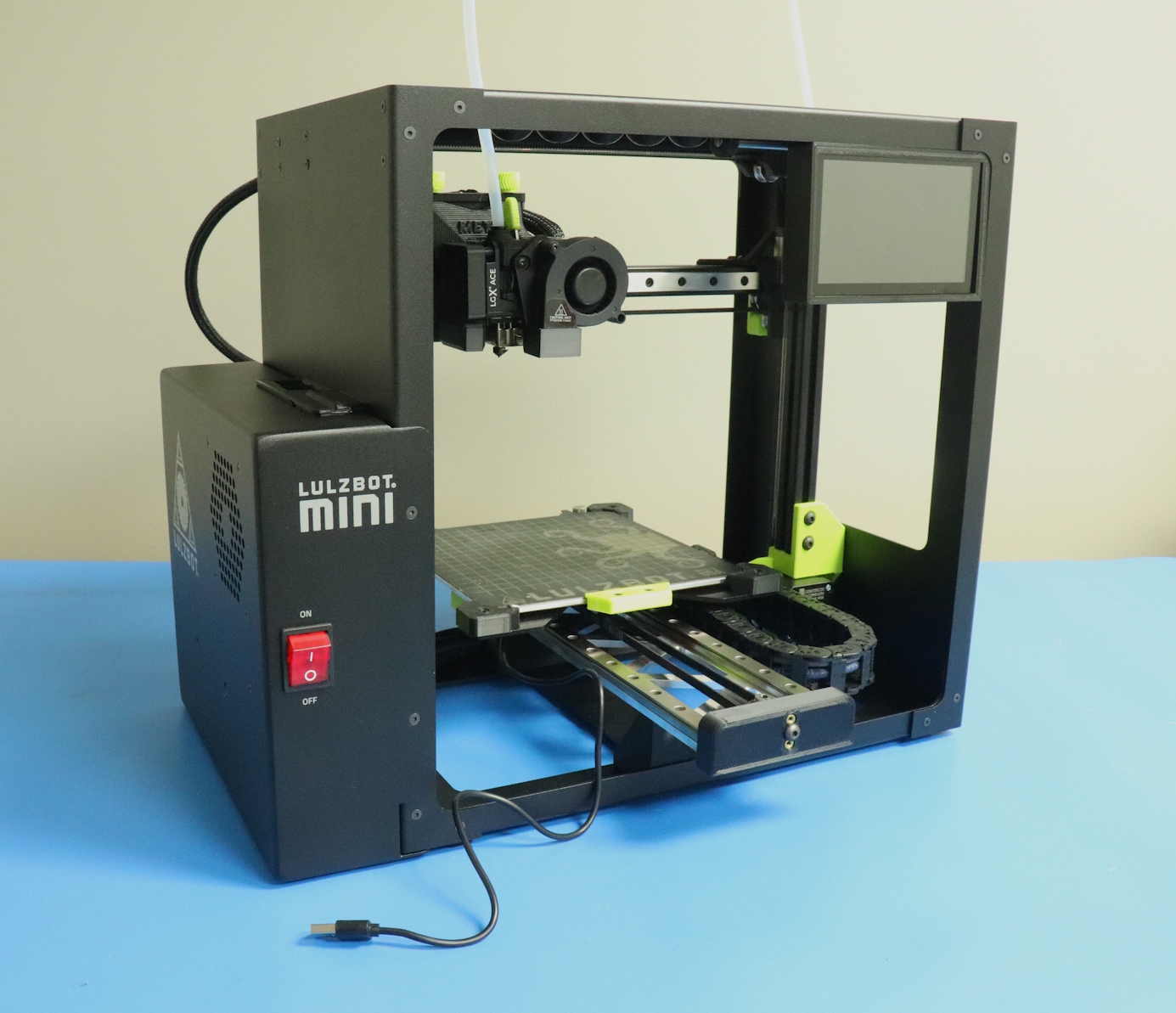
Flip the printer onto its back to expose the underside of the print bed.
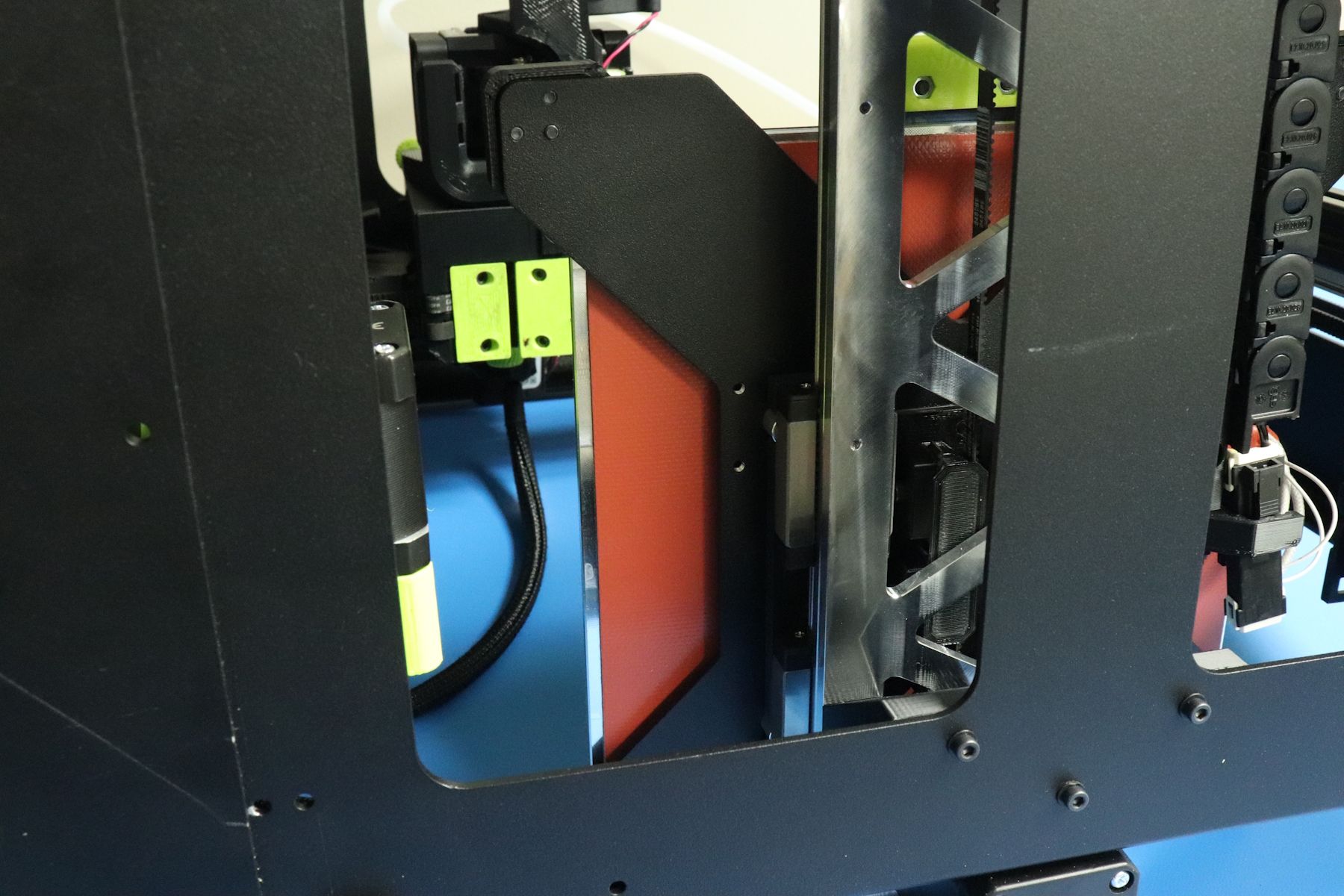
On the left side of the metal bed, locate the 2 threaded holes.
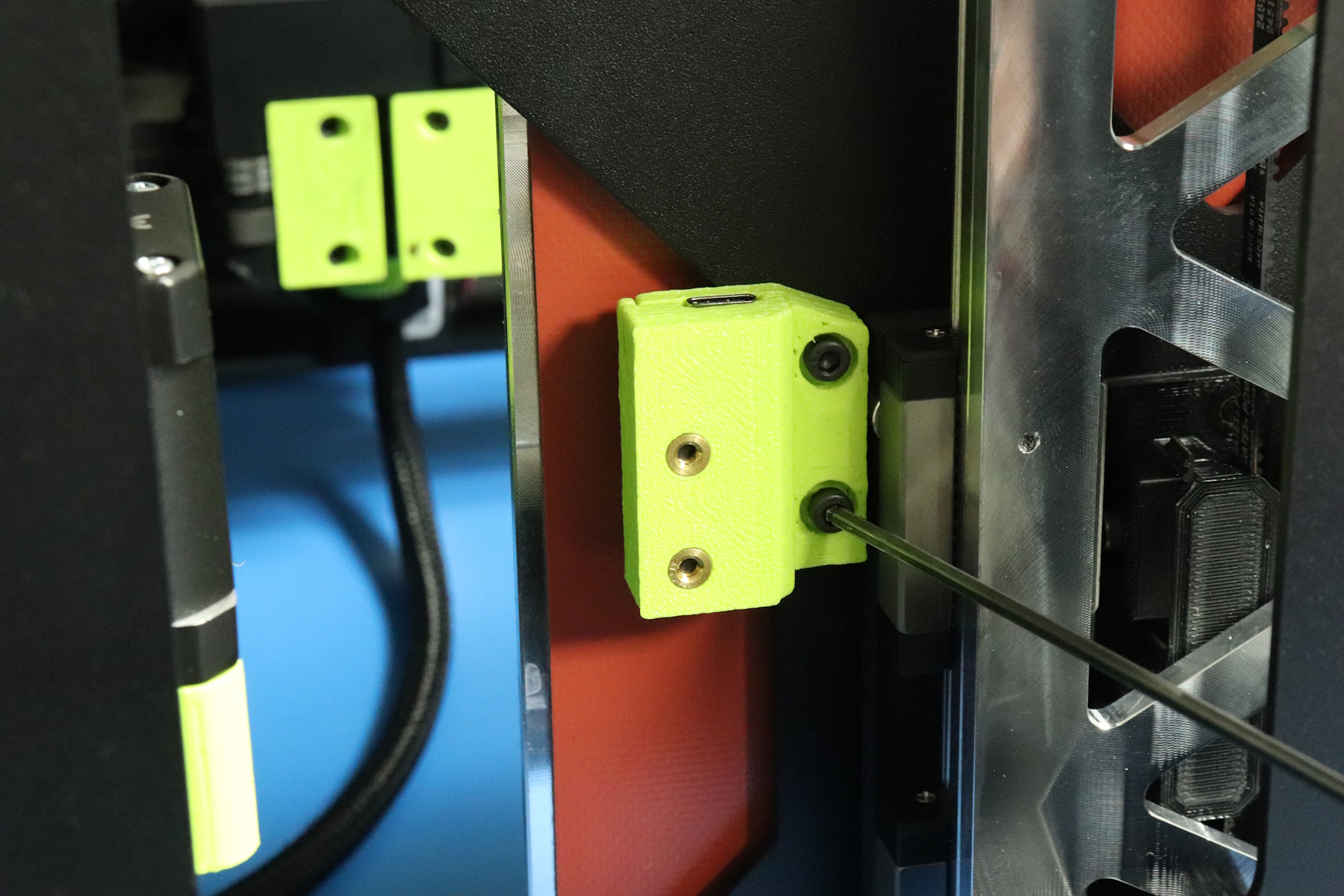
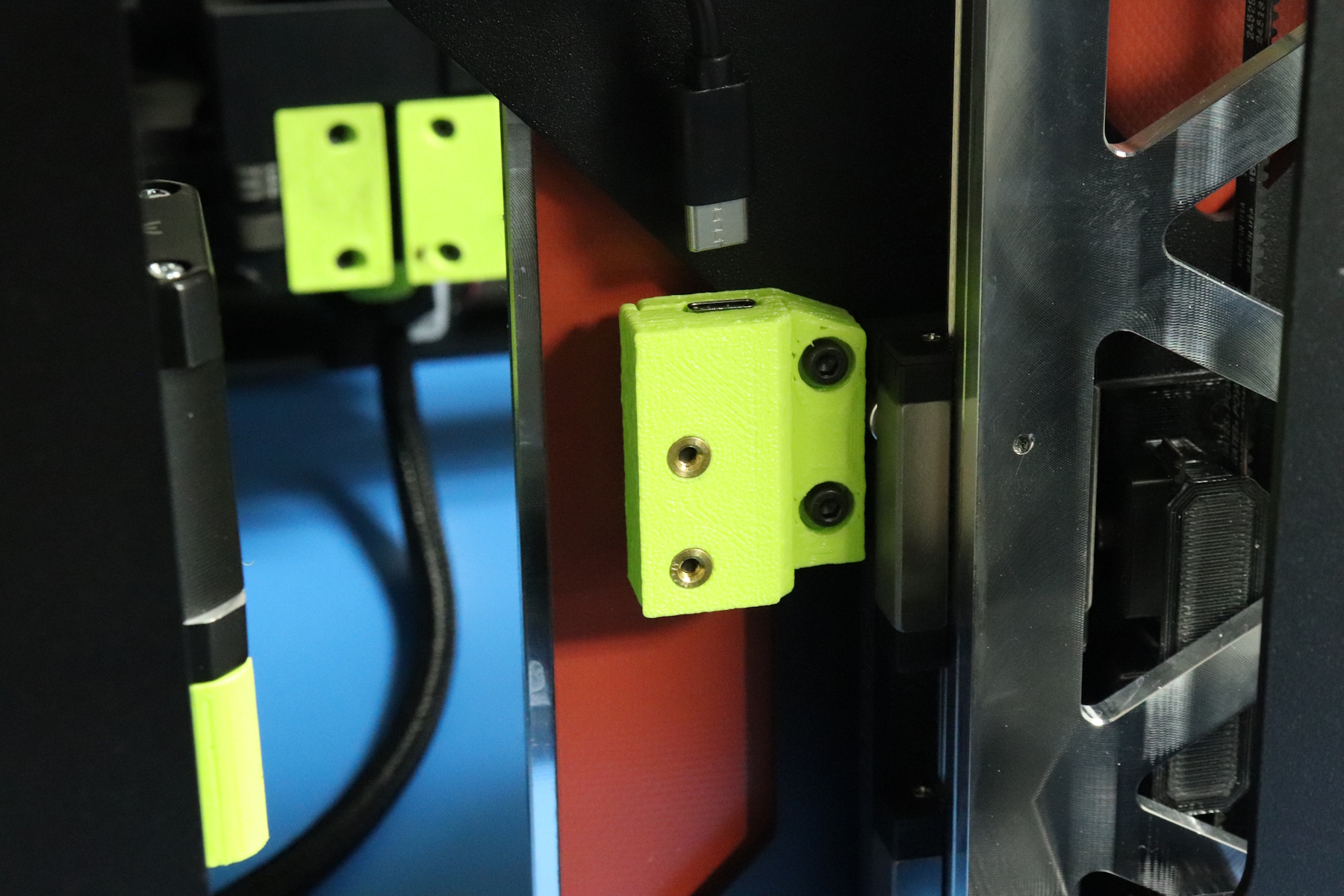
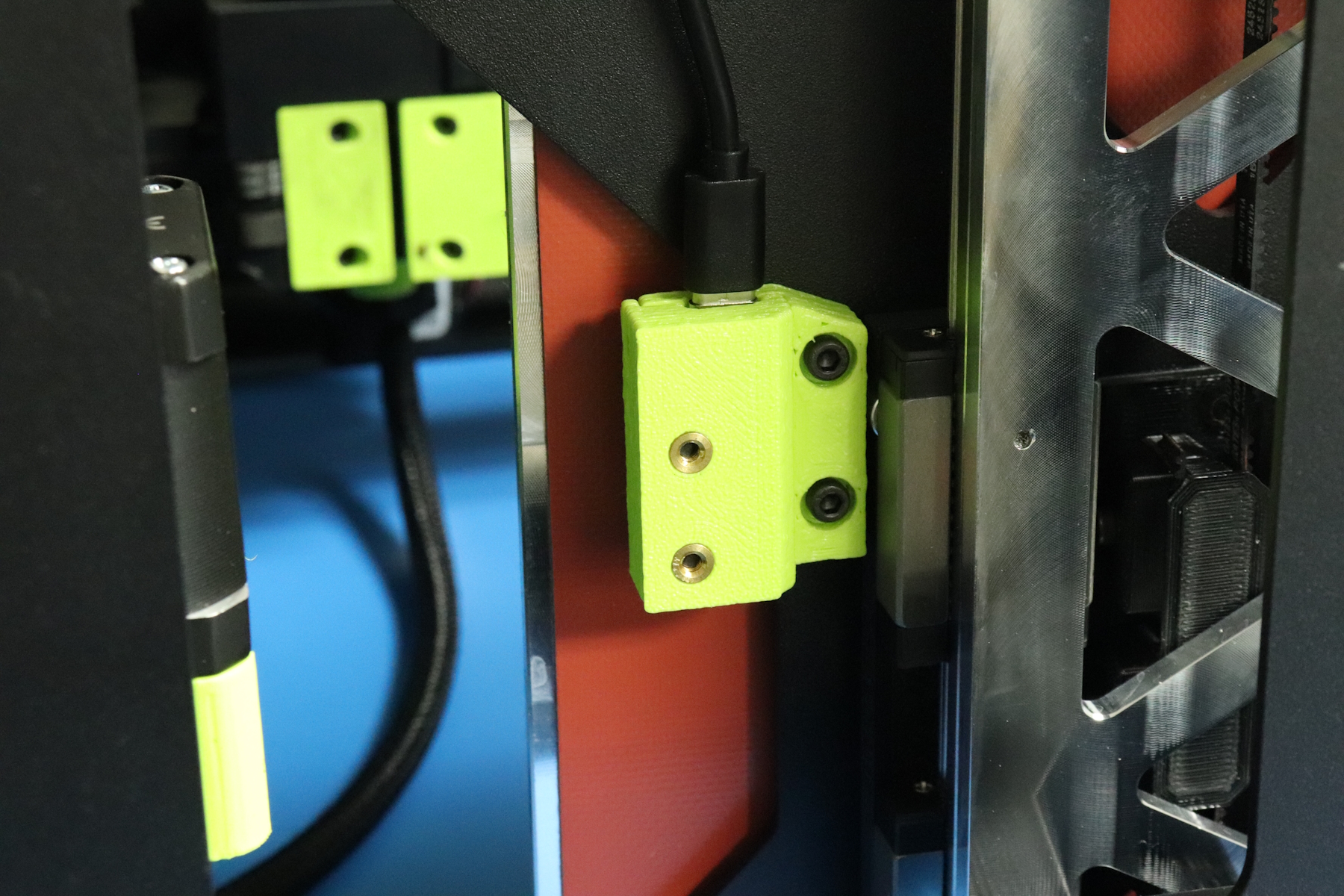
Using a 2.5mm hex wrench, secure the accelerometer to the printer using the provided M3x10mm screws.
Plug the provided USB-C cable into the accelerometer, then flip the printer back into the correct upright orientation.
Take the other end of the USB cable and plug it into the control board at the top of the control box on the left side of the printer.
Plug-in and power the printer on.



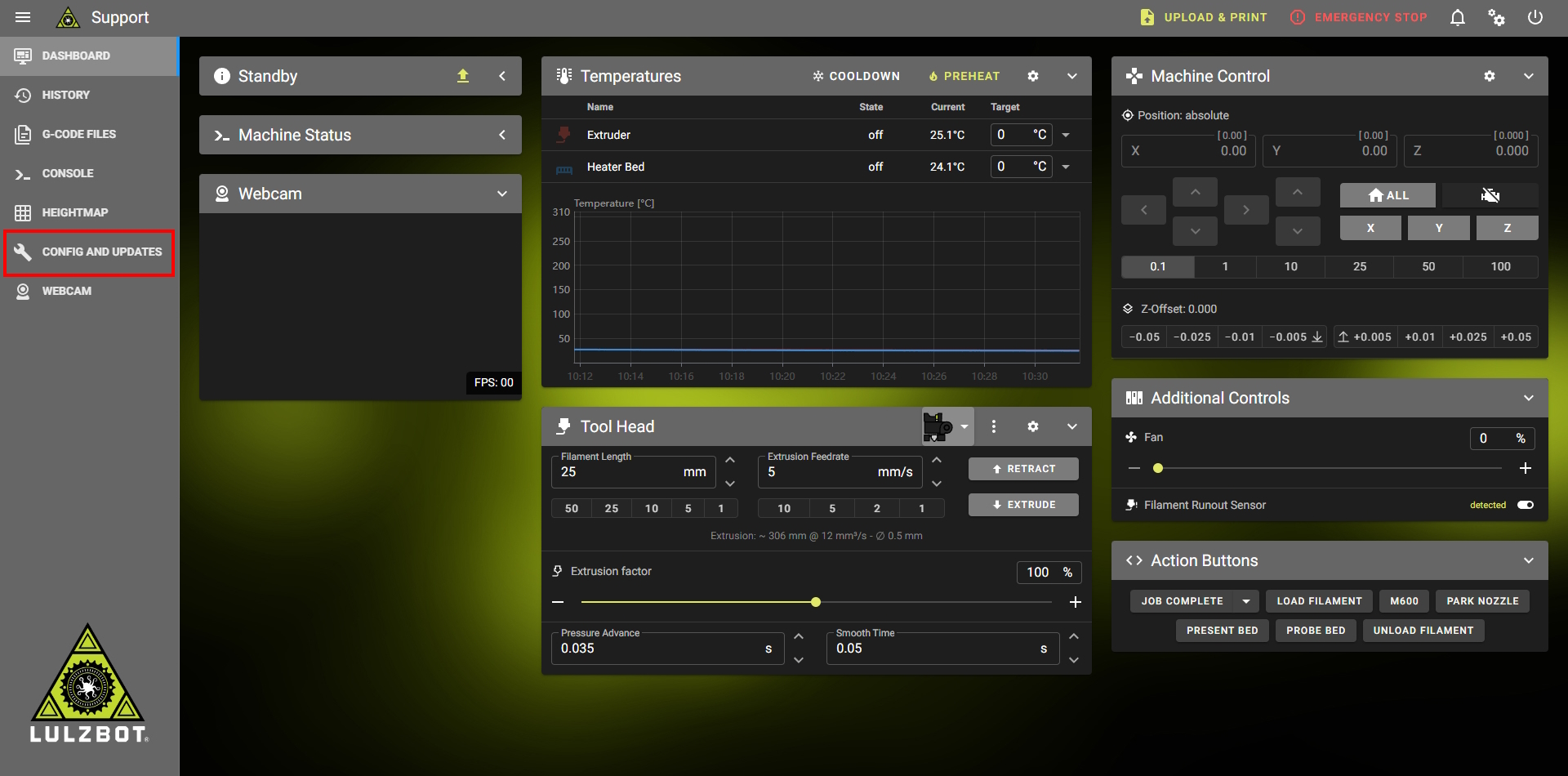
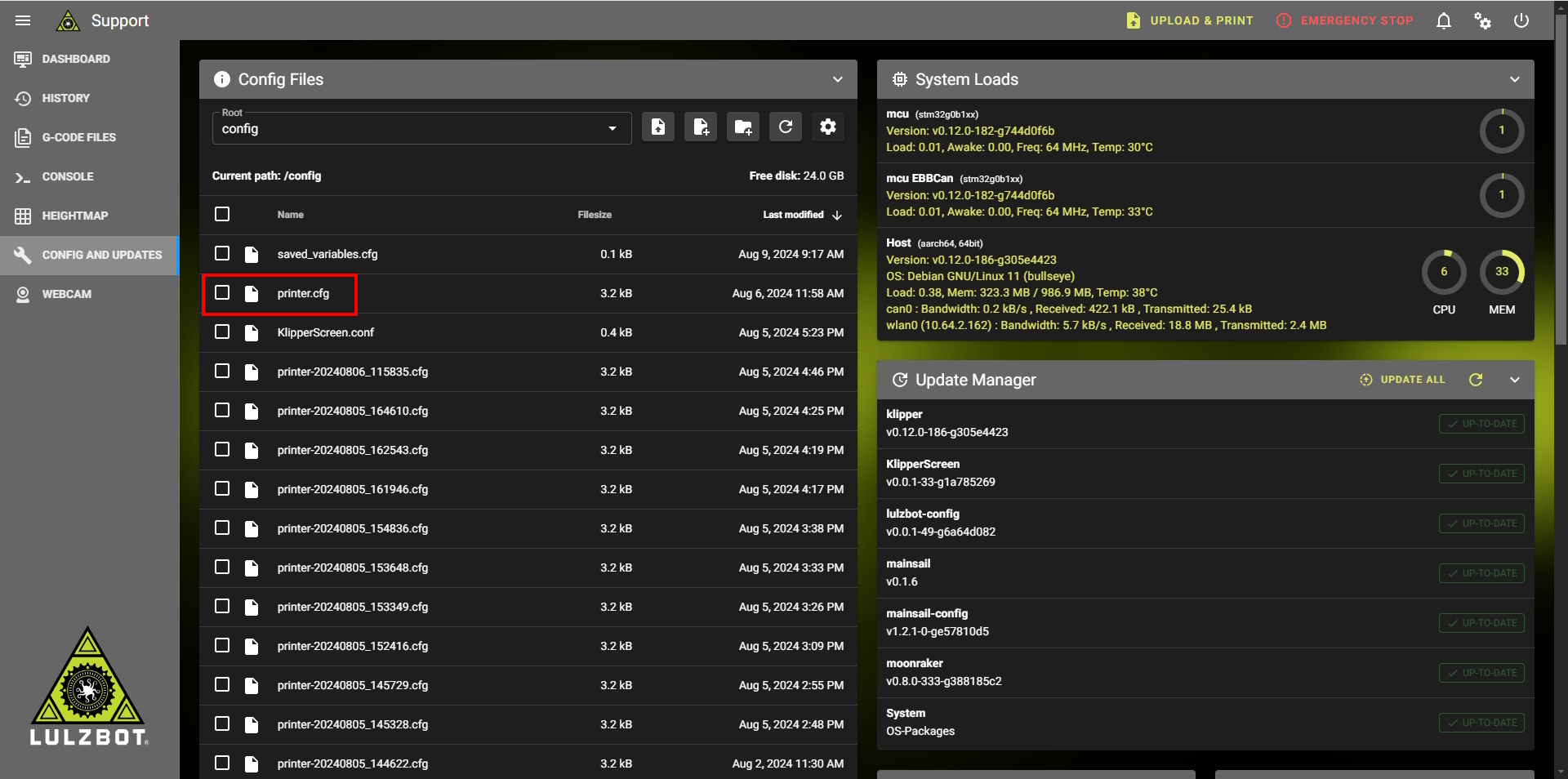
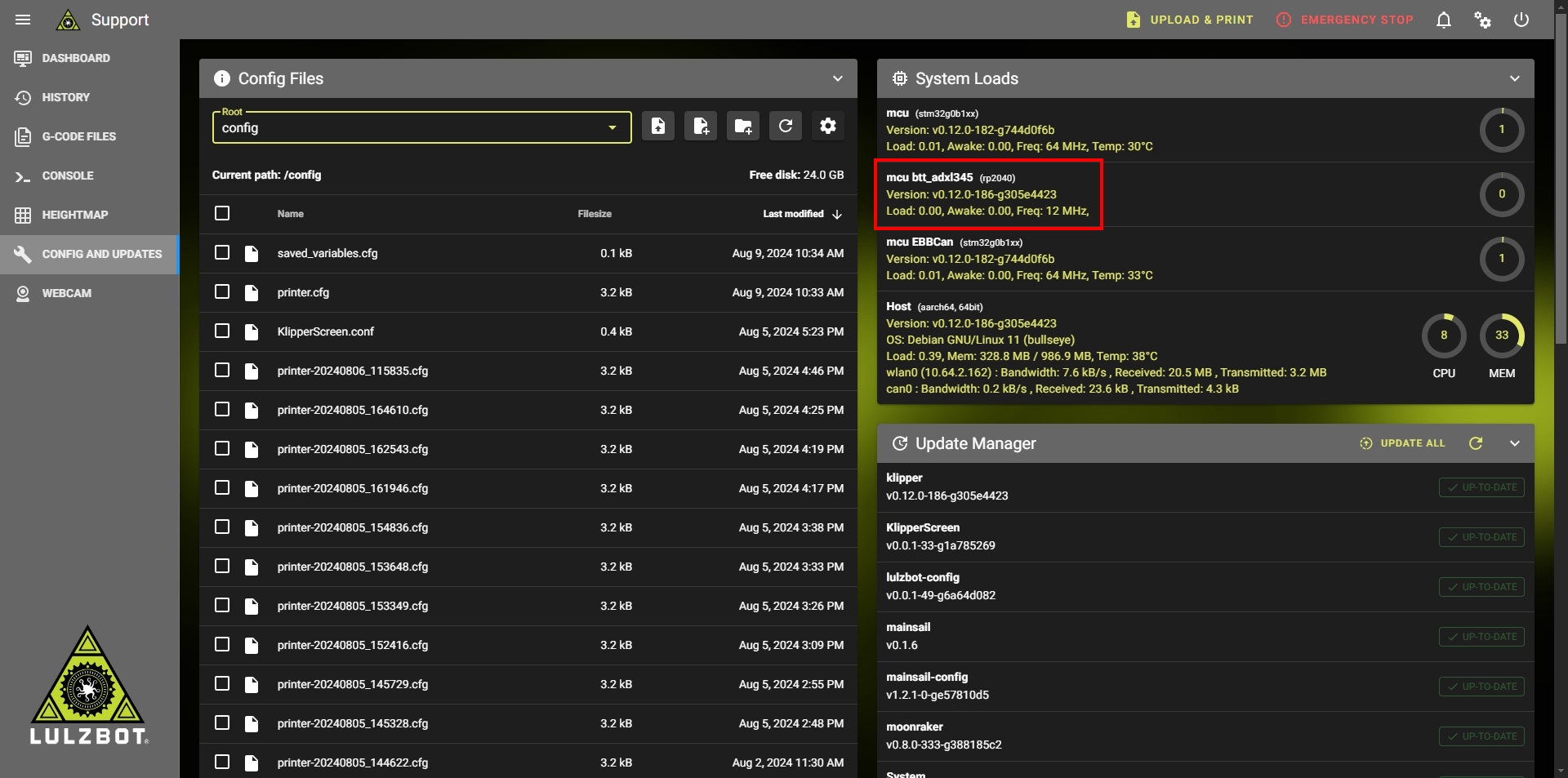
Log into mainsail via your internet browser and go to the Config and Updates page.
Find and open the printer.cfg file.
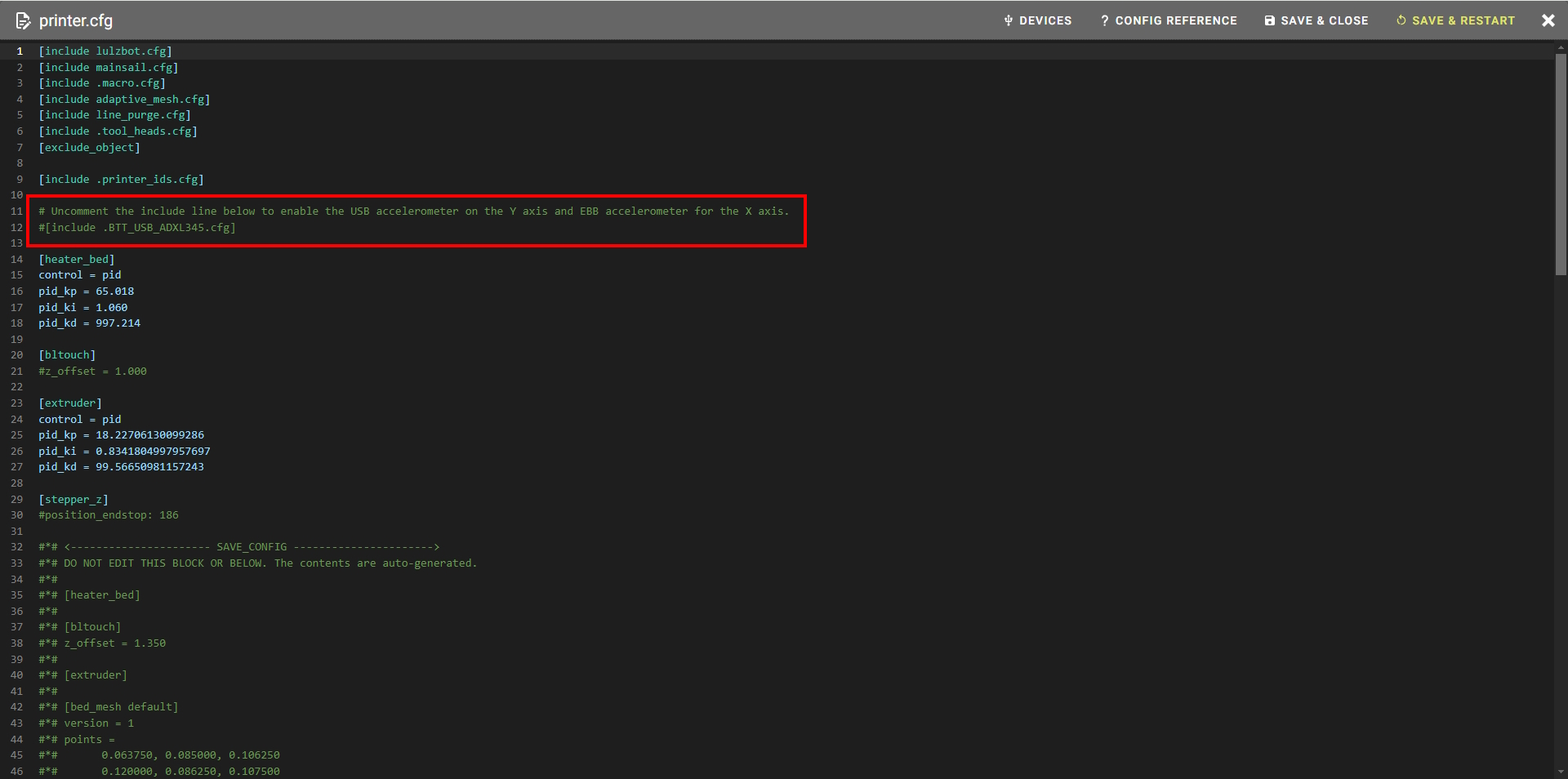
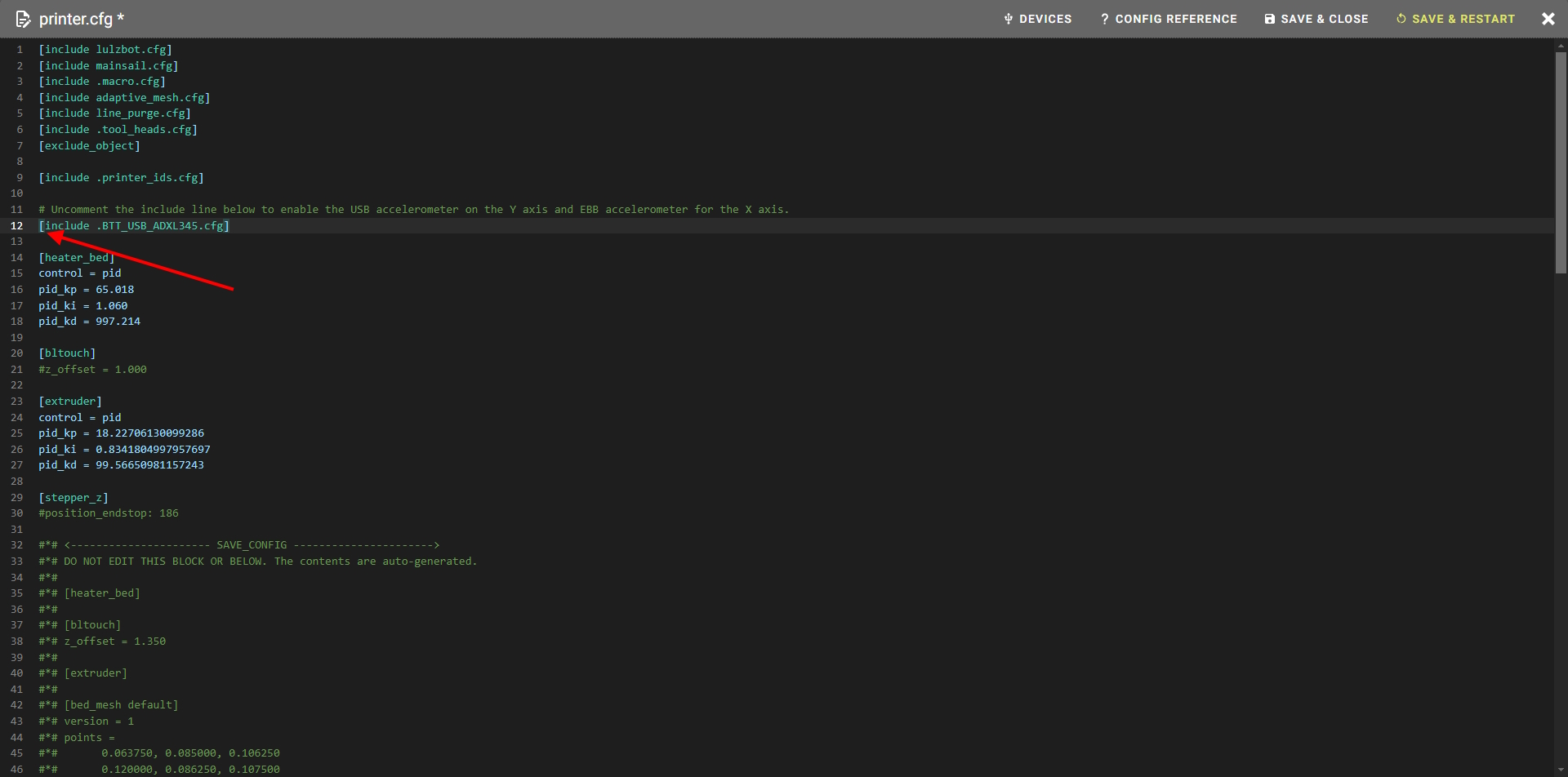
About 11 lines down, you will find the following lines:
# Uncomment the include line below to enable the USB accelerometer on the Y axis and EBB accelerometer for the X axis.
#[include .BTT_USB_ADXL345.cfg]
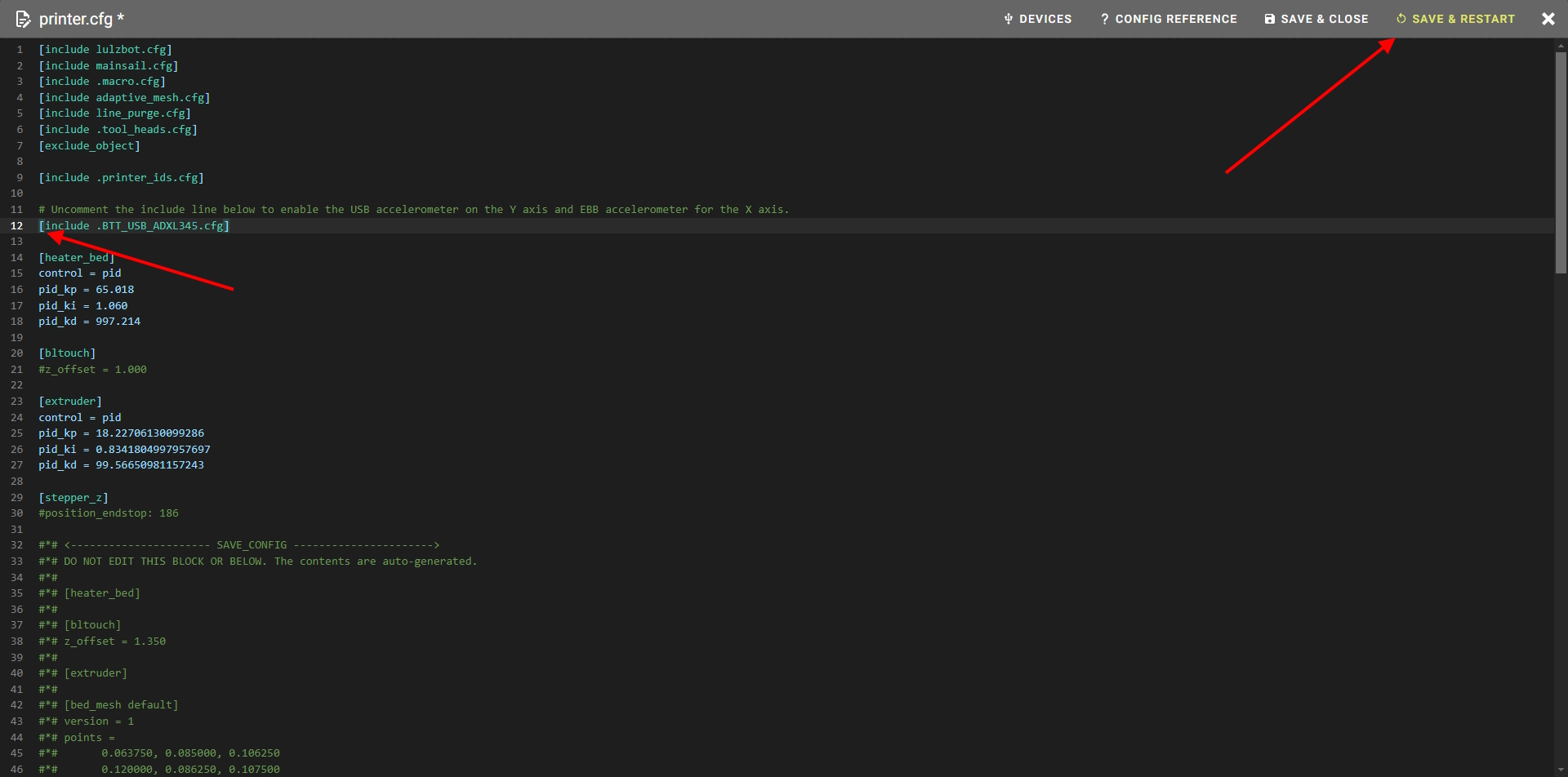
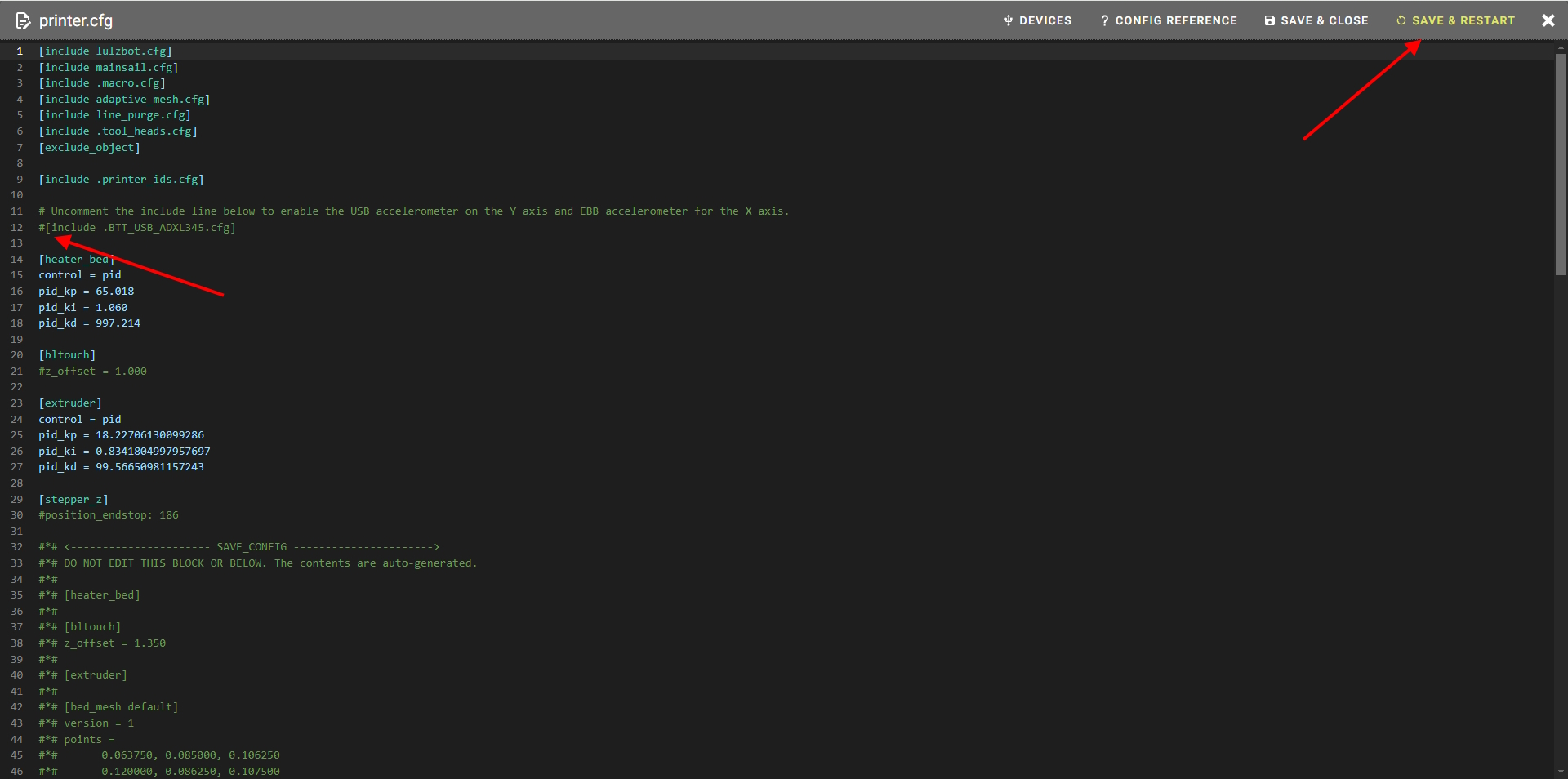
Remove the "#" symbol from the second line.
Click SAVE & RESTART.
If you weren’t able to do the above steps because those two lines aren’t present in the printer.cfg, you will instead have to paste in the following text after the lines that start with [include....
# Setup for Big Tree Tech USB ADXL345 Accelerometer on the bed
# and EBB accelerometer on the X axis.
[mcu btt_adxl345]
serial: /dev/serial/by-id/usb-Klipper_rp2040_btt_acc-if00
[adxl345 bed]
cs_pin: btt_adxl345:gpio9
spi_software_sclk_pin: btt_adxl345:gpio10
spi_software_mosi_pin: btt_adxl345:gpio11
spi_software_miso_pin: btt_adxl345:gpio8
axes_map: -x,y,z
[adxl345 hotend]
cs_pin: EBBCan: PB12
spi_software_sclk_pin: EBBCan: PB10
spi_software_mosi_pin: EBBCan: PB11
spi_software_miso_pin: EBBCan: PB2
axes_map: -x,y,z
[resonance_tester]
accel_chip_x: adxl345 hotend
accel_chip_y: adxl345 bed
probe_points:
90, 90, 90
Click SAVE & RESTART.
There are two ways to run the input shaper calibration.
One is to go to the printer and start it through the touchscreen.
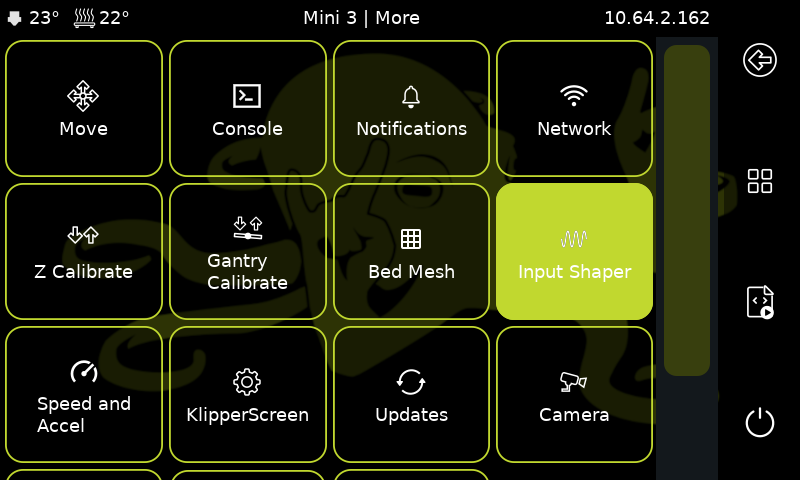
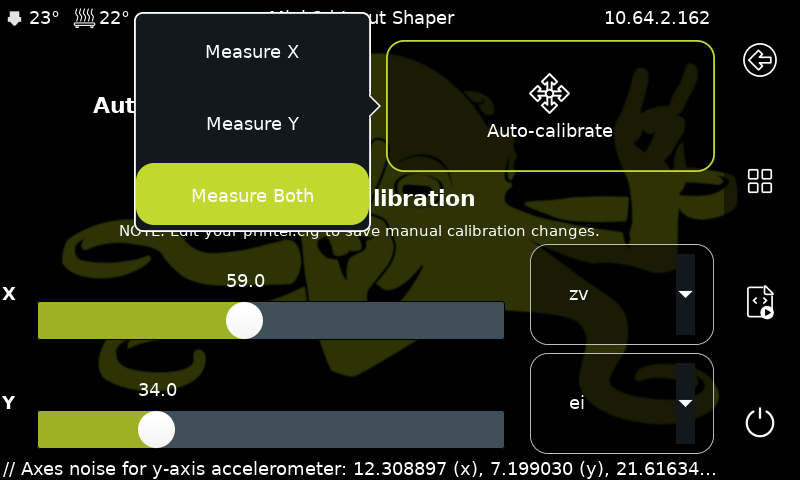
Tap More, then Input Shaper.
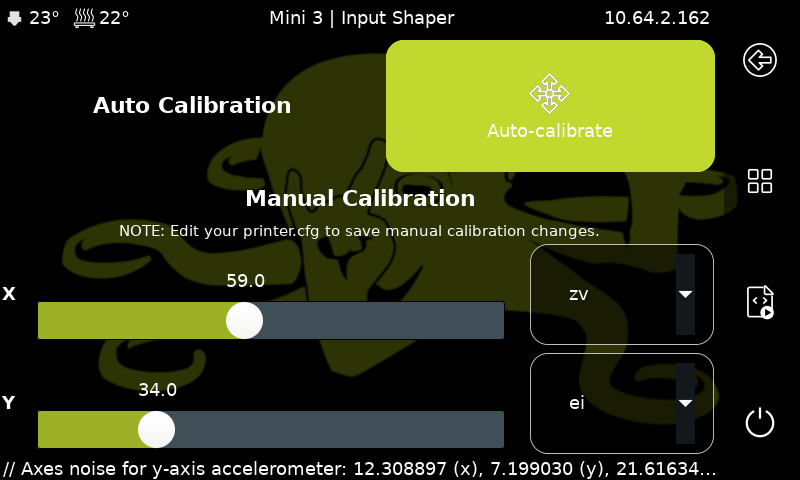
Once available, tap the Auto-calibrate button, then tap “Measure Both” in the popup that appears
The printer will now go through the input shaping calibration process.
Stand back, and watch it do the calibration.
This will take several minutes and will vibrate the x axis and measure the resonance, then
vibrate the Y axis and measure its resonance. It then calculates the best shaper types and frequencies.
Watch the bottom status line text to see how the testing is proceeding.
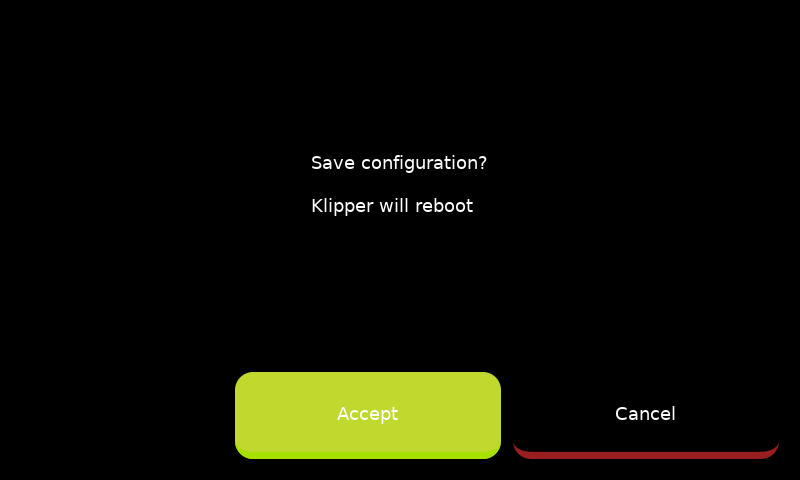
When complete, the touchscreen will go to a confirmation screen.
Click accept and the printer will restart.
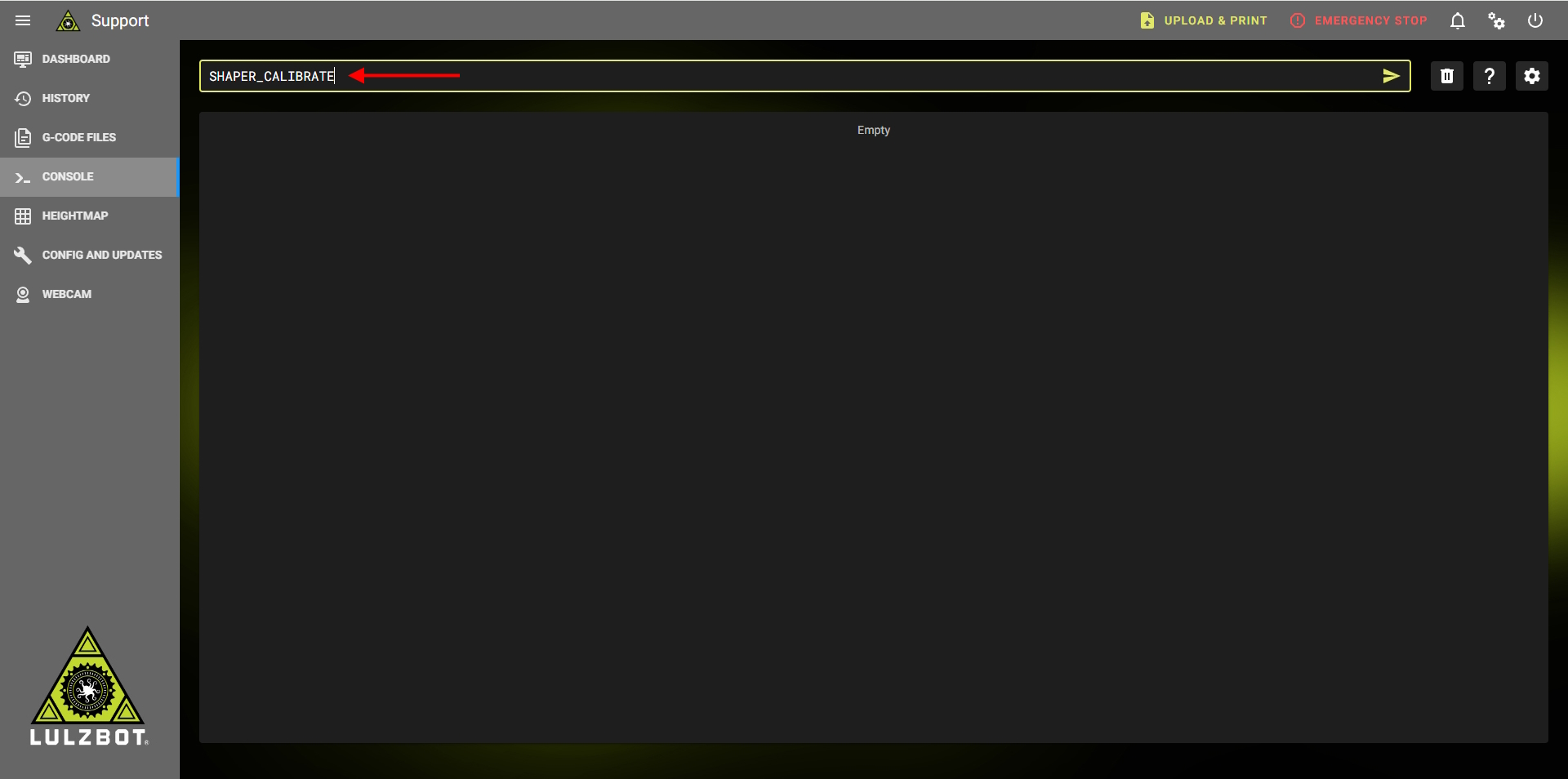
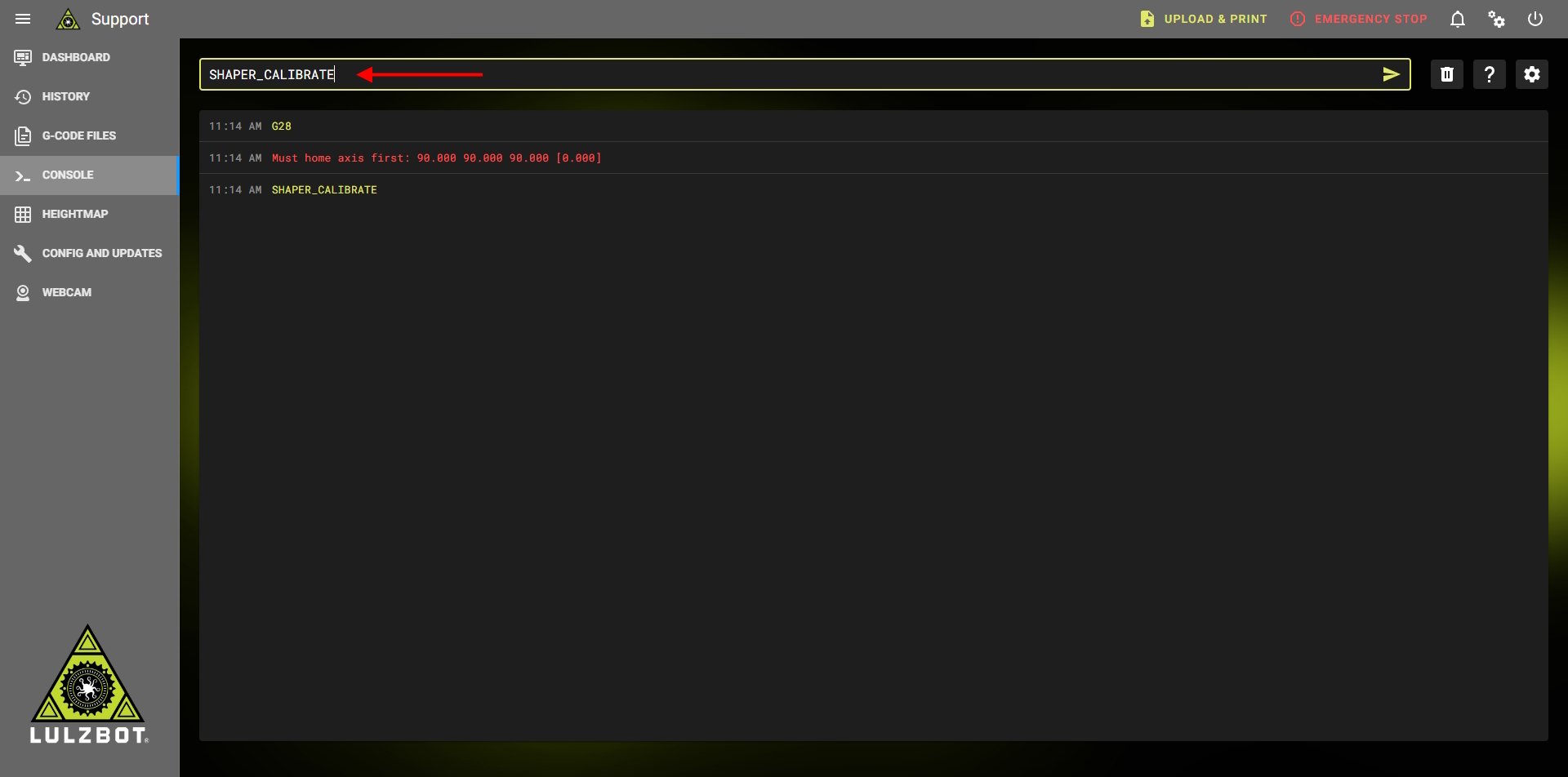
The second way to run the shaper calibration is through the Mainsail web interface.
Navigate to the Console page and enter the command SHAPER_CALIBRATE and it will do the same calibration procedure.
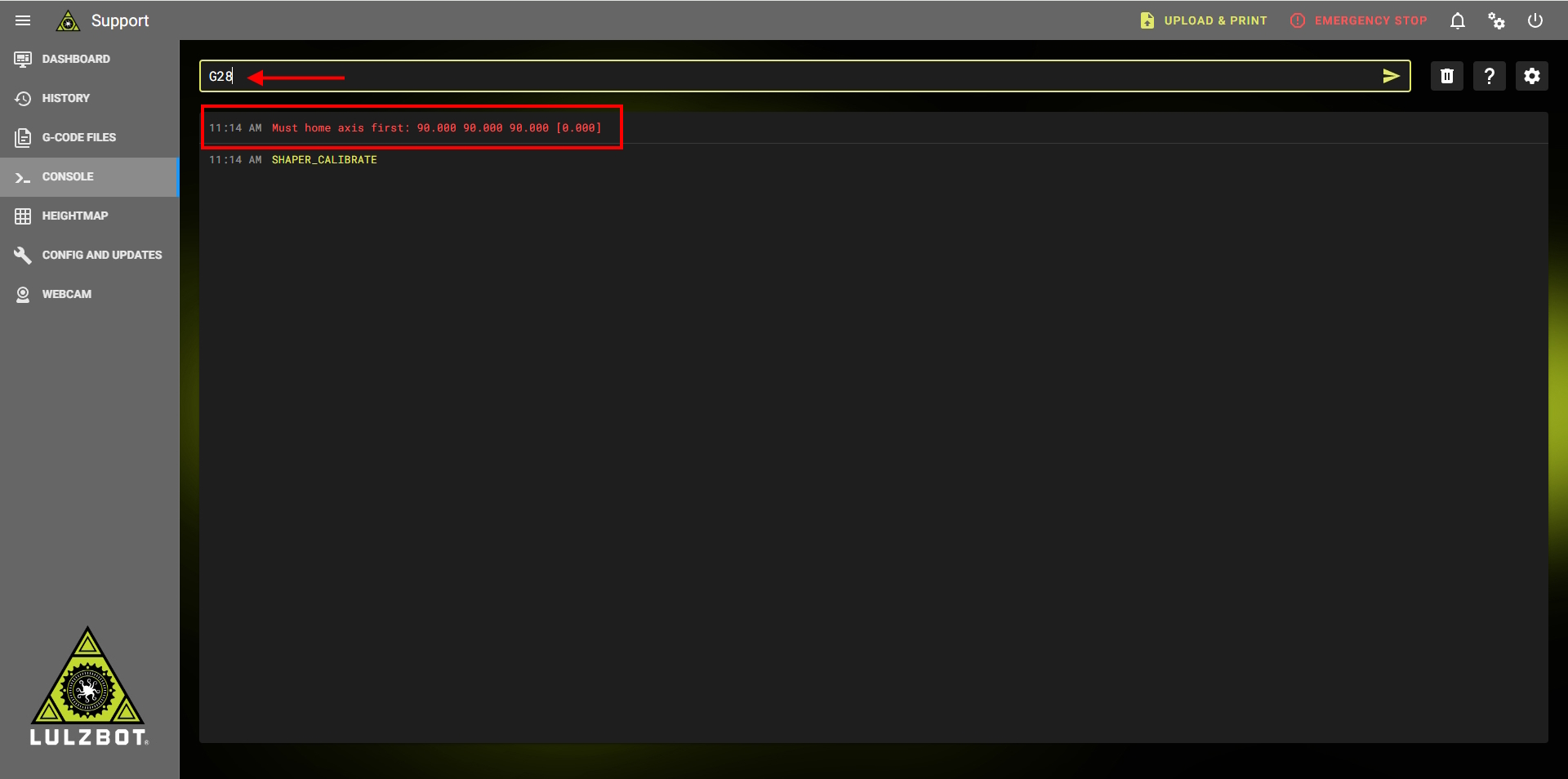
If you see the error Must Home Axis First just enter G28 to home and then enter SHAPER_CALIBRATE again.
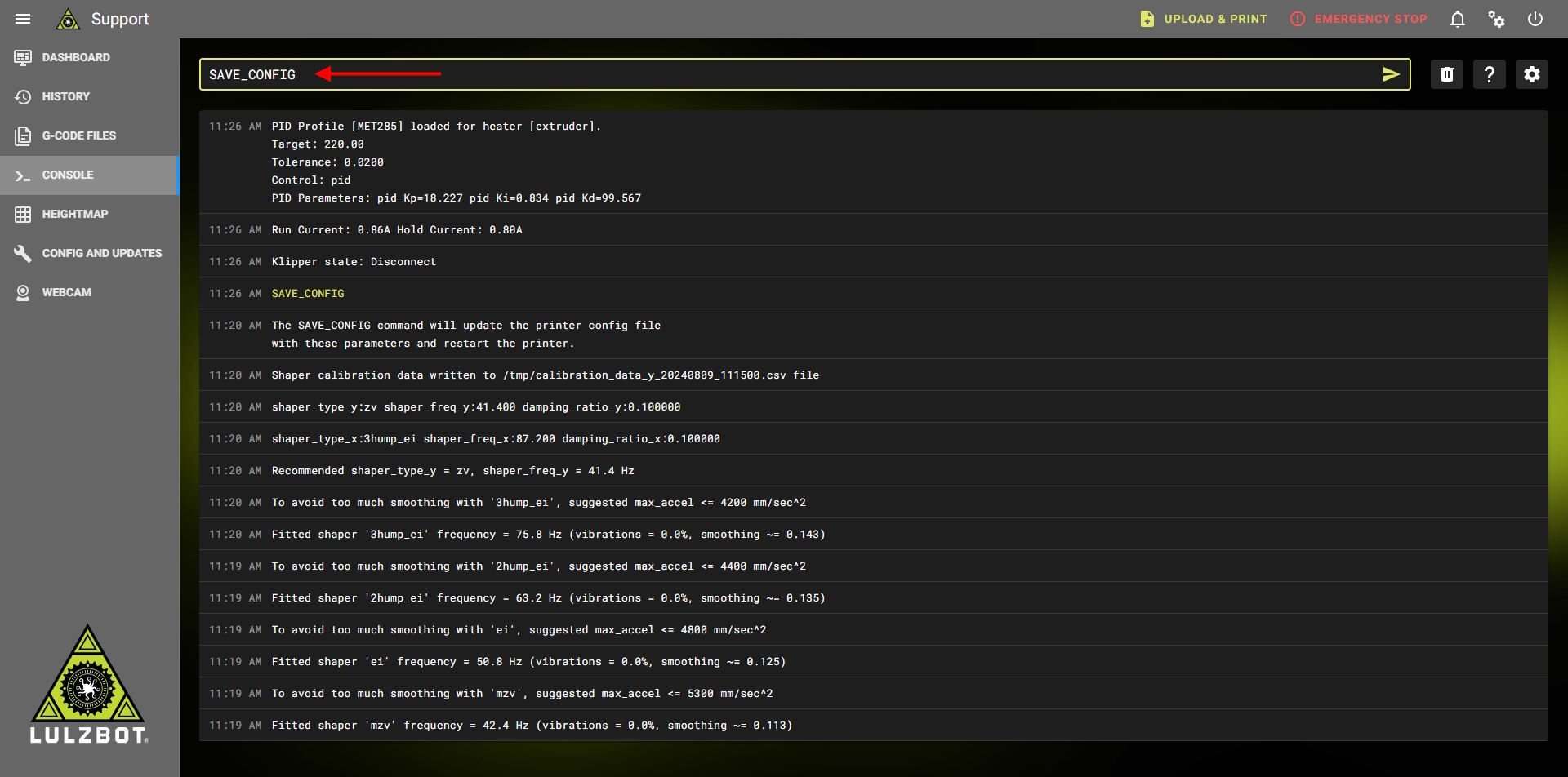
Once it is done, enter the command SAVE_CONFIG to save the results.
You do not need to do it both in Klipper Screen and Mainsail.
Before printing, you must disable the accelerometer in Klipper.
Go back to the Mainsail > Config and Updates page, and click on the printer.cfg file again.
If you had the include line, just put the # symbol before the [include .BTT_USB_ADXL345.cfg] line.
If you weren’t able to use that method, and had to paste in the large block of text from Step 4, delete all those lines previously added.
Click SAVE & RESTART.
Since the calibration was done with the accelerometer installed on the printer, you will want to leave it installed.
You are now able to remove the USB cable from the printer.
Congratulations!
Your printer now has calibrated input shaping!
If you encounter issues please contact Technical Support by emailing Support@LulzBot.com, or by calling +1-701-809-0800.