Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Components for calibration
Tools


Gather the required documents.
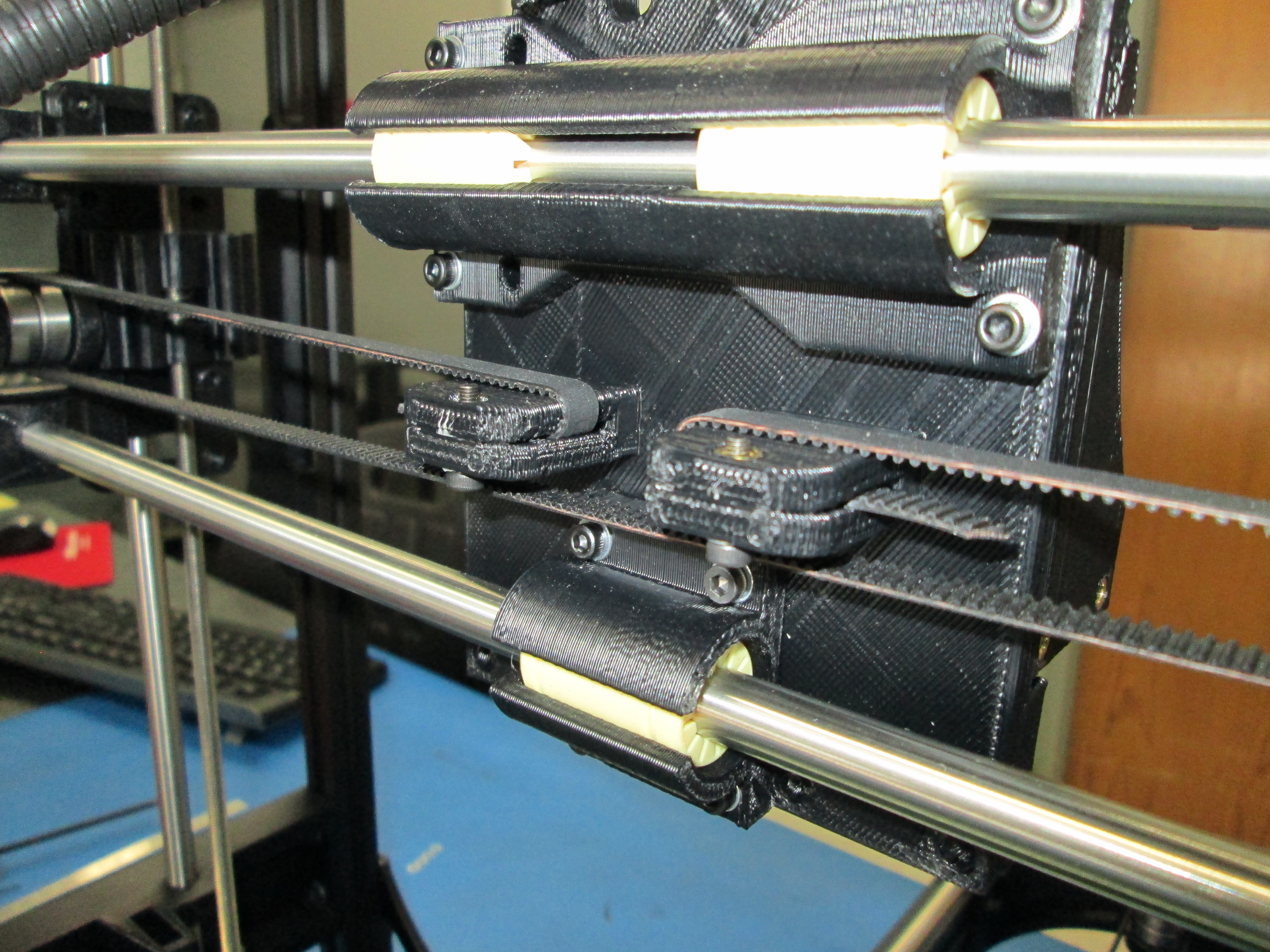
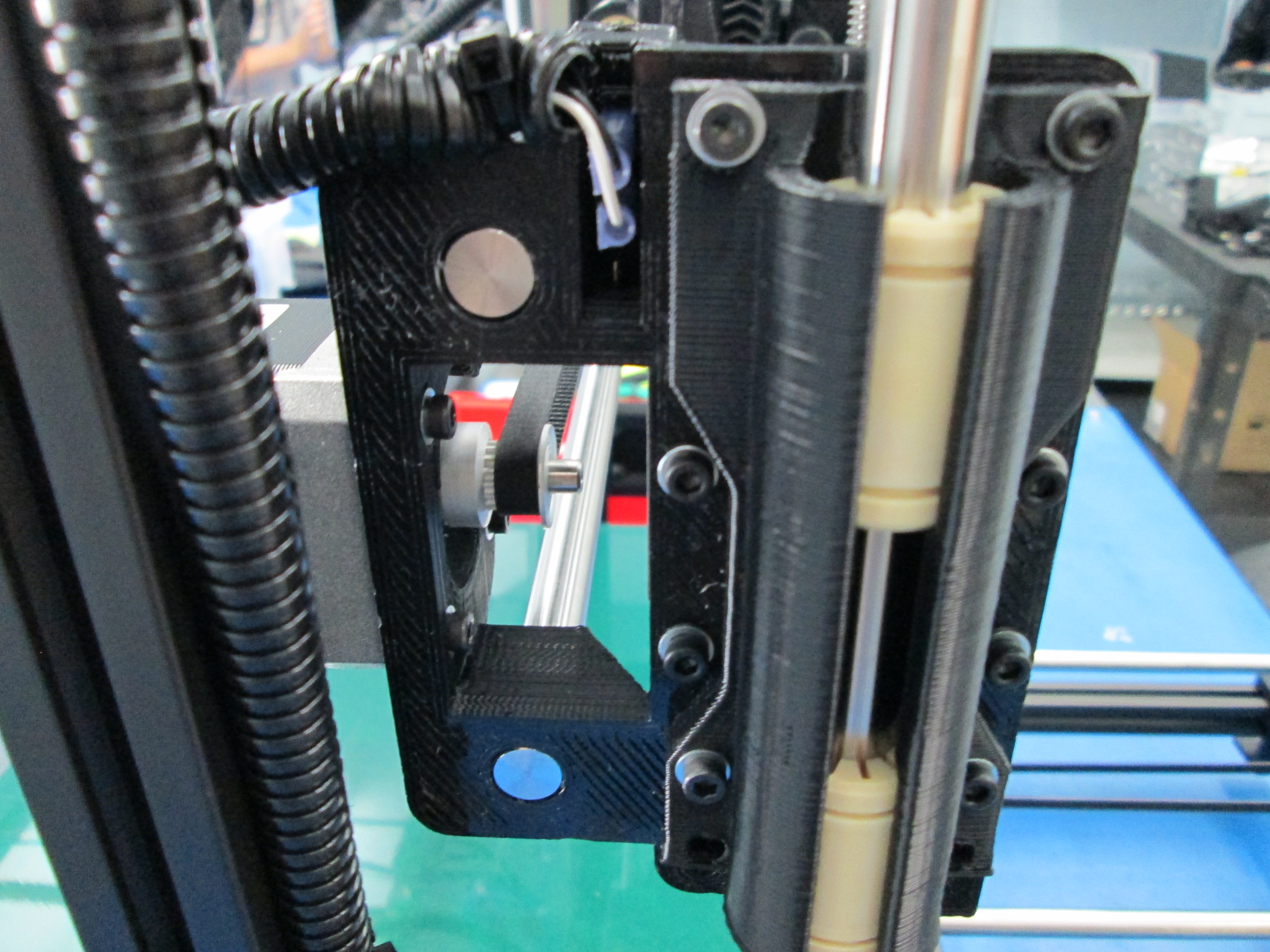
Inspect the mechanical assembly - complete the Quality Checklist as you proceed.
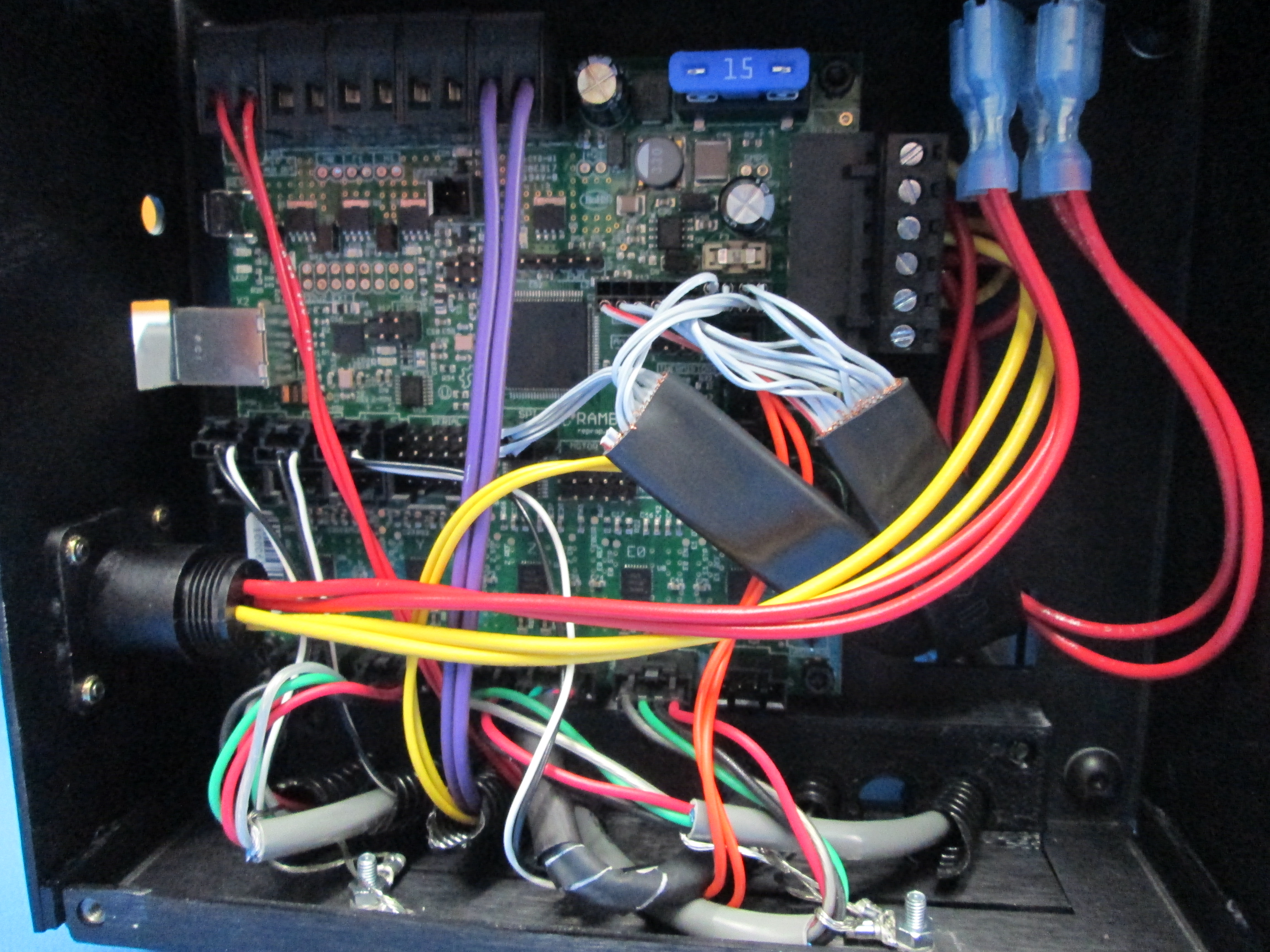
Inspect the electronics.
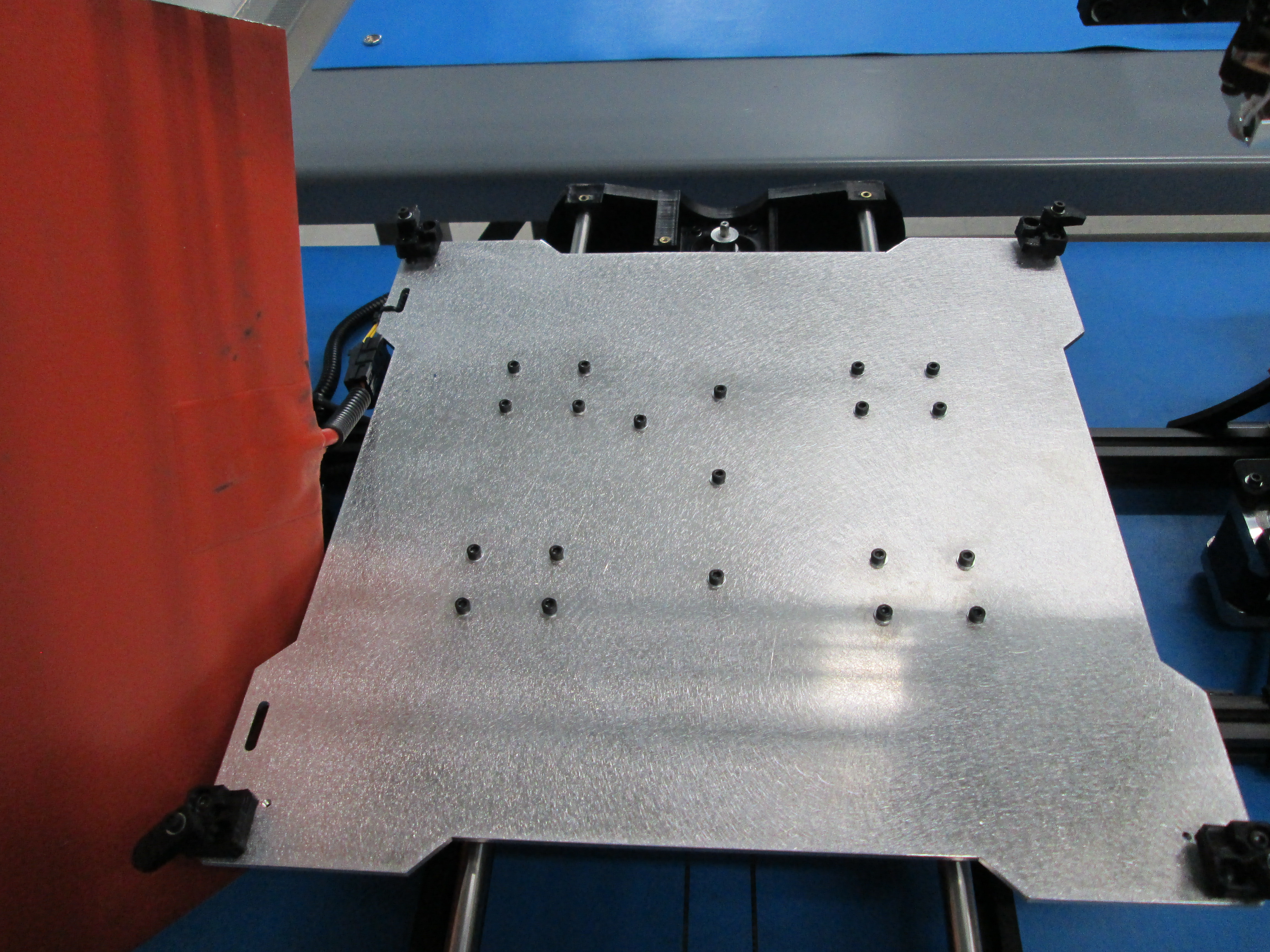
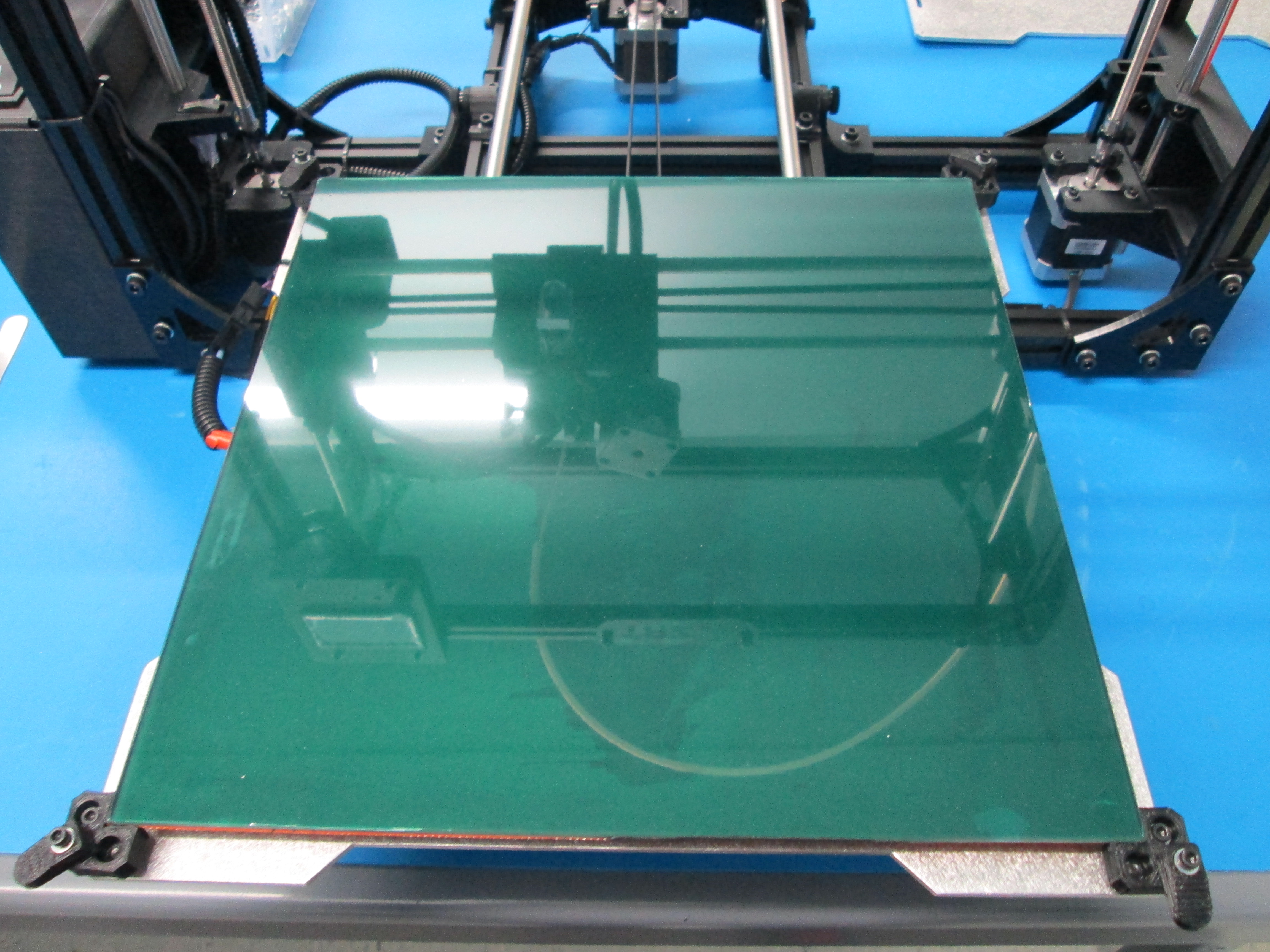
Install the heat bed as indicated. Connect the heat bed wires.
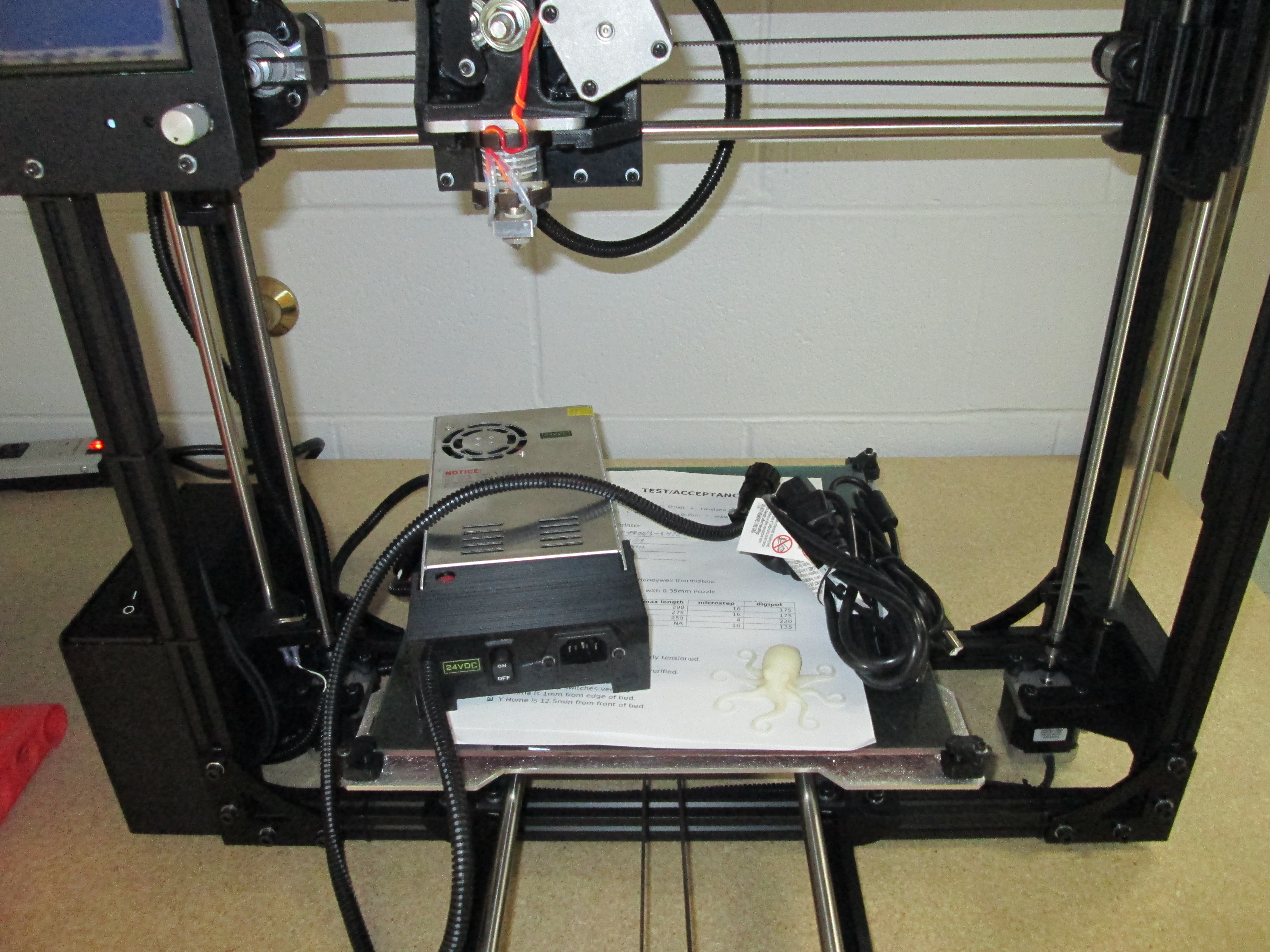
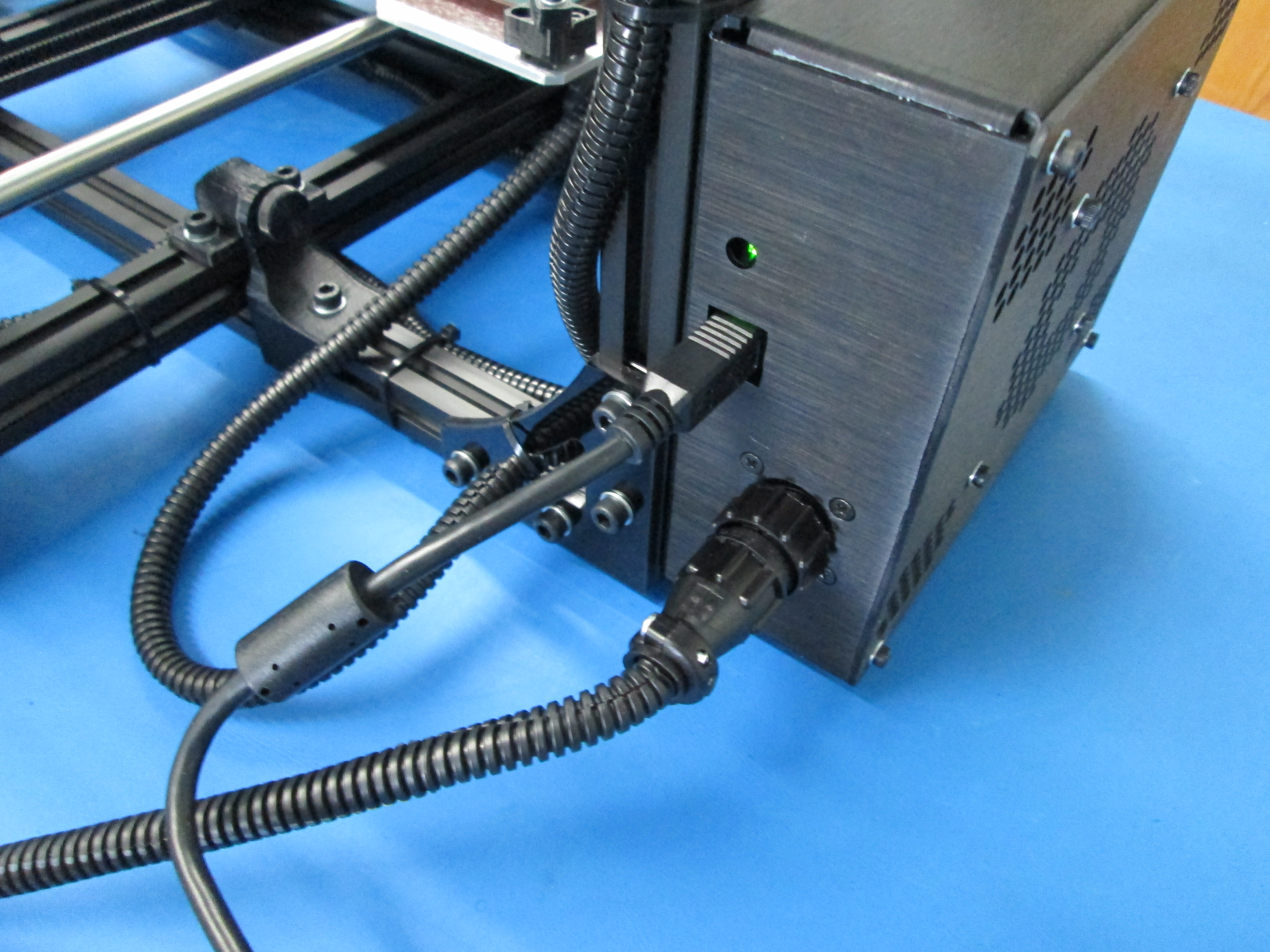
Install the serial number on the machine and power supply. Also apply the 24v sticker above the power connection as indicated.







Upload Firmware
Connect with Pronterface


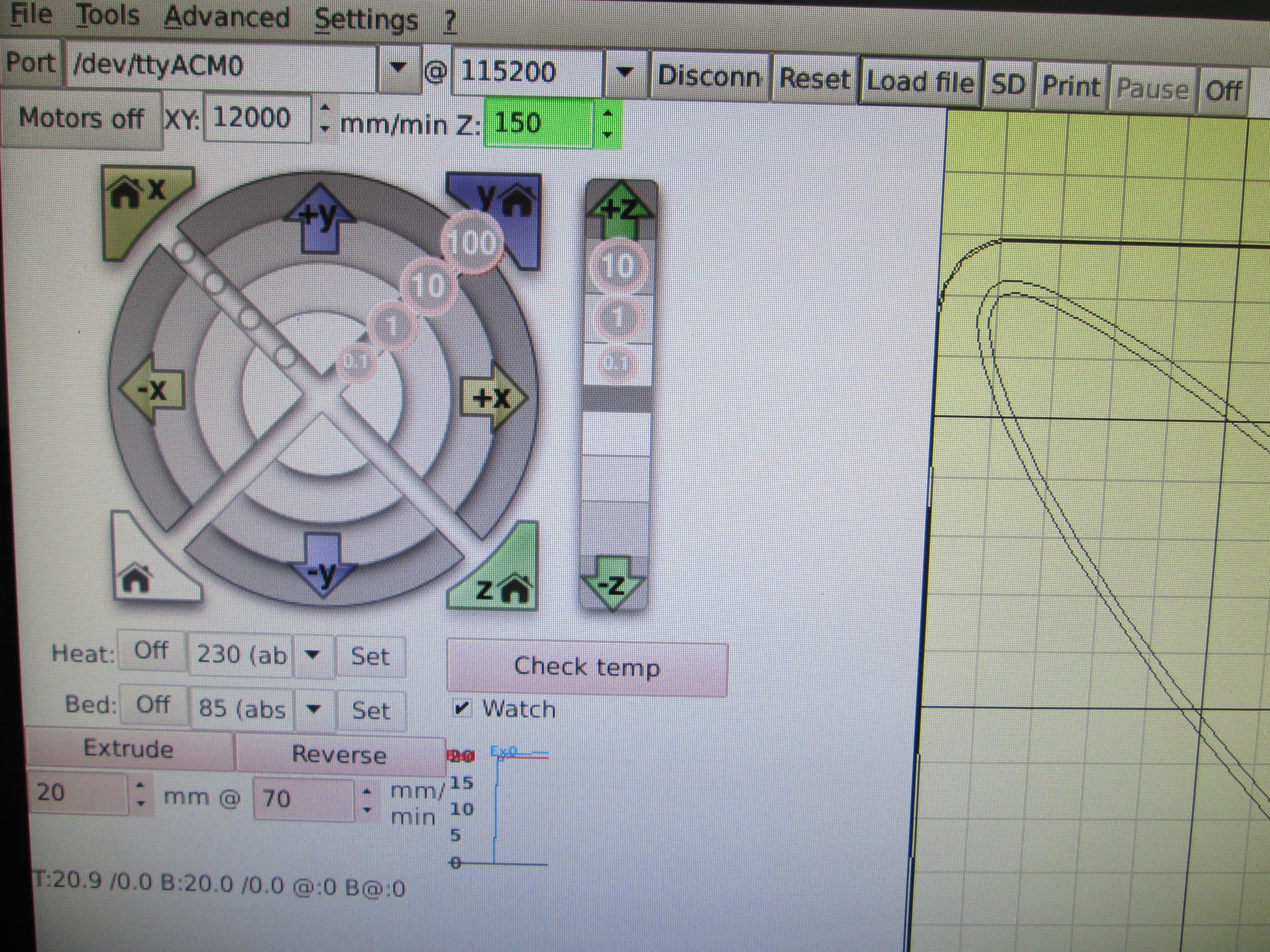

Make sure Pronterface is connected to the printer then click the 'MOTORS OFF' button.
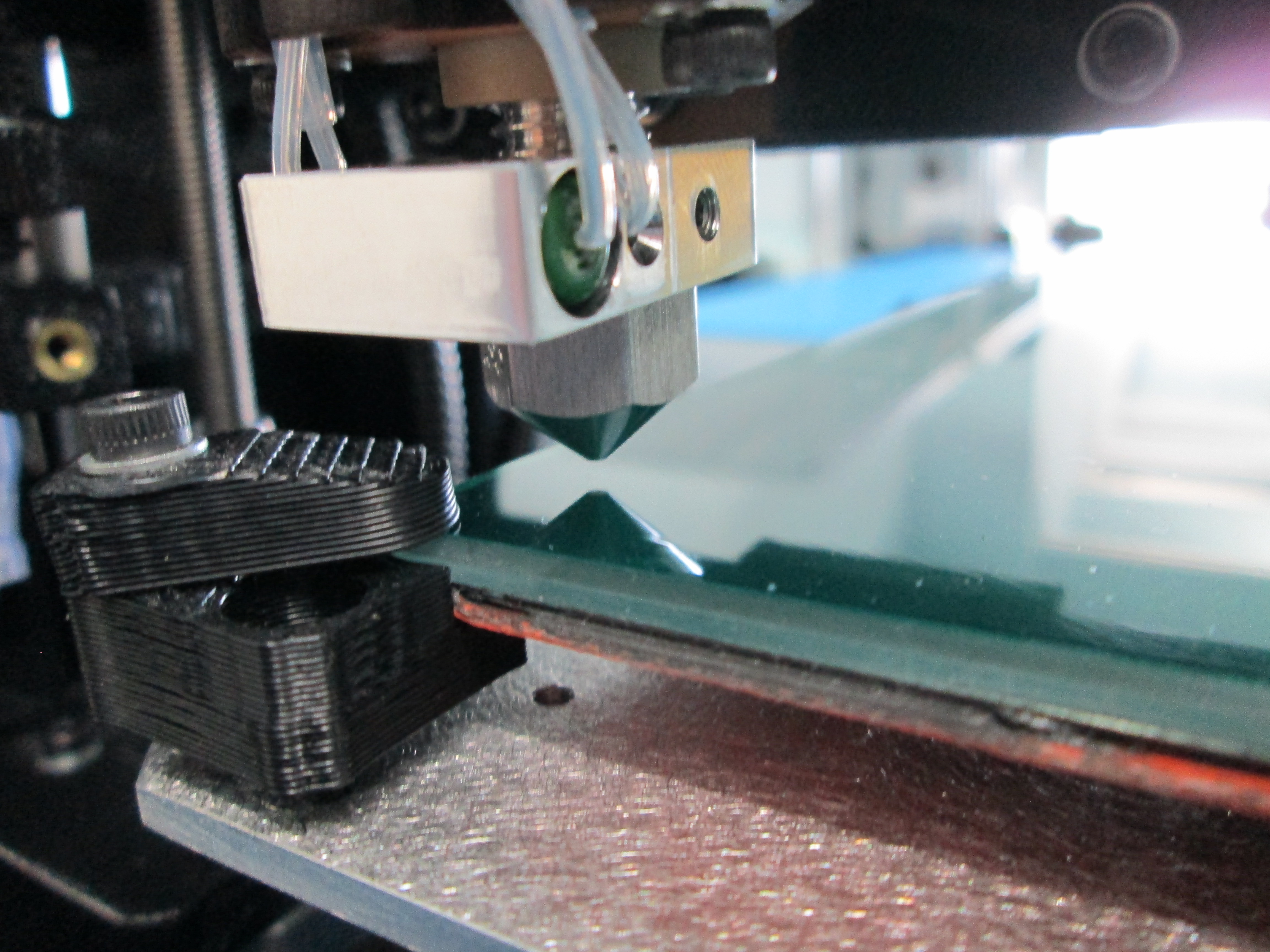
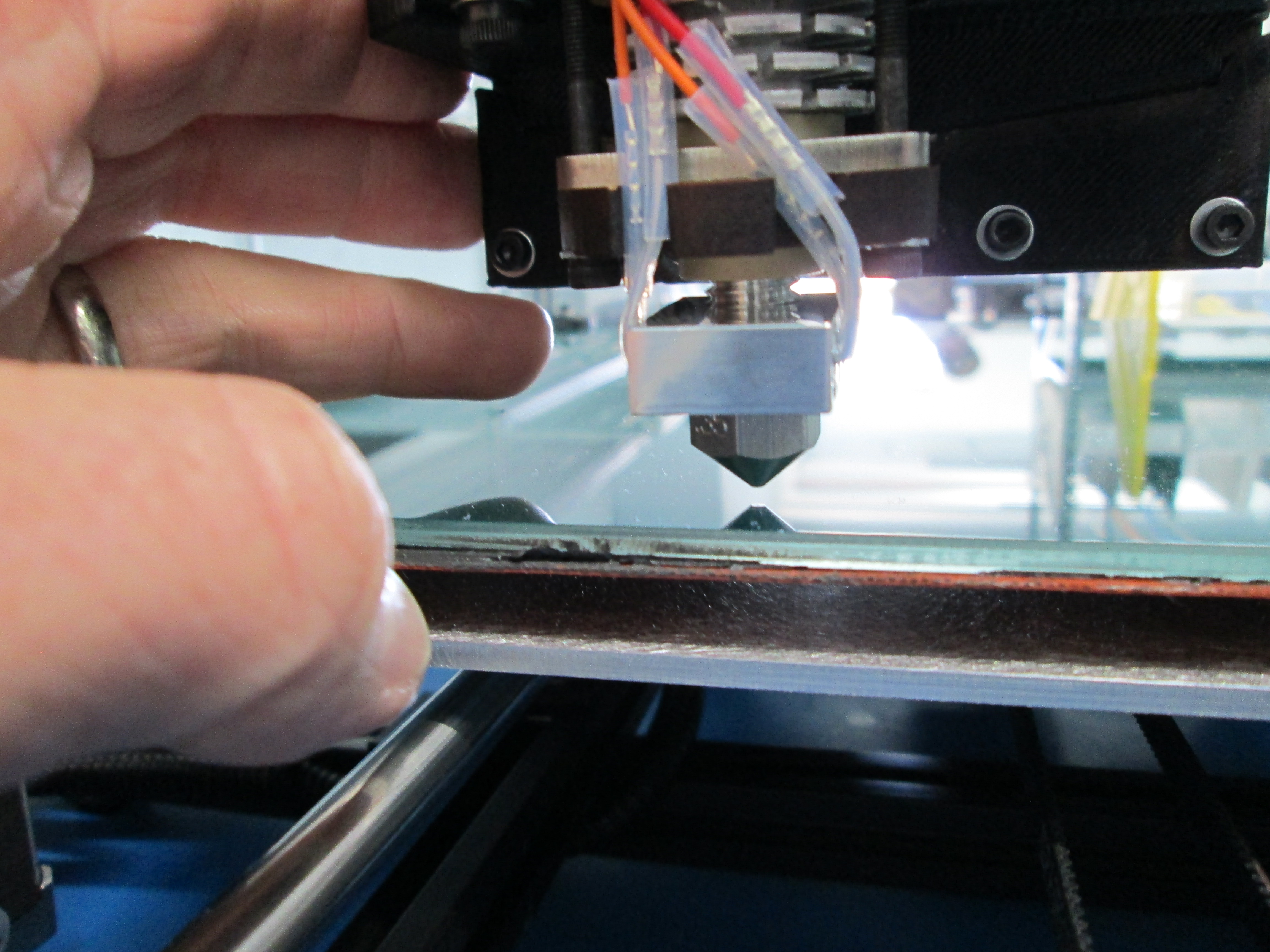
With the nozzle slightly above the heat bed, manually move the print head along the X axis eyeing the distance between the nozzle and the bed as you go.
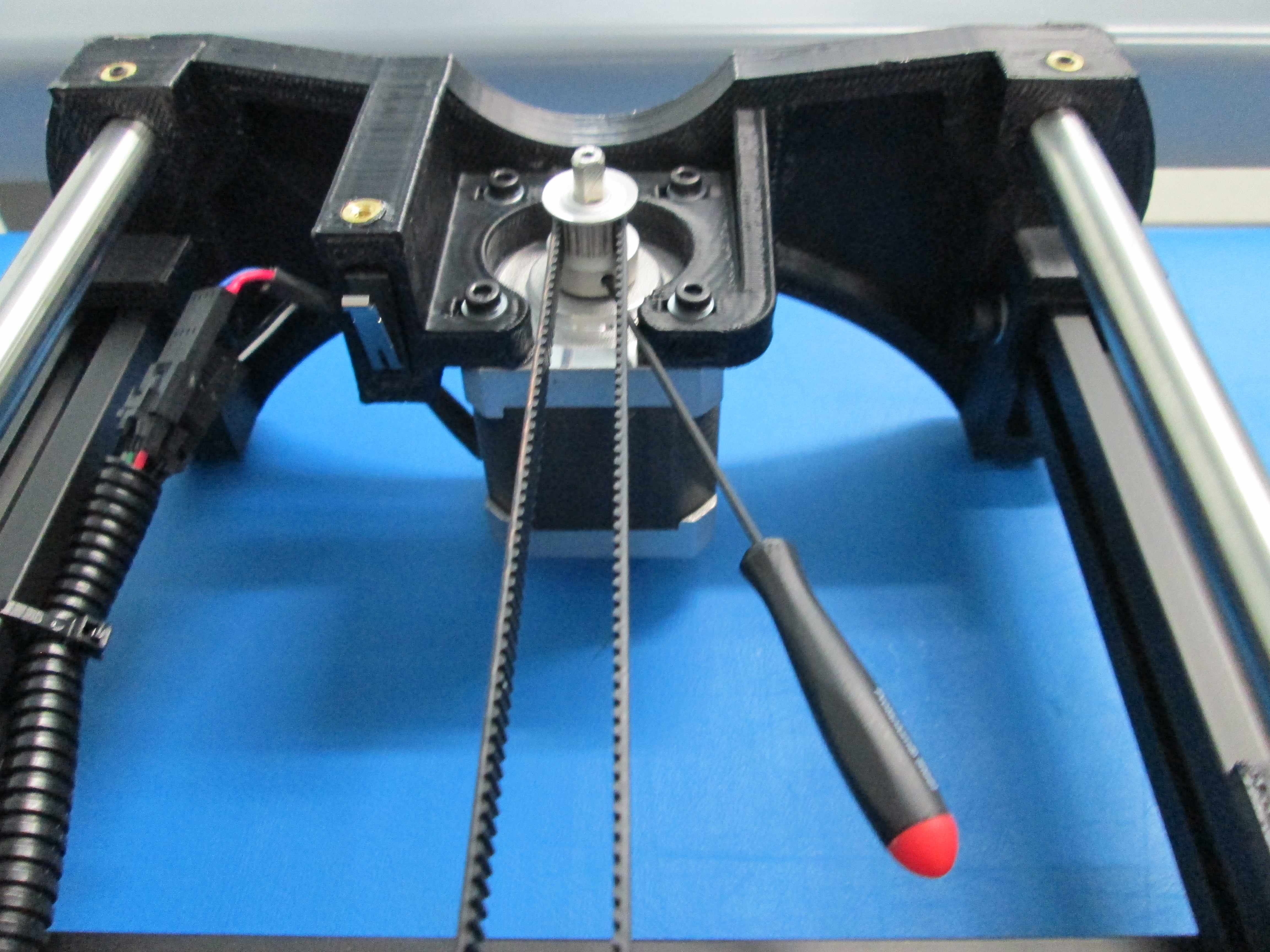
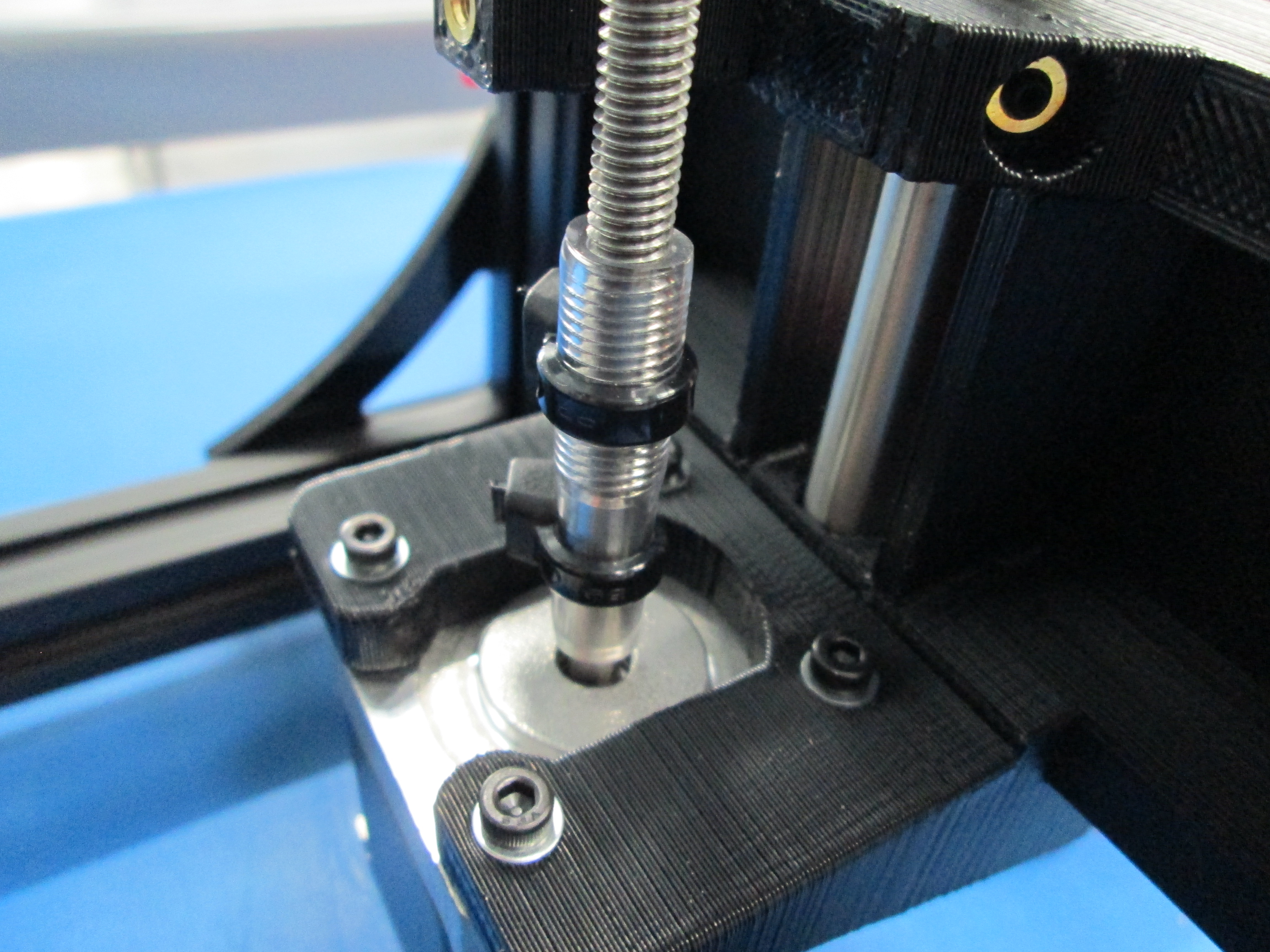
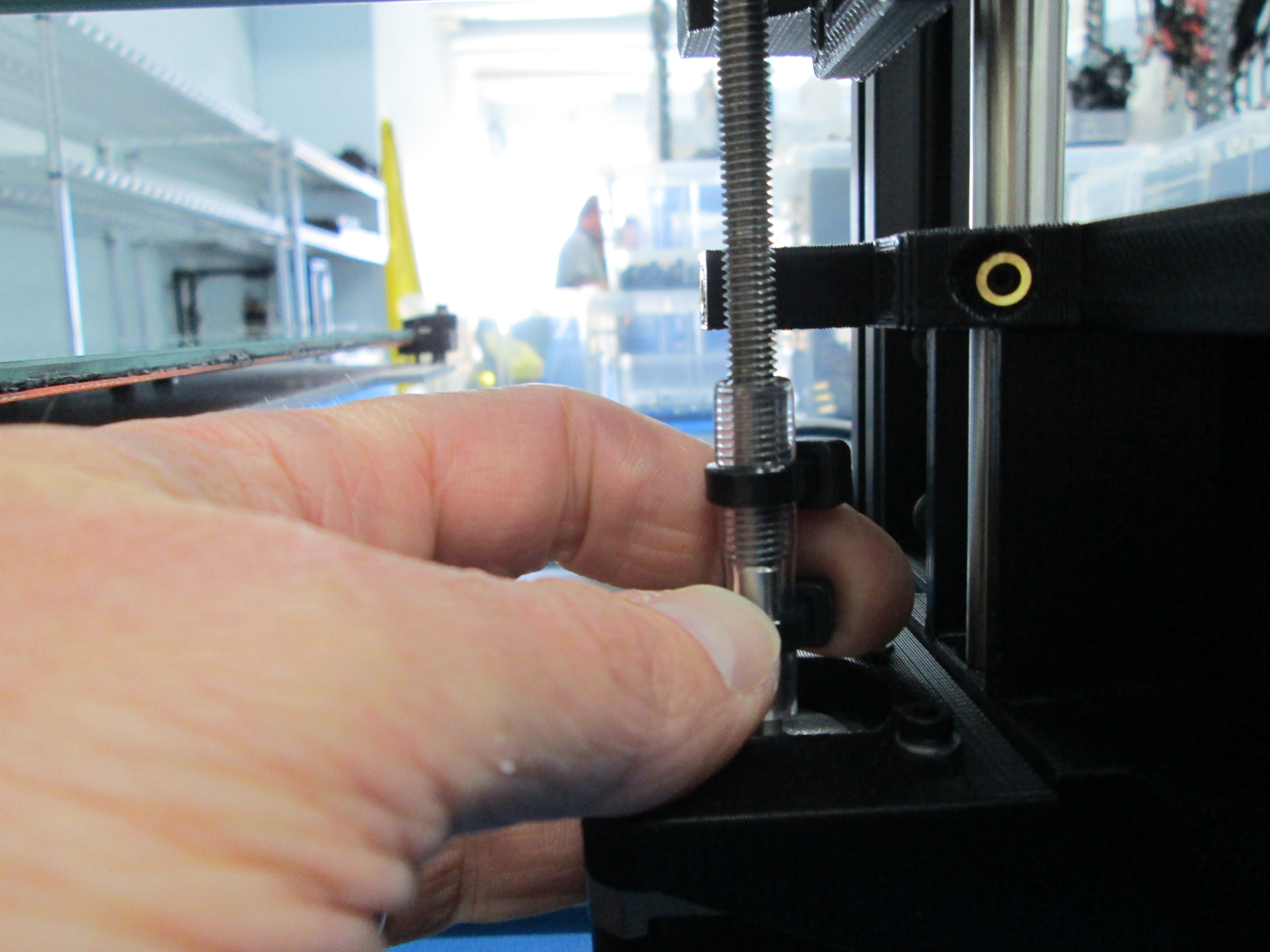
Adjust one drive rod by rotating it while holding the other stationary until the X axis is parallel to the bed.
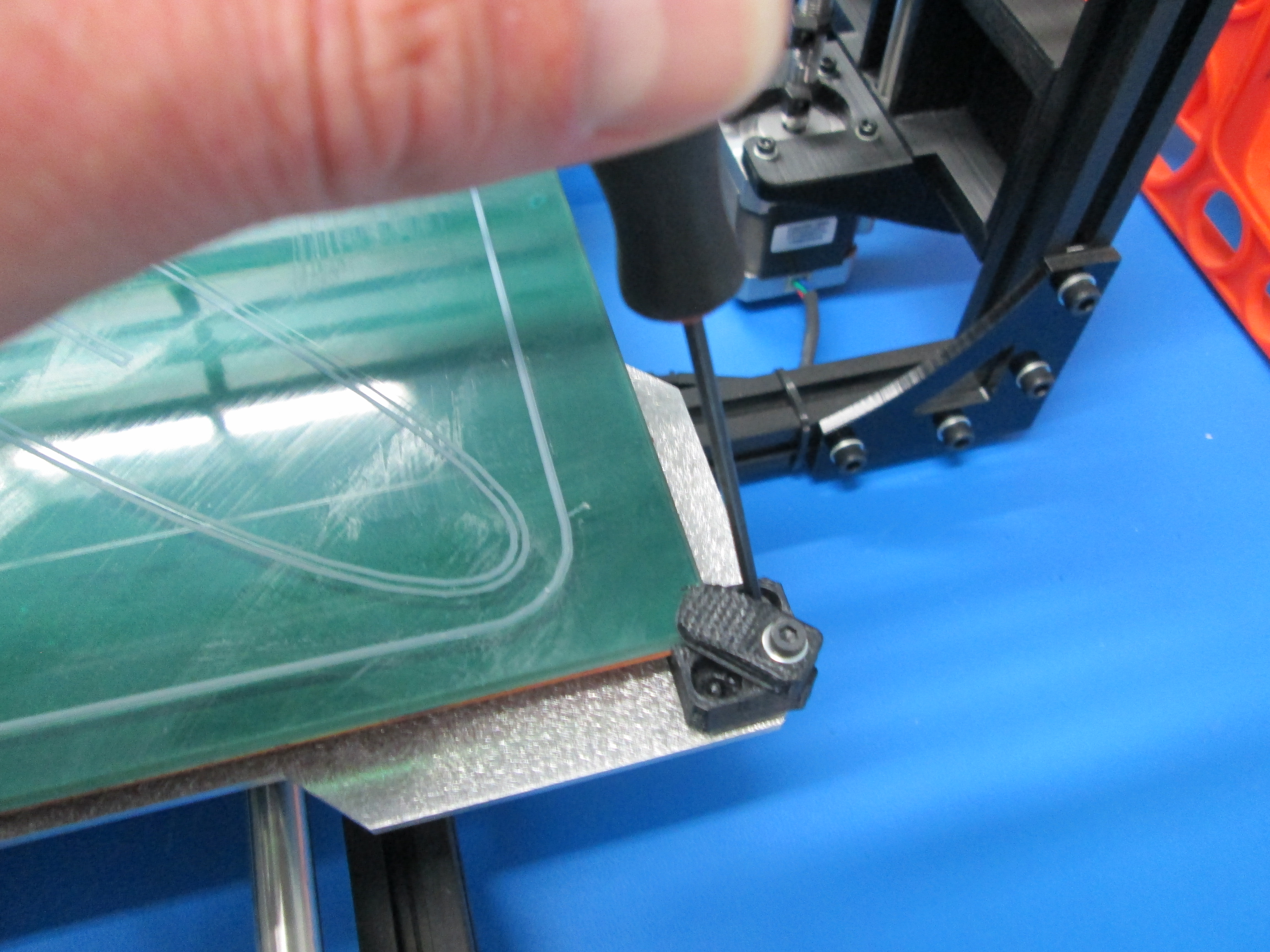
Rough level the bed by checking the distance from front to back as well as side to side. Adjust the bed corner screws accordingly.
Apply LulzJuice to the heat bed prior to heating it up.
Connect Pronterface to the printer. Set the nozzle temperature to 230 degrees Celsius, set the heat bed to 85 degrees.
Raise the Z axis away from the heat bed and install filament in the extruder. Set the thumbscrews using the 10mm TL-FX0013 fixture.
After the nozzle has achieved the set point temperature for a couple of minutes, extrude filament in 20mm increments until the nozzle is primed.
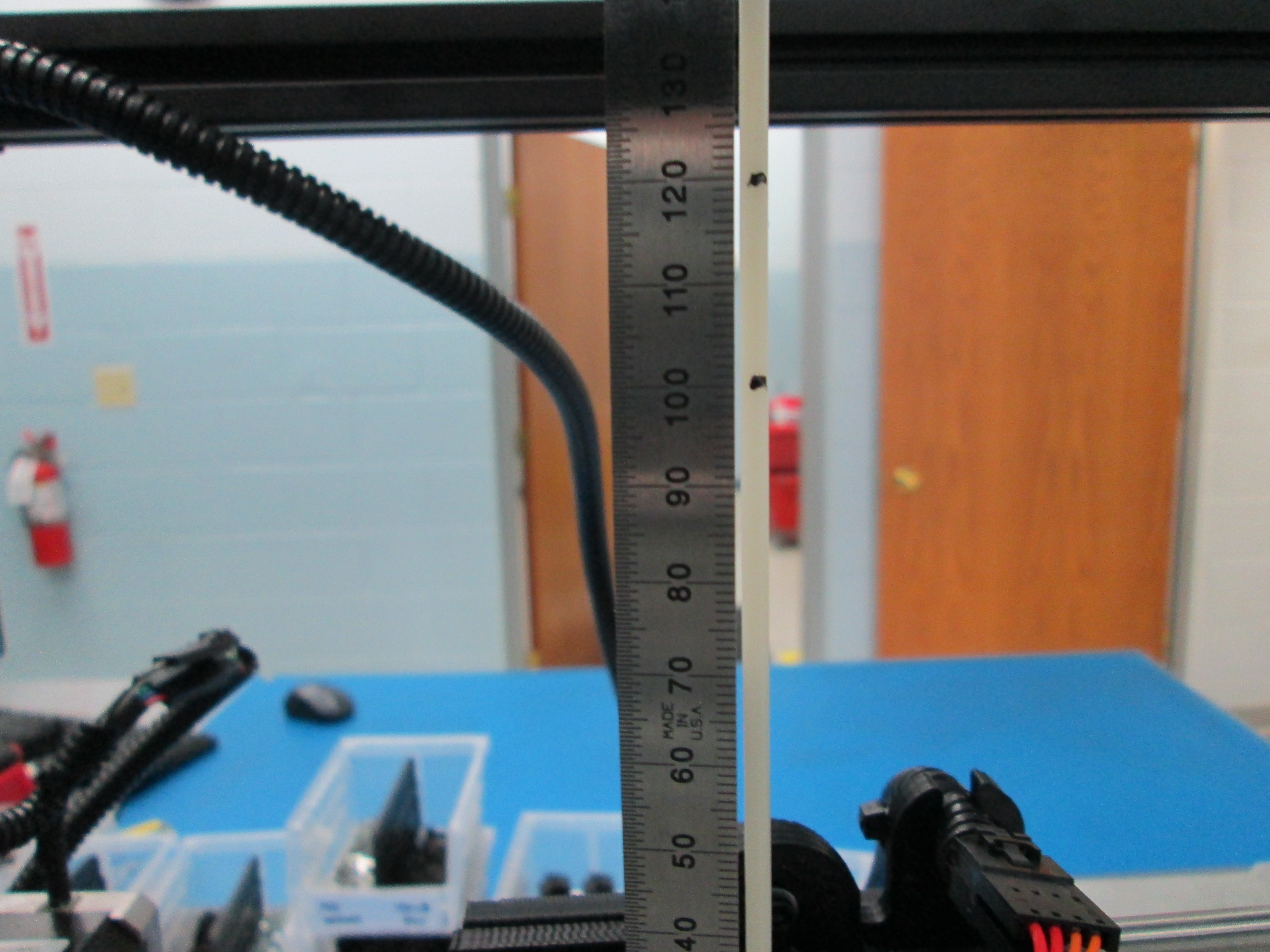
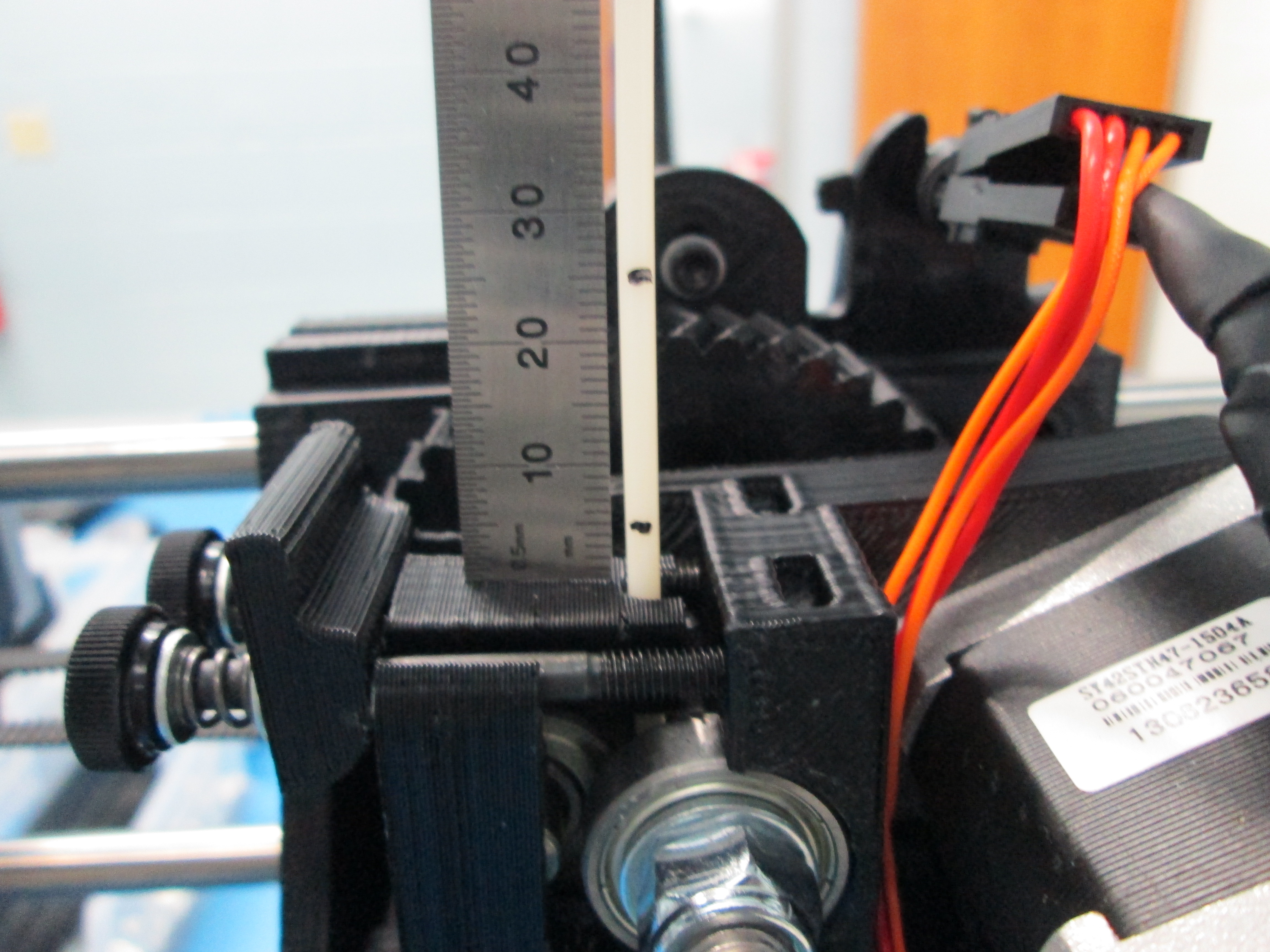
Using the 150mm ruler, mark the filament with the Sharpie at 100mm and 120mm above the extruder.
Ensure that Pronter is set to extrude 100mm of filament at 70mm/min for a .35 nozzle. Set Pronter to extrude 100mm of filament at 90mm/min for a .5 nozzle.
Repeat the procedure until the extruded distance equals 100mm twice.
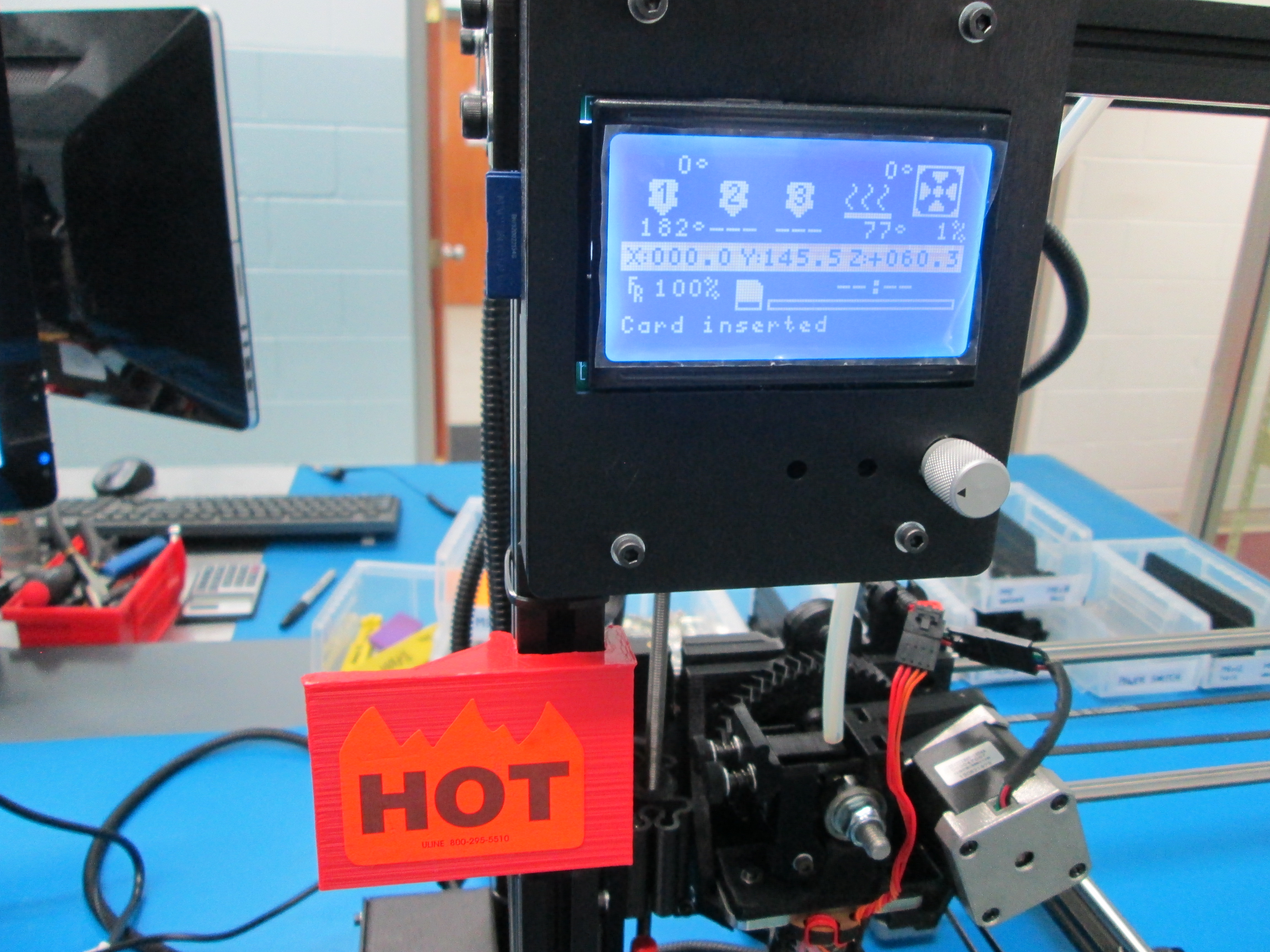
Add a HOT placard to the printer and install the calibration SD card.
Ensure that Pronterface is connected to the printer and the nozzle and bed temperatures are set.
Click 'LOAD FILE' in Pronter and navigate to 'bed_calibration.gcode'
Click the home button on the bottom left of the axis controller. Check the distance between the nozzle and the heat bed when the Z axis is in the home position. Adjust the Z limit screw until the nozzle is just slightly (approximately .5mm) above the heat bed.
Click 'PRINT' in Pronterface.
Examine the resulting print. The extrusion should be uniform from side to side and front to back and approximately 1mm wide.
Adjust the heat bed screws in small increments to achieve the desired result. Back the bed corner screws out to raise a corner of the bed, turn them in to lower a corner.
If the print is uniform across the bed, the bed is leveled. Otherwise, gently remove the print with a clam knife, adjust the bed corners and repeat the process until the print is uniform.



Disconnect printer from Pronterface.
Switch off power and remove power and USB cords.
Move the printer, power supply and cords to the staging area. Keep the paperwork with the printer.
Reconnect the power and turn the printer on. Select 'Print From SD'' from the menu, then select 'burnin.gcode'.
Once bearing burn in is complete, reapply LulzJuice to the heat bed.
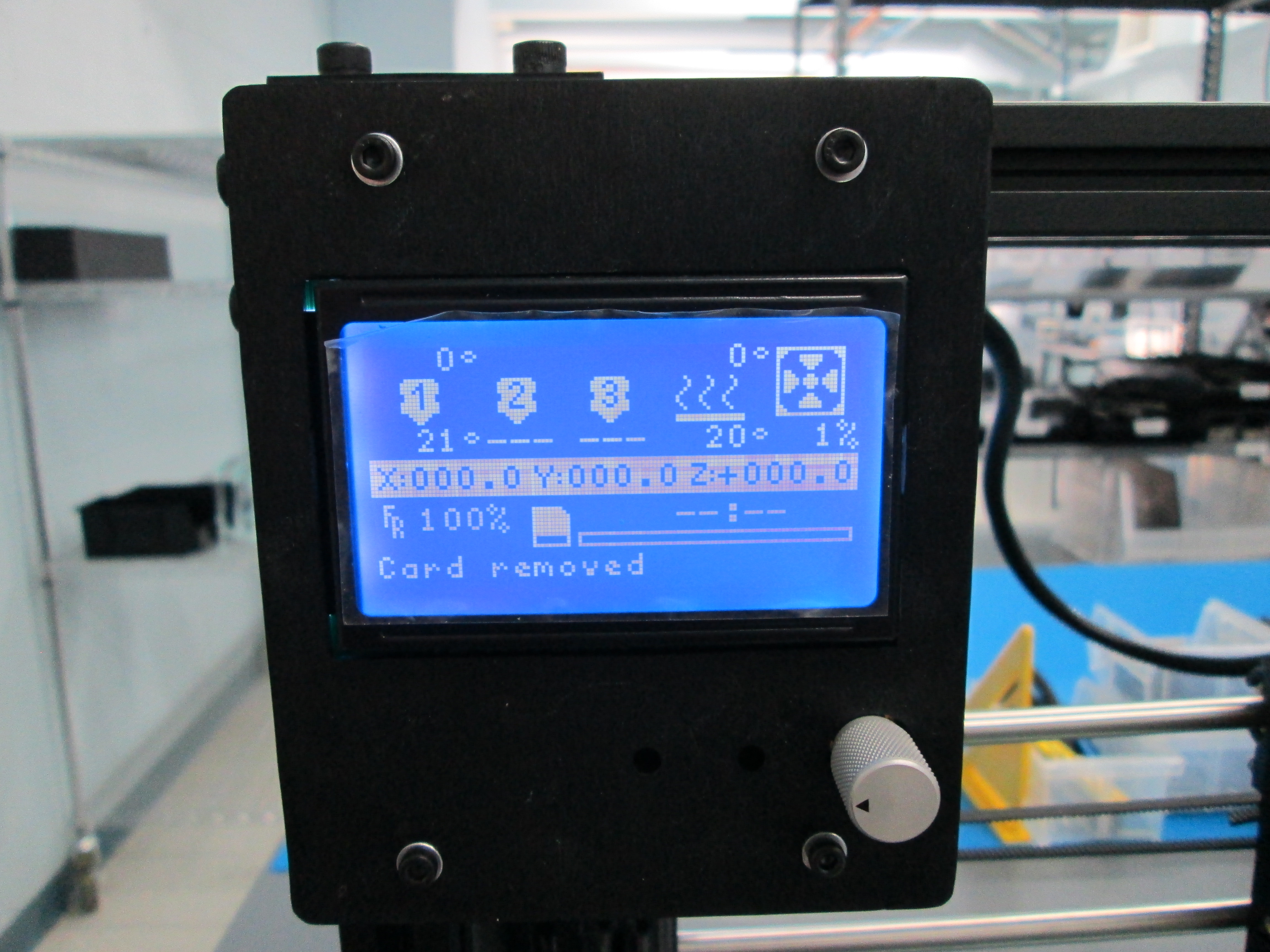
From the LCD menu, select 'Preheat ABS' to set the temperatures.
Once the temperatures on the nozzle and be are achieved, select 'PRINT FROM SD' on the LCD menu.
Select 'OCTO18-0.9.9.gcode' from the menu to print the calibration octopus. Note: the printer may have settled during bearing break-in and the Z limit switch may need adjusted to print a good octopus.
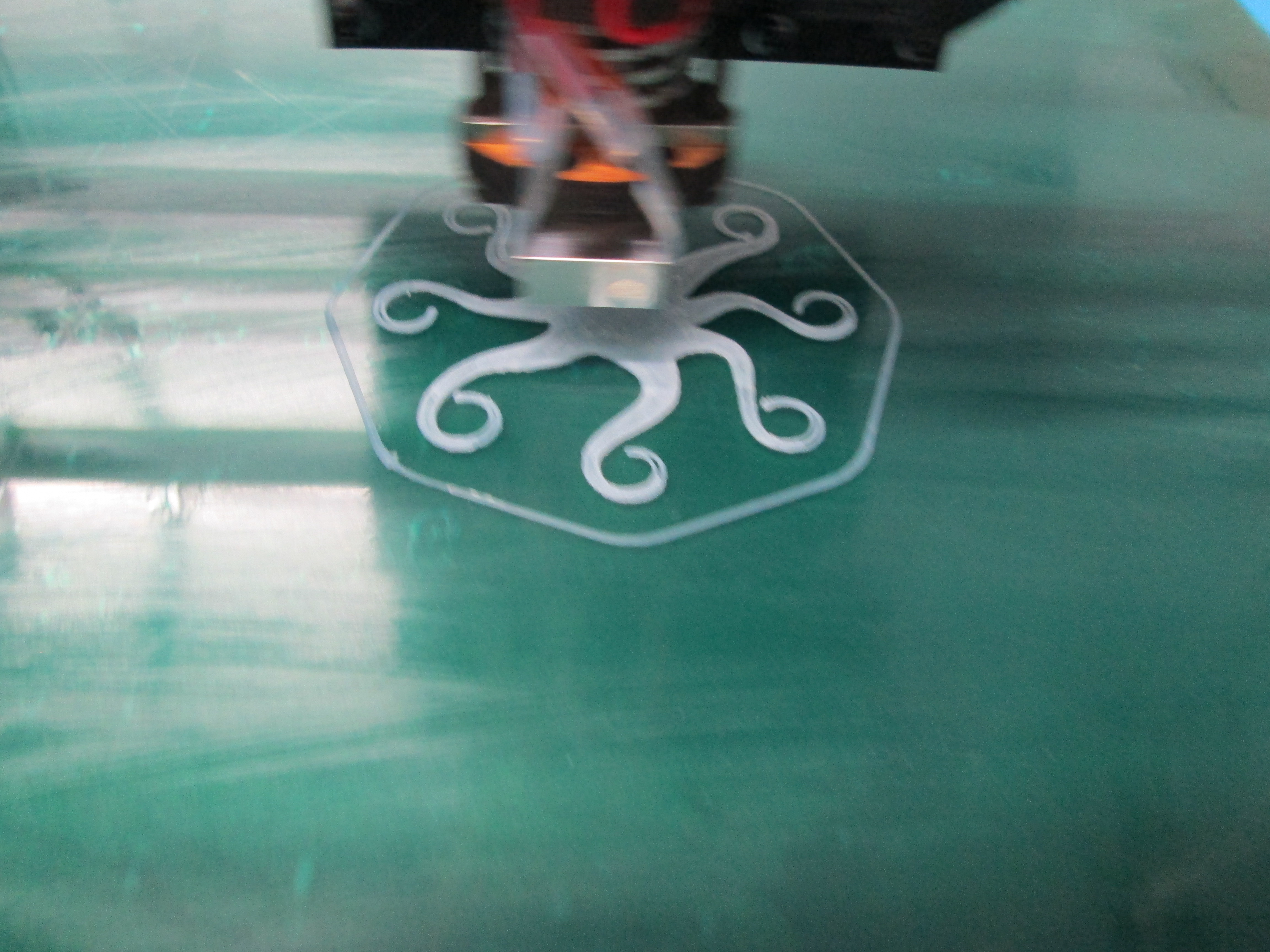

After successfully completing the bearing burn-in and printing a quality octopus, the printer is ready to ship.