Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
To insert the linear bearings into the 3d printed parts we will be using a 1 ton arbor press and Igus DryLin linear bearings.
To start select the right size bearings for your part, we use 8mm ID, 10mm ID, and 12mm ID bearings in our assemblies.
2x 10mm Bearings - AS-PR0015 Z Carriage Motor v2.10 (T6)
2x 10mm Bearings - AS-PR0019 Z Carriage Idler v2.9.1 (T6)
1x 10mm Bearing - AS-PR0025 Bearing Holder (T6)
2x 12mm Bearings - AS-PR0034 12mm Double Bearing Holder v0.7 (T6)
1x 12mm Bearing - AS-PR0035 12mm Single Bearing Holder v0.4 (T6)
2x 8mm Bearings - AS-PR0047 X End Motor v2.1 (M)
2x 8mm Bearings - AS-PR0054 X End Idler v2.8 (M)
2x 8mm Bearings - AS-PR0056 X Carriage v1.1 (M)
2x 8mm Bearings - AS-PR0058 Upper Bearing Holder v3.0 (M)
2x 8mm Bearings - AS-PR0074 Double Bearing Holder v1.4 (M)
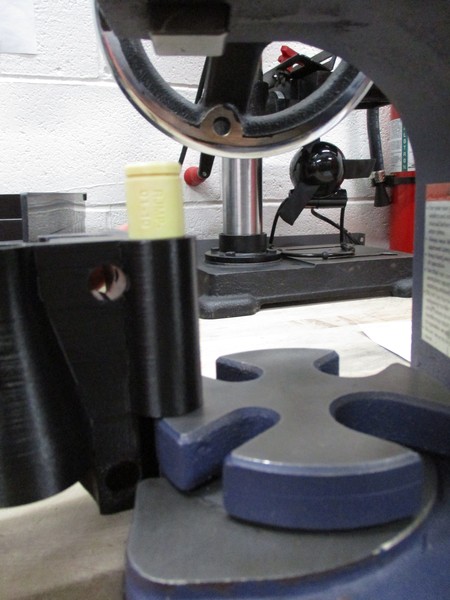
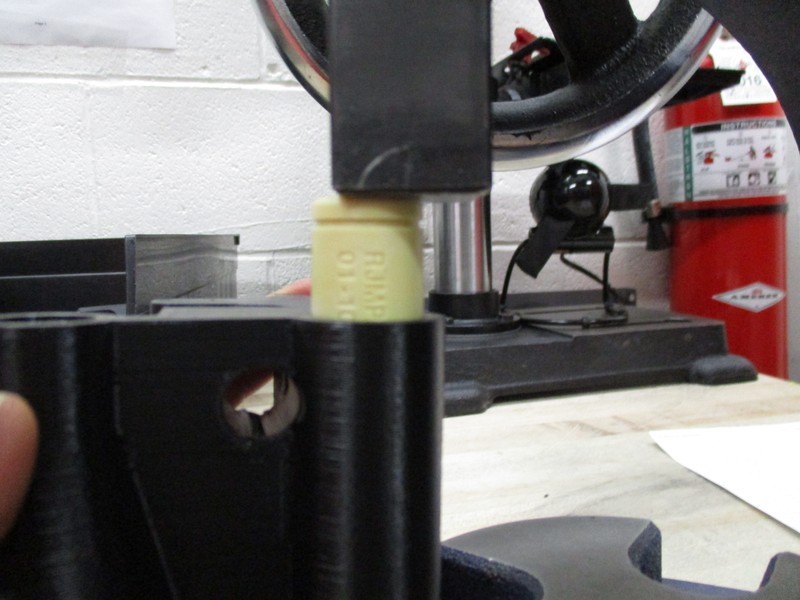
1)Place your part on the arbor press lining up the rack of the press to the bearing hole on your part. 2) Set your linear bearing on the bearing hole of your part. Press down on the arbor press with steady force. Ensure the rack of the press covers as much of the bearing surface as possible for an even press and to avoid damage to the bearing, printed part, and yourself. 3) Push until the bearing is flush with the printed part.
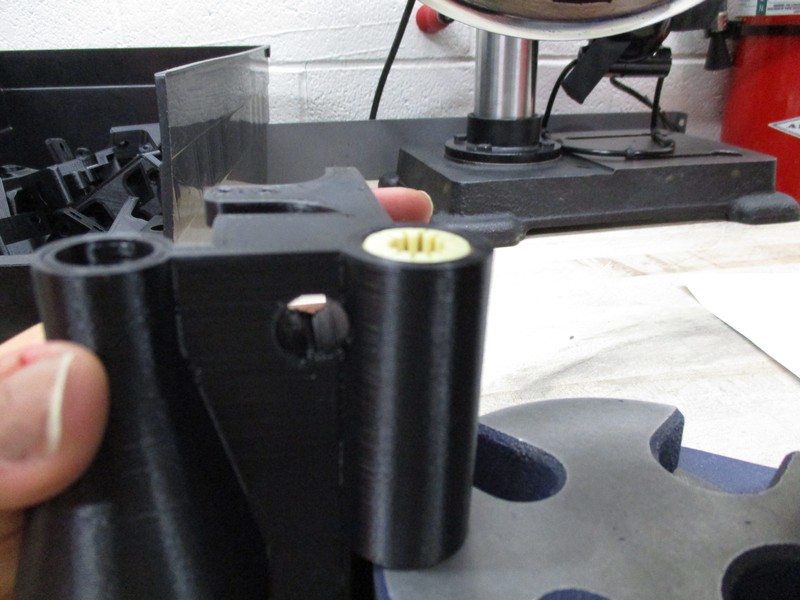
For parts taking two bearings, flip the part over to insert the second bearing from the other side and repeat steps 1-3. Don't force two bearings through the same side. There are retaining rings that hold the bearing in place, so if you need to install a second bearing it must be done from the other side.



Once bearings have been installed in the printed parts, we need to test them with a force gauge. We do this by running the part along a smooth rod that is attached to a force gauge. This allows us to measure the amount of "drag" on the linear bearings. The force specifications the parts must meet are :
Less than 14N - AS-PR0015 Z Carriage Motor v2.10 (T6)
Less than 14N - AS-PR0019 Z Carriage Idler v2.9.1 (T6)
Less than 10N - AS-PR0025 Bearing Holder (T6)
Less than 10N - AS-PR0034 12mm Double Bearing Holder v0.7 (T6)
Less than 10N - AS-PR0035 12mm Single Bearing Holder v0.4 (T6)
Less than 14N - AS-PR0047 X End Motor v2.1 (M)
Less than 14N - AS-PR0054 X End Idler v2.8 (M)
Less than 10N - AS-PR0056 X Carriage v1.1 (M)
Less than 10N - AS-PR0058 Upper Bearing Holder v3.0 (M)
Less than 10N - AS-PR0074 Double Bearing Holder v1.4 (M)


Sometimes the bearings in the printed parts are too tight and fail our force gauge specifications. In this case we will need to attempt to rework the bearings, and if that doesn't work we need to remove the bearings from the part all together.
Rework: Using a clam knife insert the blade into the fins of the linear bearing and carefully spin the bearing in its housing. Slowly and carefully spin the bearing until you find the spot of least resistance in rotation. Once you have spun the bearing try and slide the part on the force gauge again. If you cannot find a spot where the bearing passes the force gauge, we need to remove the bearings and scrap the printed part.
Removal: There are 3 sizes of nylon bearing removal "pusher" sets. Each set contains a lead pusher and a follower pusher. To remove a bearing place the printed part on the arbor press and find the appropriate lead pusher. Press this pusher in on top of the bearing to try and push the bearing out the bottom of the part.. You will most likely have to use a follower pusher to get the bearing to come completely out. For double bearing holders you may need to use a third follower pusher to get both bearings out.



