Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Gather the required materials:
1x- [AS-HE0032] v2 Aero Micro Hotend Assembly
1x- [AS-CB0063] 220mm HotEnd Ground Wire
1x- [AS-CB0062] Blower fan Harness, 250mm
1x- [AS-CB0061] Extruder Motor Harness, Mini2
1x- [AS-CB0064] Heatsink fan Harness, 220mm
1x- [AS-CB0066] Thermistor Harness, 120mm
1x- [DC-LB0161] Caution Hot Symbol Size, 0.25mm
1x- [PP-IS0057] Mini2 Aero Blower Shroud w/ Inserts
1x- [PP-IS0072] Extruder Mount with Inserts, v2 Aero Micro
1x- [EL-MT0069] NEMA 17 Half Height Stepper Motor, LDO
1x- [EL-WR0158] Self-Wrapping Braided Sleeving- 3/8 100mm
4x- [HD-BT0039] Socket Head Cap Screw, Alloy Steel, M3 Thread, 12MM Length, 0.50MM Pitch
1x- [HD-BT0042] Socket Head Cap Screw, Alloy Steel, M3 Thread, 30MM Length, 0.50MM Pitch
3x- [HD-BT0043] Socket Head Cap Screw, Alloy Steel, M3 Thread, 35MM Length, 0.50MM Pitch
1x- [HD-BT0146] M3 x 12 BHCS, Black Oxide, Class 10.9 Steel
1x- [HD-BT0171] Black Oxide Steel Button-Head Screw M3 Size, 20 mm Length, .5 mm Pitch
1x- [HD-BT0197] M4 Thumb Screw for Aero
2x- [HD-MS0058] 8" Wire Tie
1x- [HD-MS0430] Idler Spring for Aero
2x- [HD-MS0446] MR95-2RS Radial Ball Bearing Double Sealed Bore Dia. 5mm OD 9mm Width 3mm
1x- [HD-NT0011] M4 Nut, Steel, Zinc Plated
1x- [HD-WA0027] Stainless Steel Internal-Tooth Lock Washer, M3 Screw Size, 6MM OD, .4MM Min Thick
1x- [HD-WA0038] Black-Oxide 18-8 Steel Flat Washer, M3 Screw Size, 3.2mm ID, 7.0mm OD
1x- [PP-FP0135] E3D Aero Idler Lever
1x- [PP-FP0136] E3D Mirrored Aero 2.85mm Filament Guide
1x- [PP-FP0137] E3D Aero Acetal Gear w/ Filament Drive Shaft
1x- [PP-MP0204] Aero Mirrored Body w/ Threaded Insert
1x- [PP-MP0282] E3D Aero Steel Pinion Gear w/ set screw


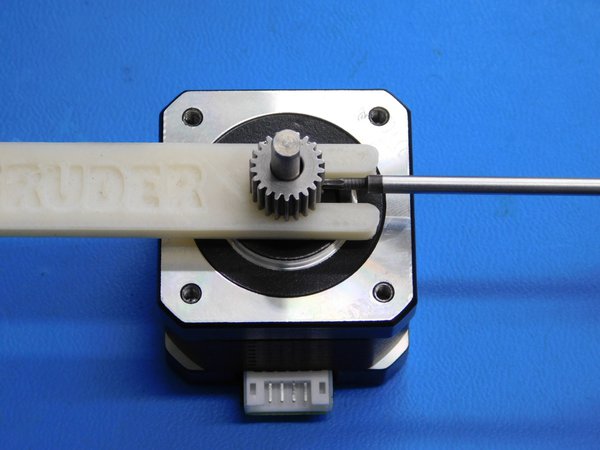
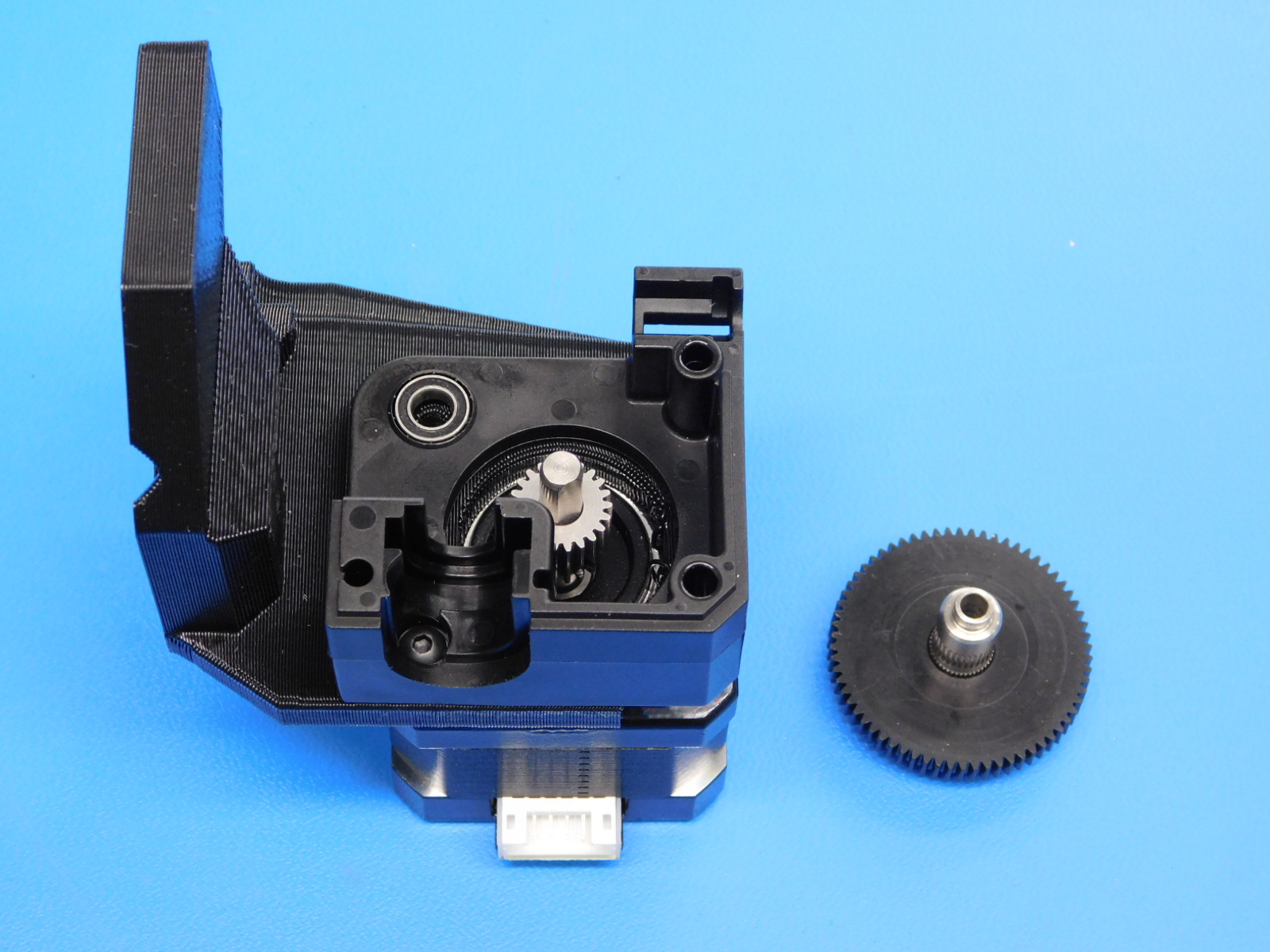
Install the drive gear [PP-MP0282] onto the motor [EL-MT0069] using the printed drive gear spacer jig as shown. Apply Blue Loctite and torque the set screw to 3 in*lbs.
A set screw should come pre-installed in the gear, if not, ensure an M3x3 set screw is used. Set screws of any greater length will interfere with the larger gear during operation.
Thickness of the printed spacer is 5mm


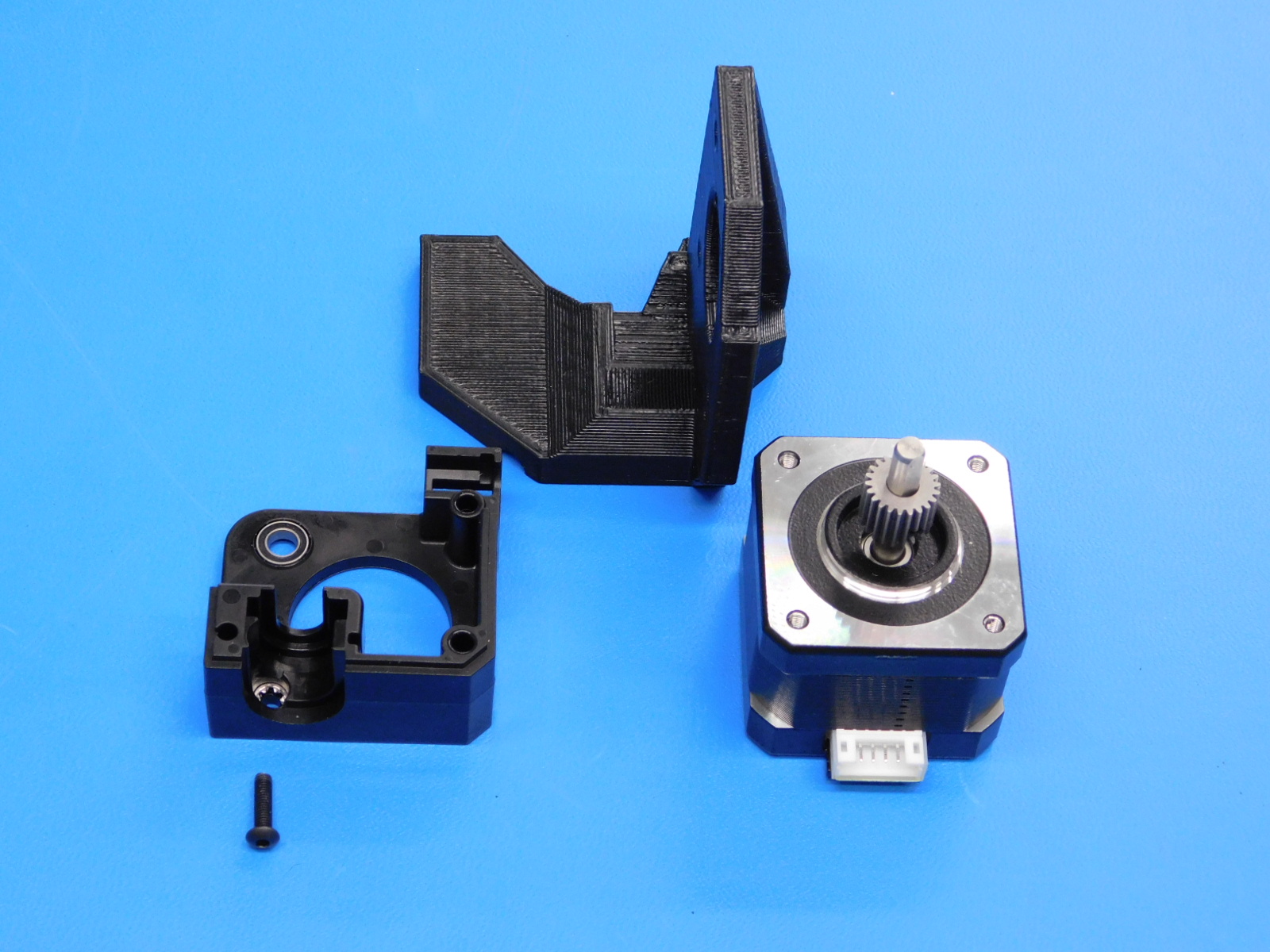
Install one sealed MR95ZZ bearing [HD-MS0446] into the extruder body [PP-MP0204] as shown.
Install the internal lock washer [HD-WA0027] as shown.




Using one M3 x 12 BHCS [HD-BT0146], fasten the extruder body [PP-MP0204] to the motor through the printed mount [PP-IS0072].


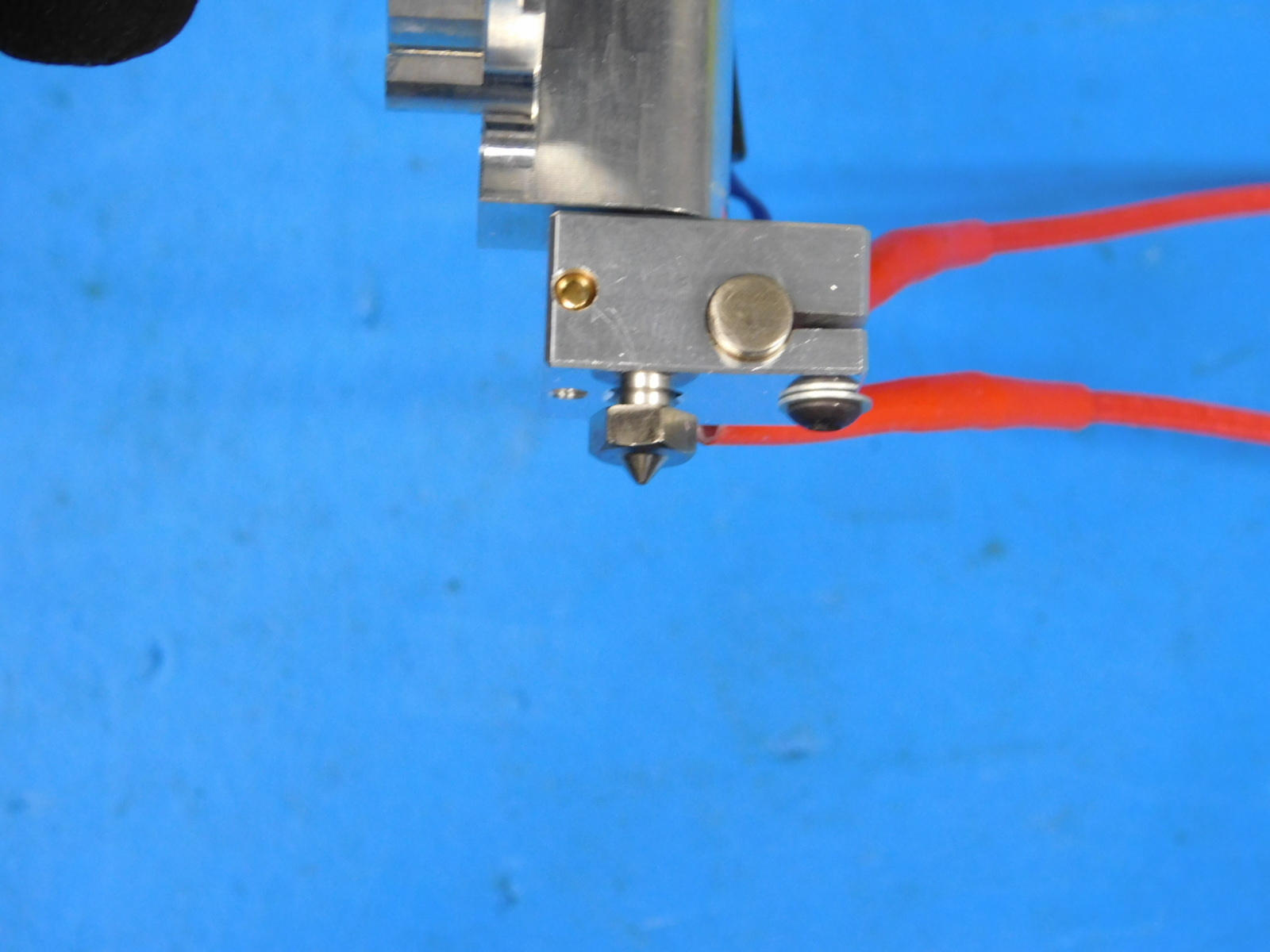
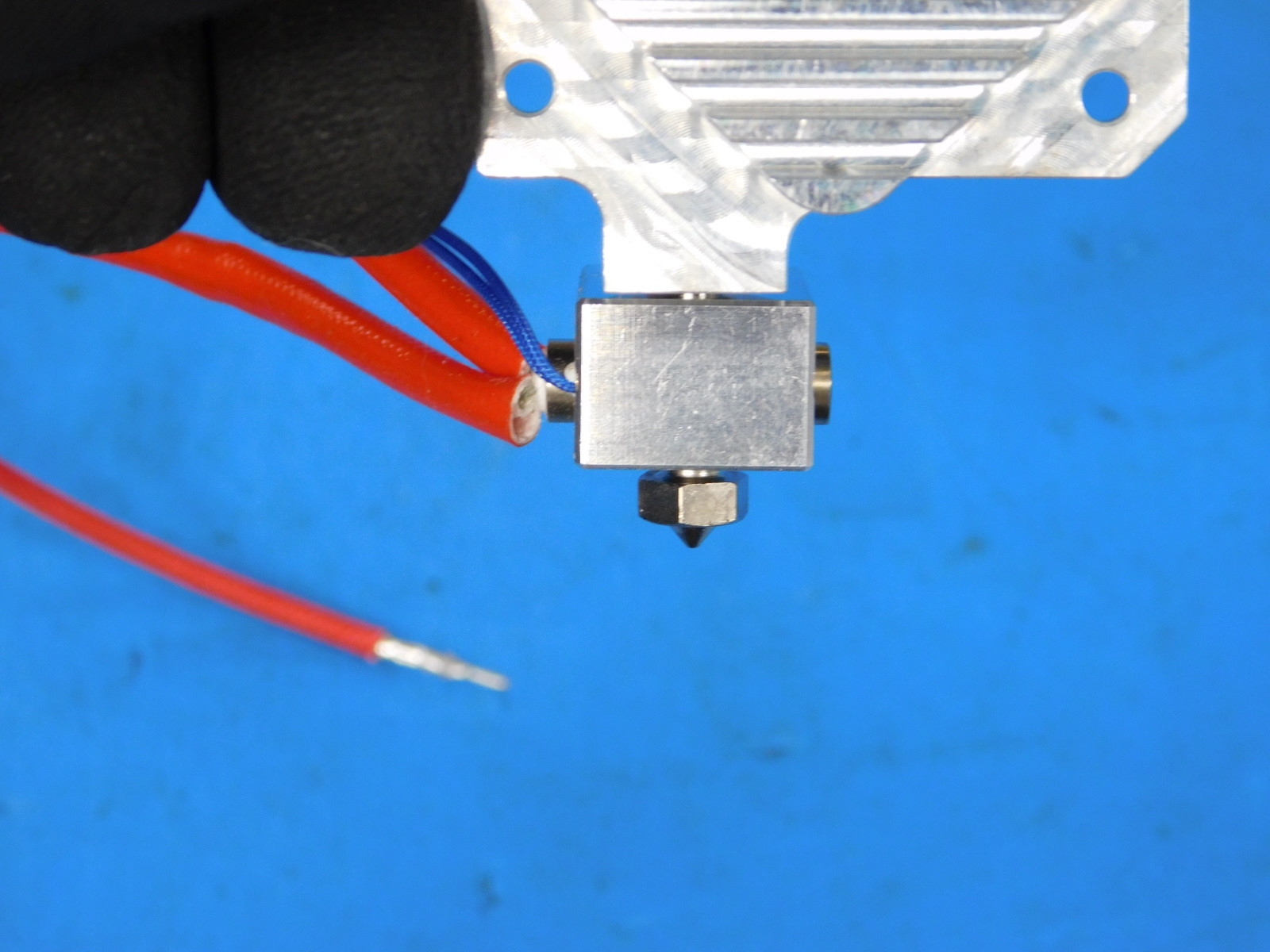
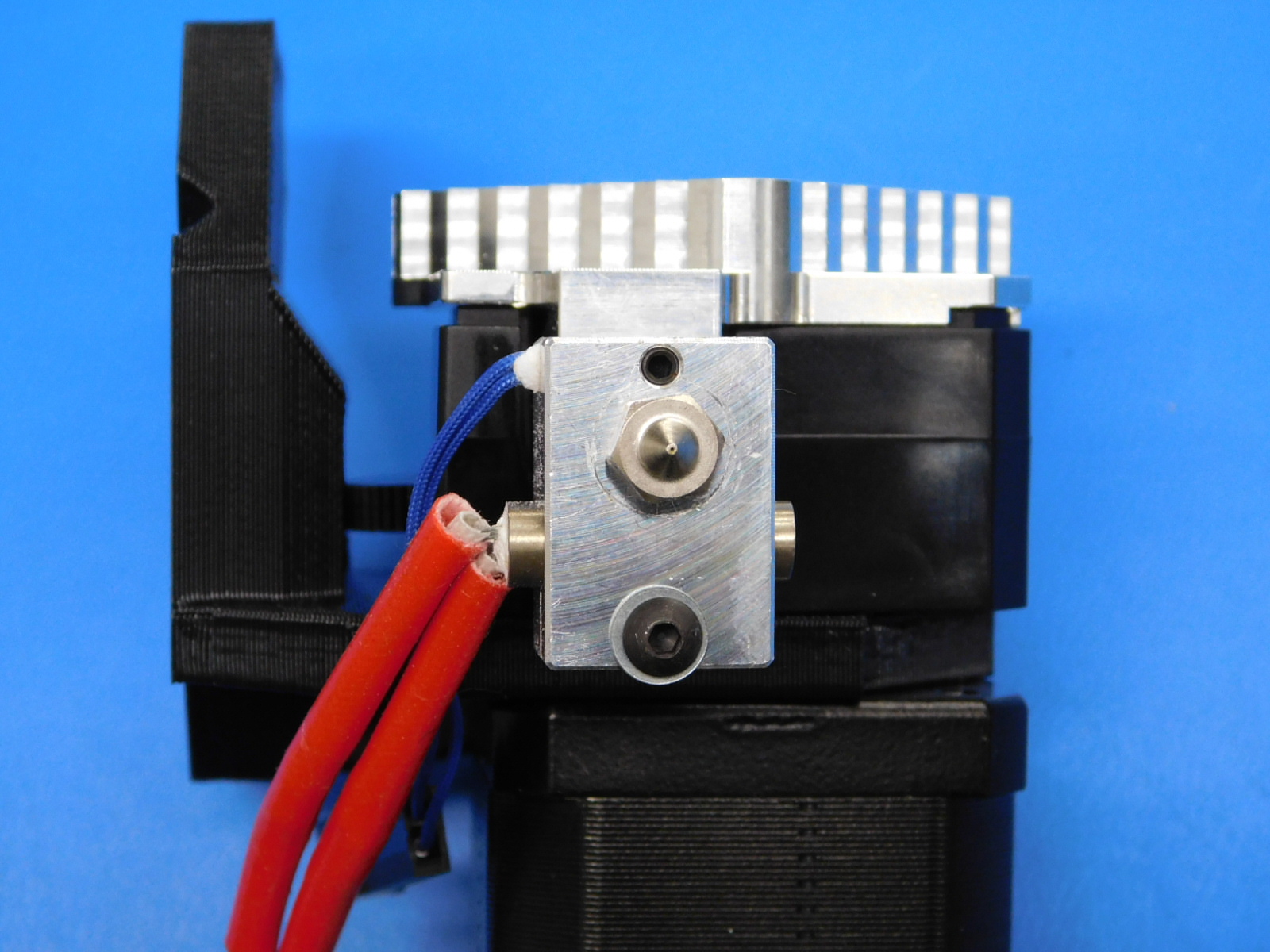
To verify the correct nozzle size is being used check to make sure there are no dot marking around the nozzle.
0 markings = 0.25mm
1 marking = 0.30mm
2 markings = 0.35mm
3 markings = 0.40mm
6 markings = 0.50mm
4 markings = 0.60mm
5 markings = 0.80mm
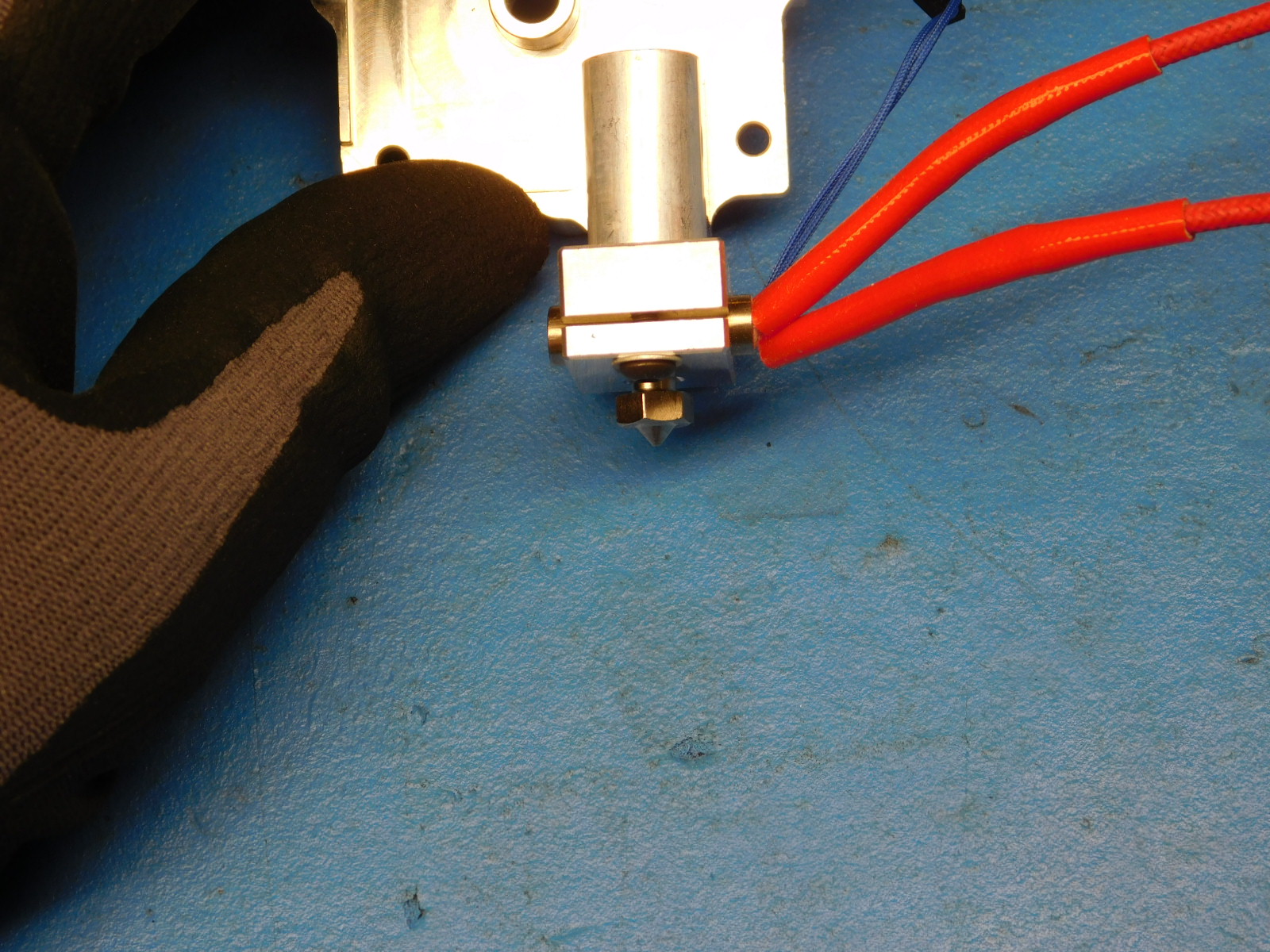
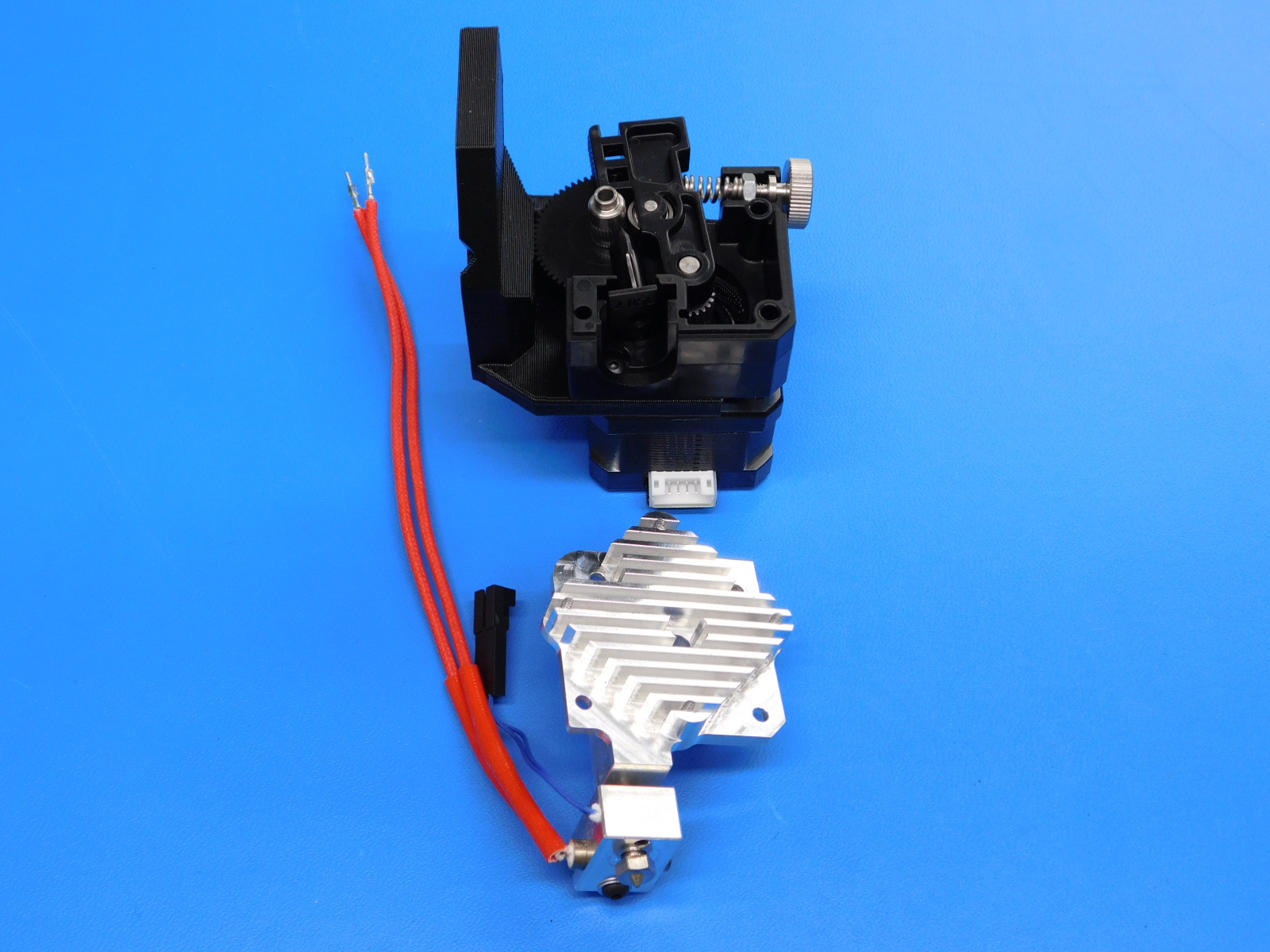
Install the bearing [HD-MS0446] into the heatsink [AS-HE0032] as shown.

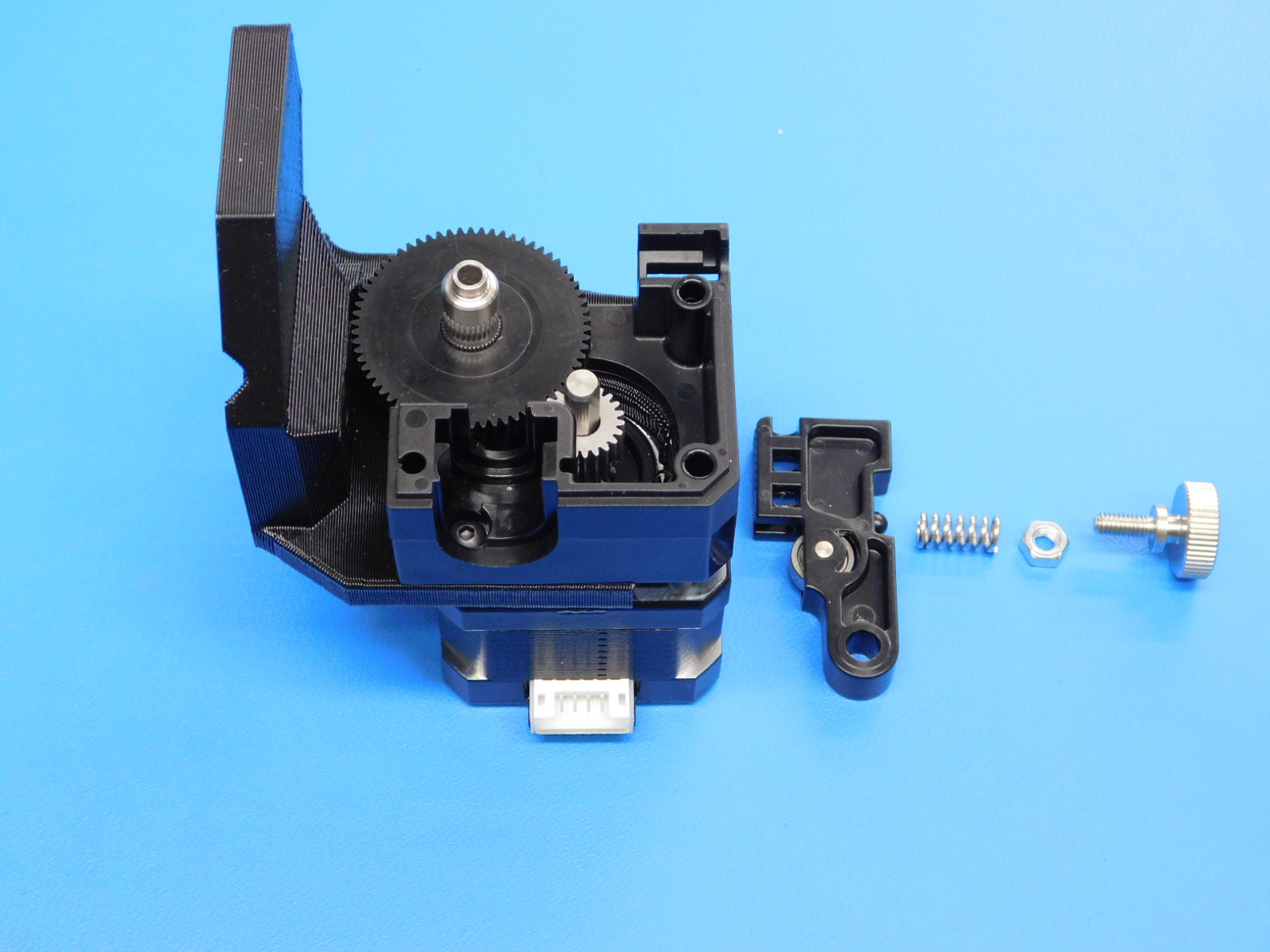
Install the large drive gear [PP-FP0137]. Make sure the faces of the two gears are flush with each other. Adjust the pinion gear as necessary. If adjustments are required, make sure to re-torque the pinon gear set screw.


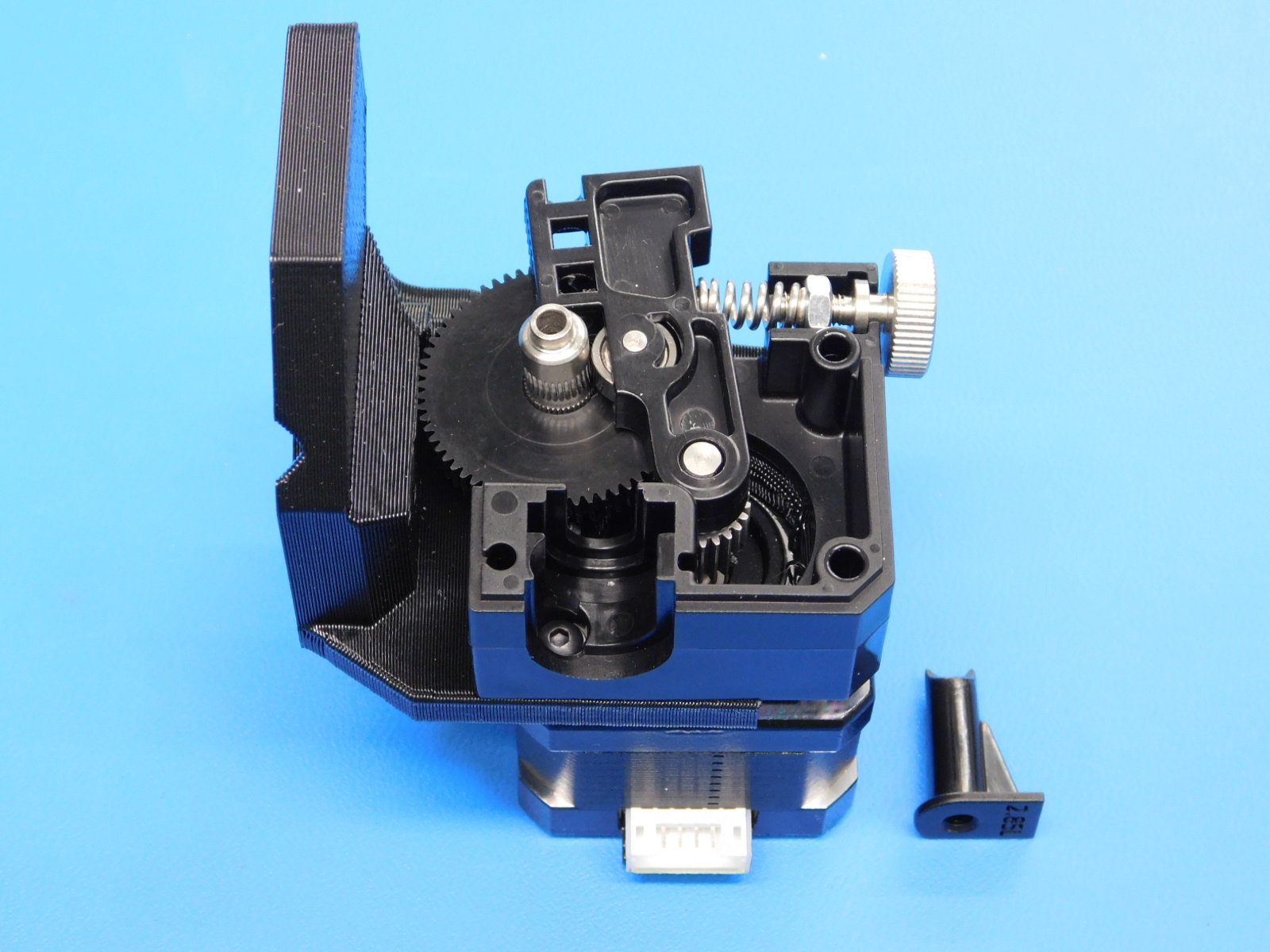
Install the idler [PP-FP0135] and the idler spring assembly [HD-NT0011], [HD-MS0430], and [HD-BT0197].

Install the filament guide path [PP-FP0136] as shown.
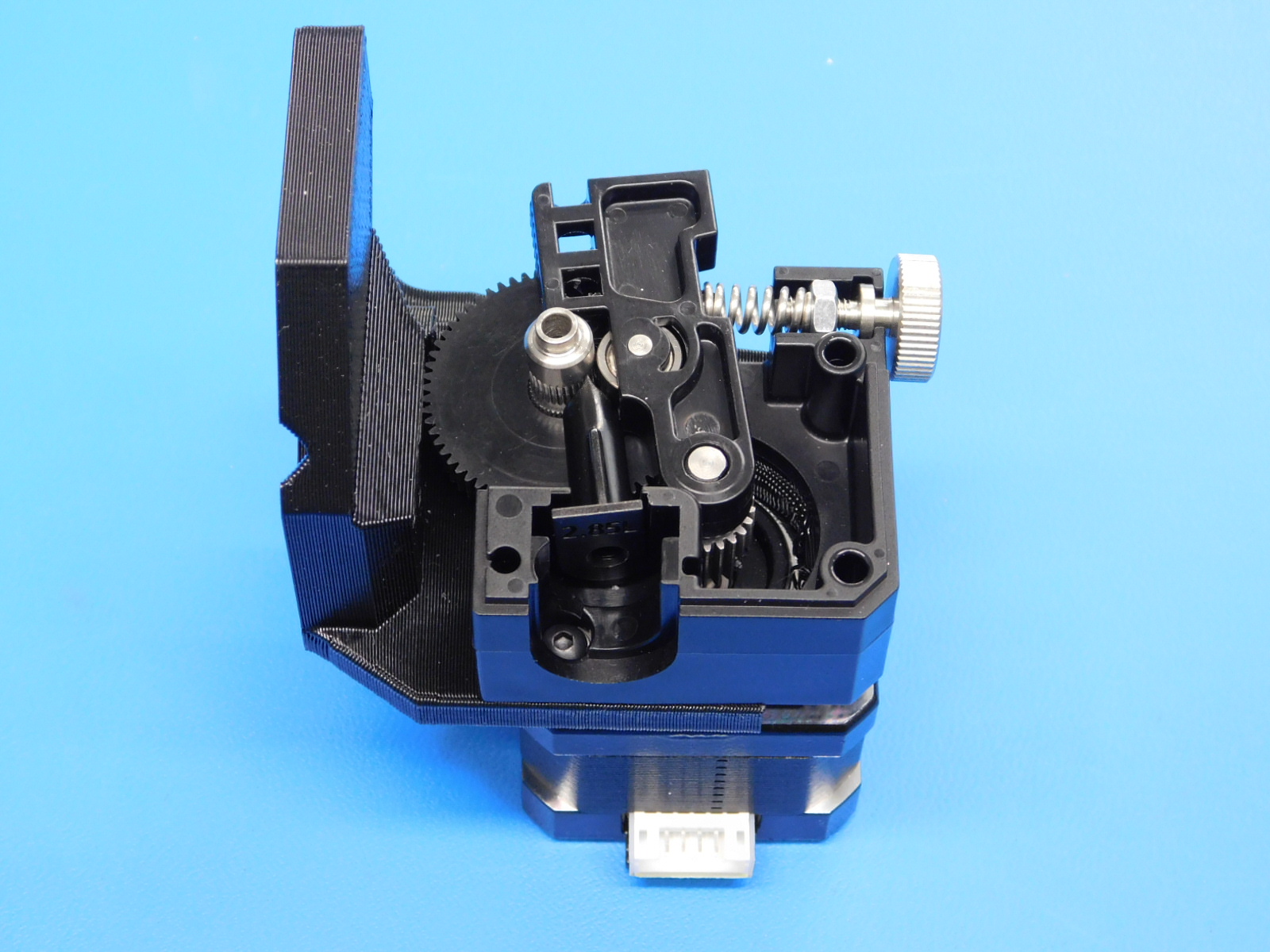
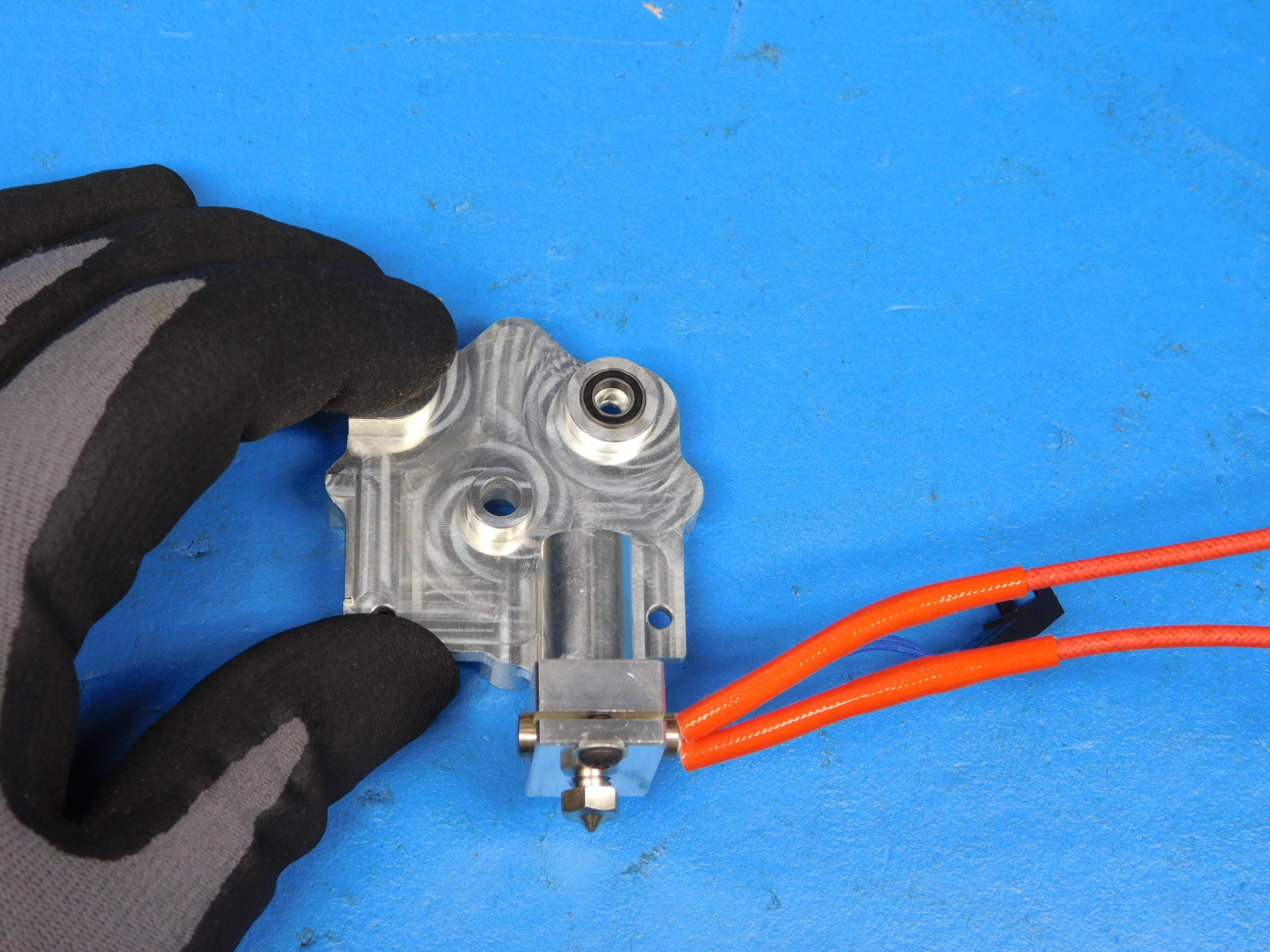
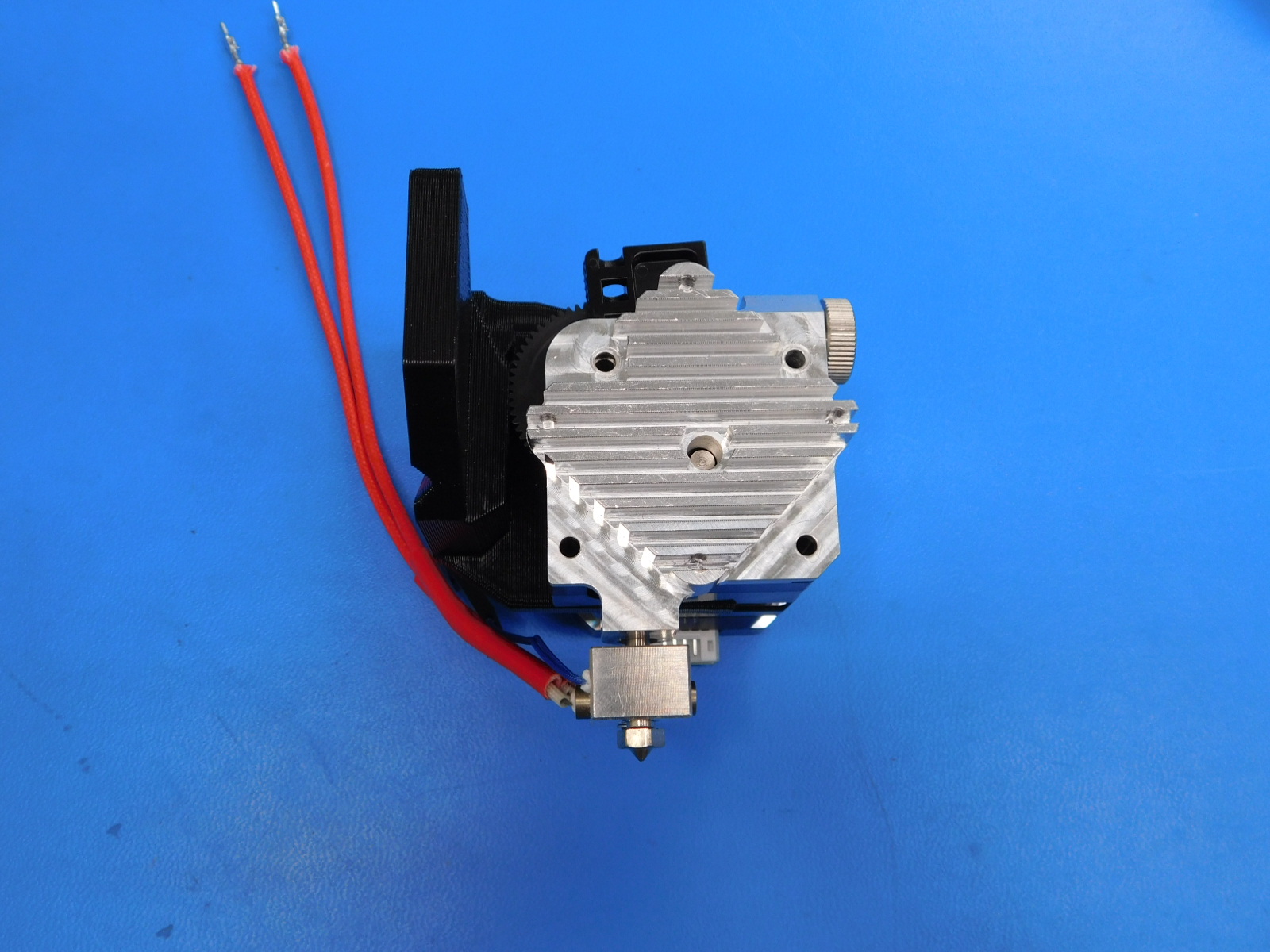
Install the heatsink assembly [AS-HE0032] onto the Extruder Body as shown.
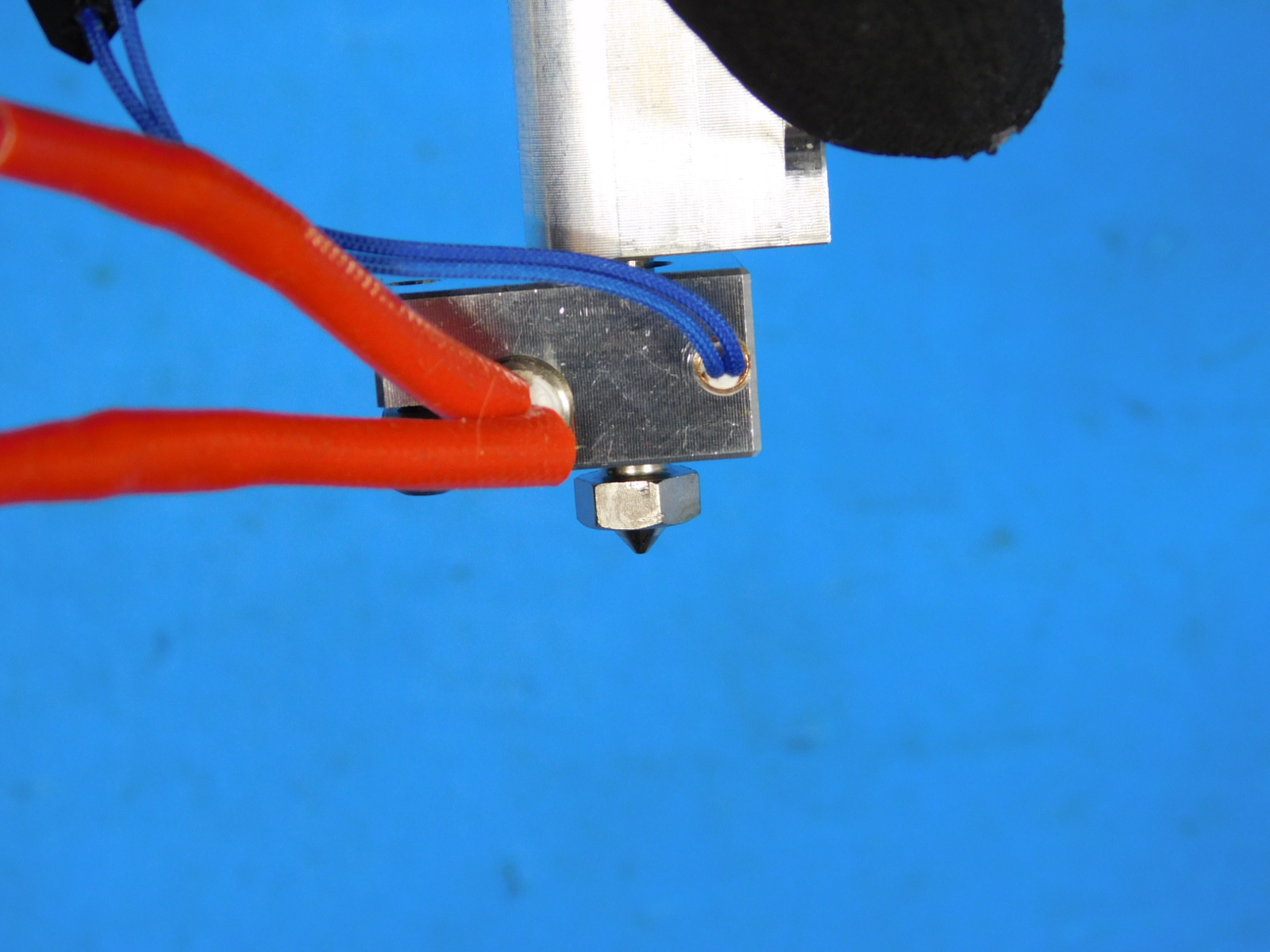
Route the heater cartridge wires and the thermistor wires as shown.
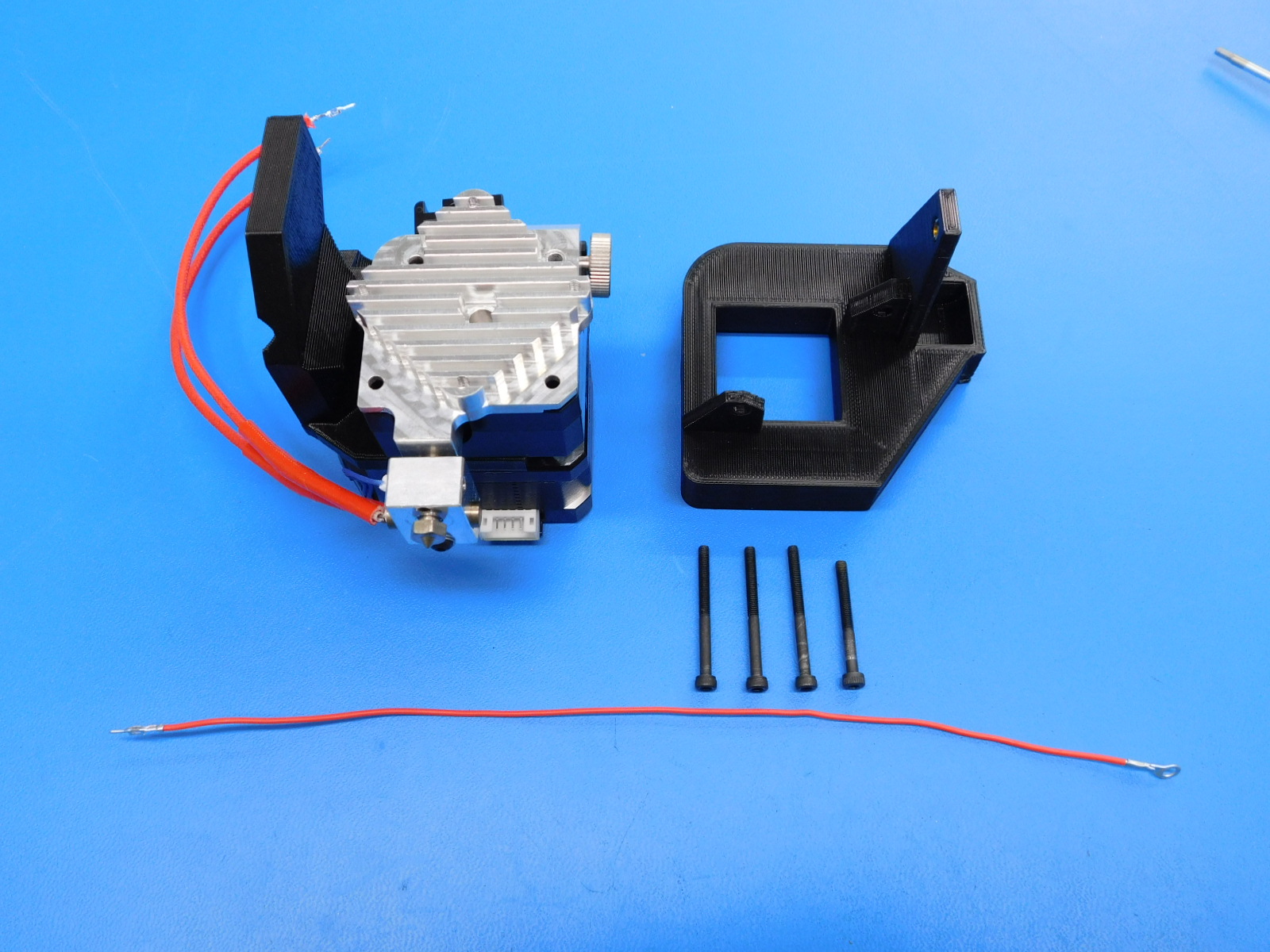
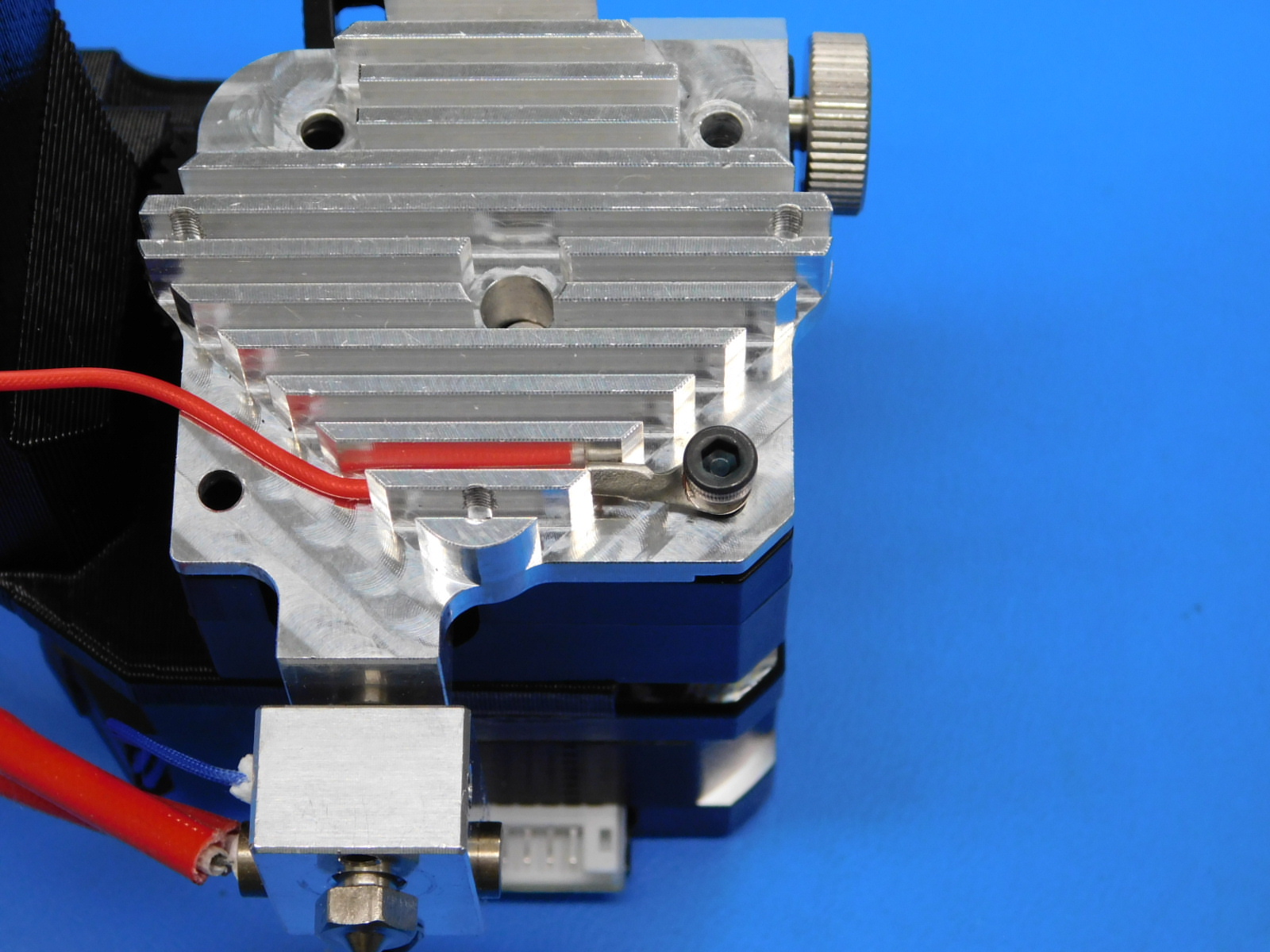
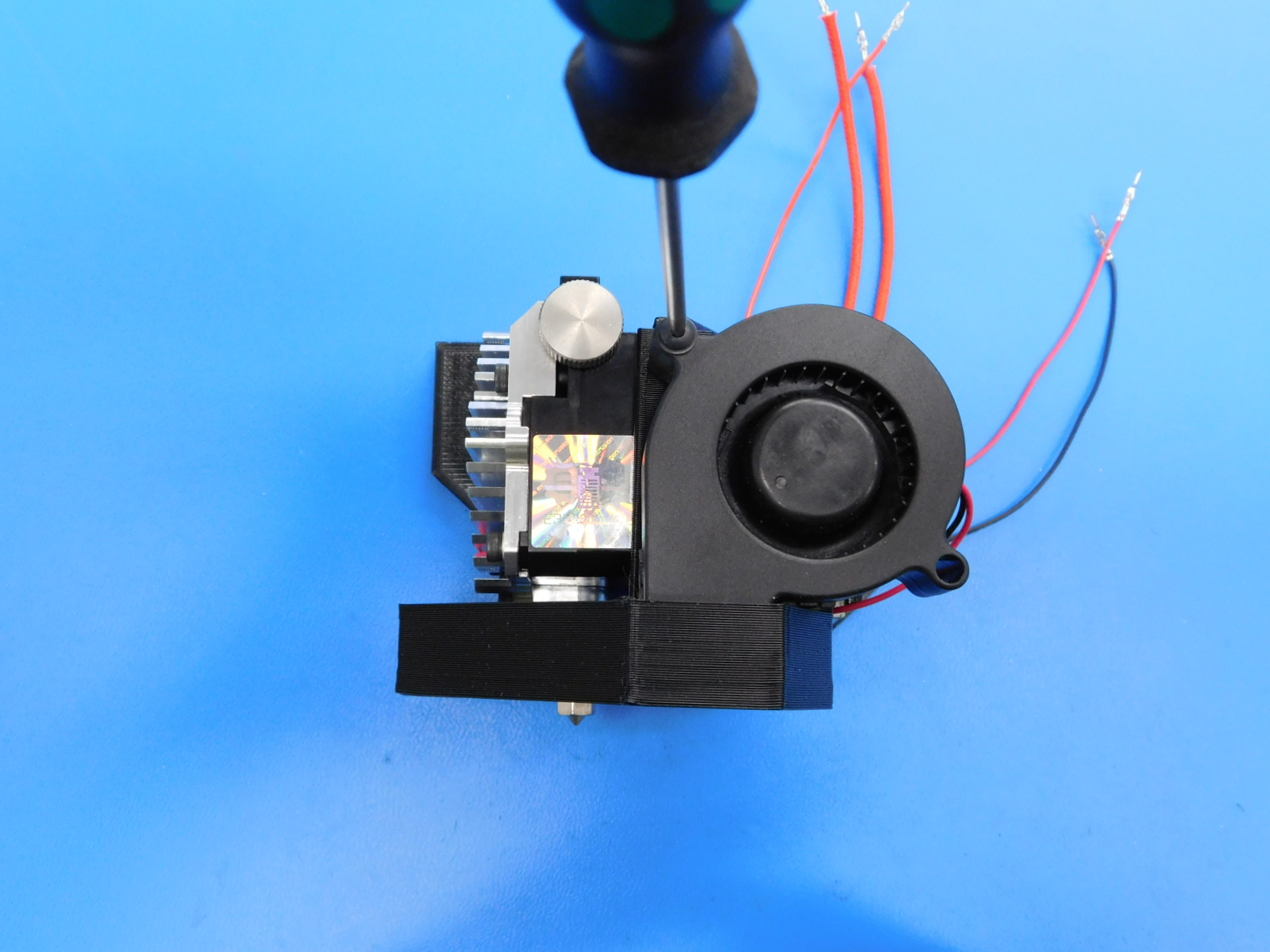
Put the zero sense line [AS-CB0063] onto one of the M3x35 SHCS [HD-BT0043], then put it into the lower right mounting hole as shown.
Lift the zero sense line fastener out part way and slide the blower shroud [PP-IS0057] over the hotend.
Put in the other two M3x35 SHCS [HD-BT0043] into the top two mounting holes, and put the M3x30 SHCS [HD-BT0042] into the lower left mounting hole.
Make sure not to pinch the zero sense line.
Torque the fasteners to 3 in * lbs in the sequence shown in the photo.
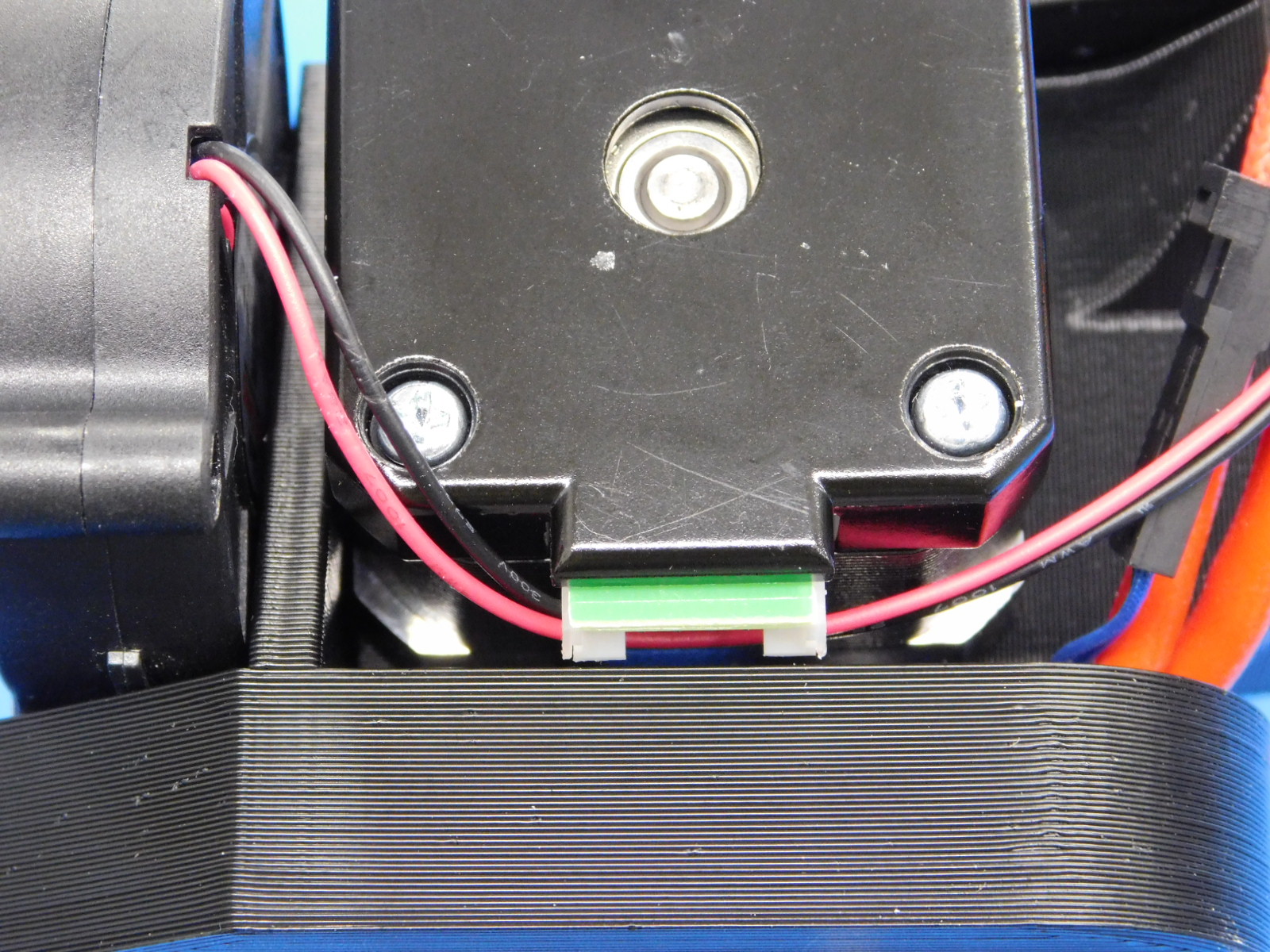
Route the Hotend Ground wire as pictured.
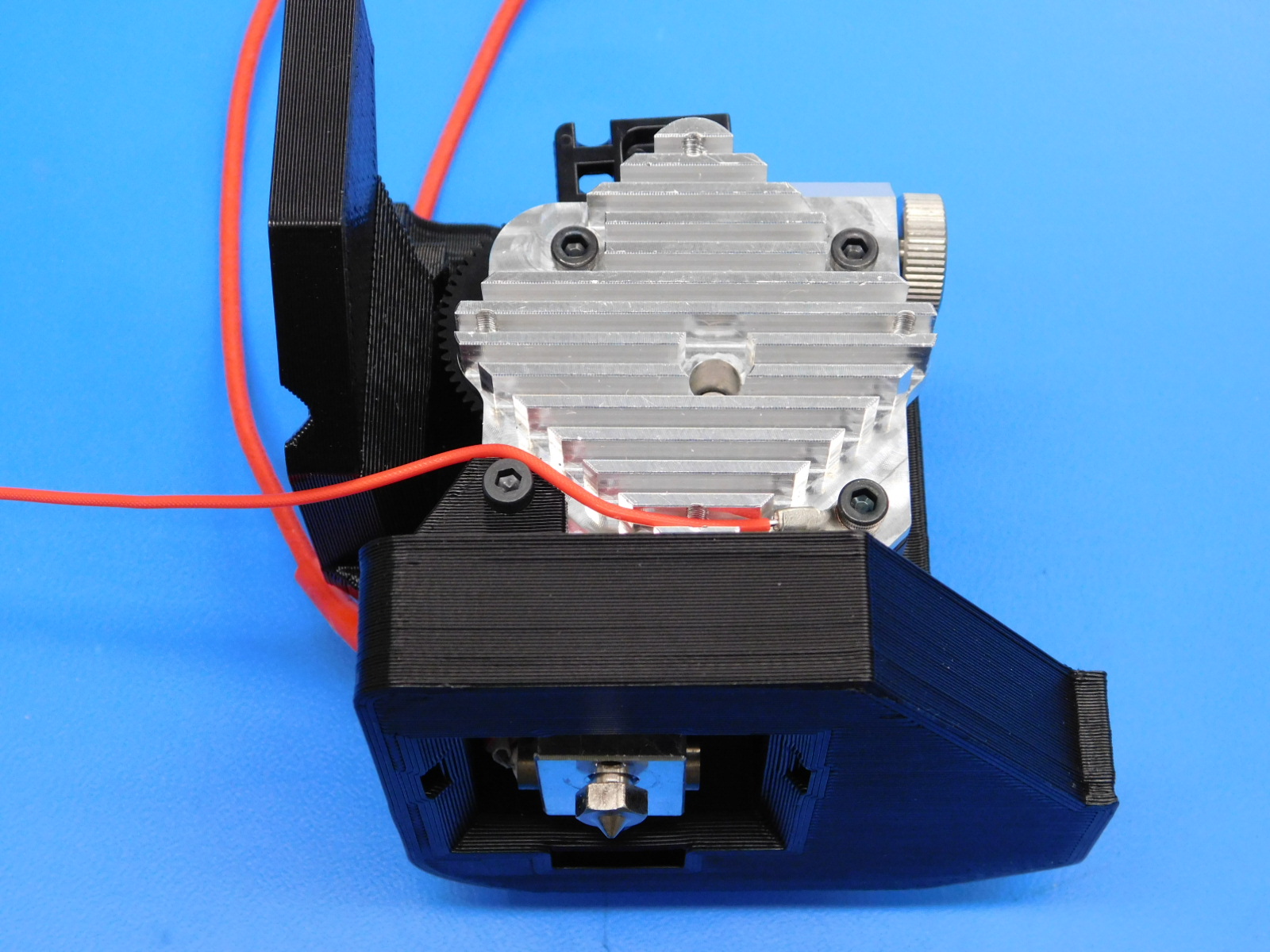

Using one M3 x 20 BHCS [HD-BT0171] with a washer [HD-WA0038], install the blower fan [AS-CB0062] as shown.
Route the wires around back by the motor connector.
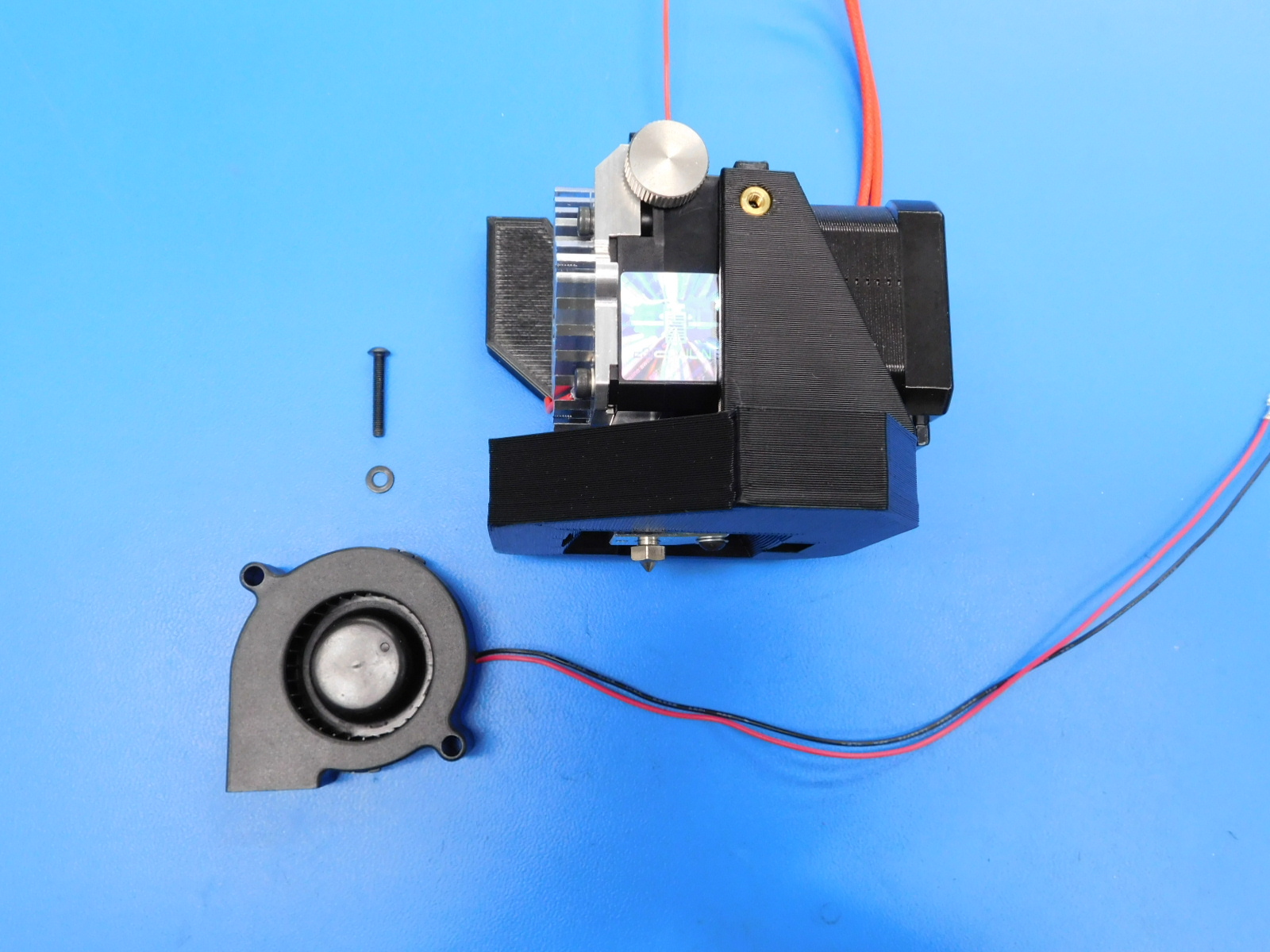
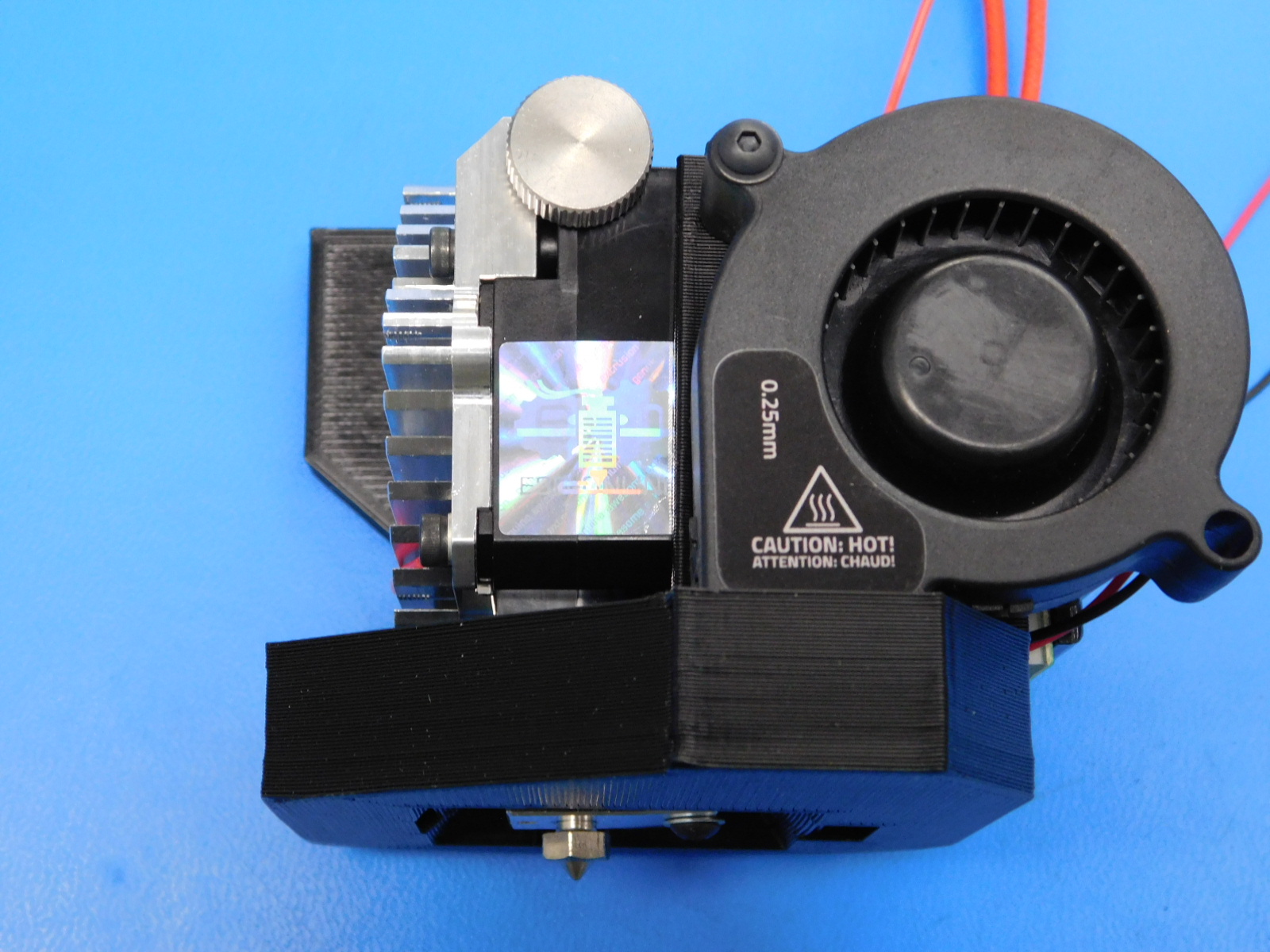
Apply 1x- 0.25mm "Hot" Warning Sticker [DC-LB0161] to the part cooling fan, exactly as pictured.
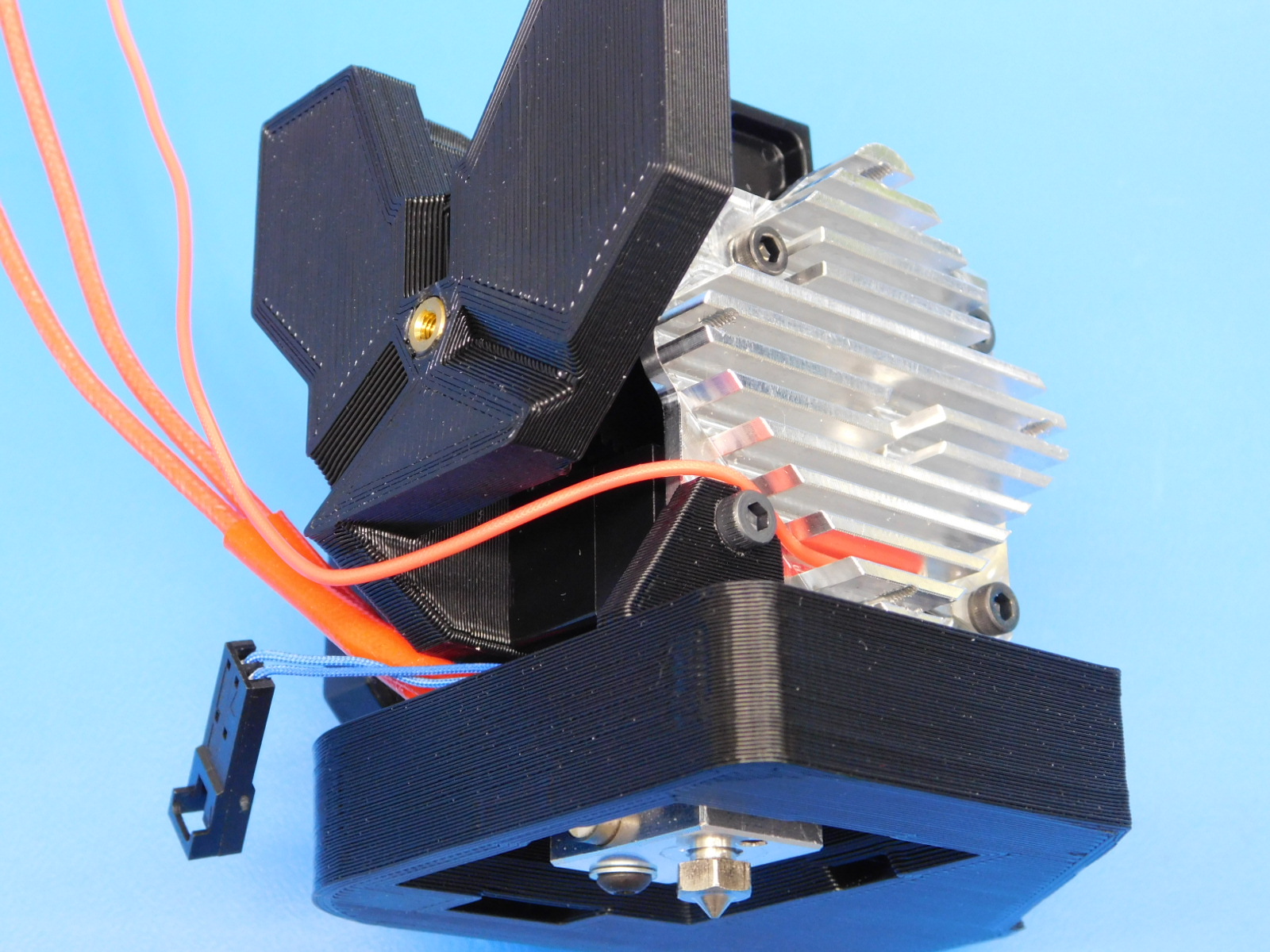
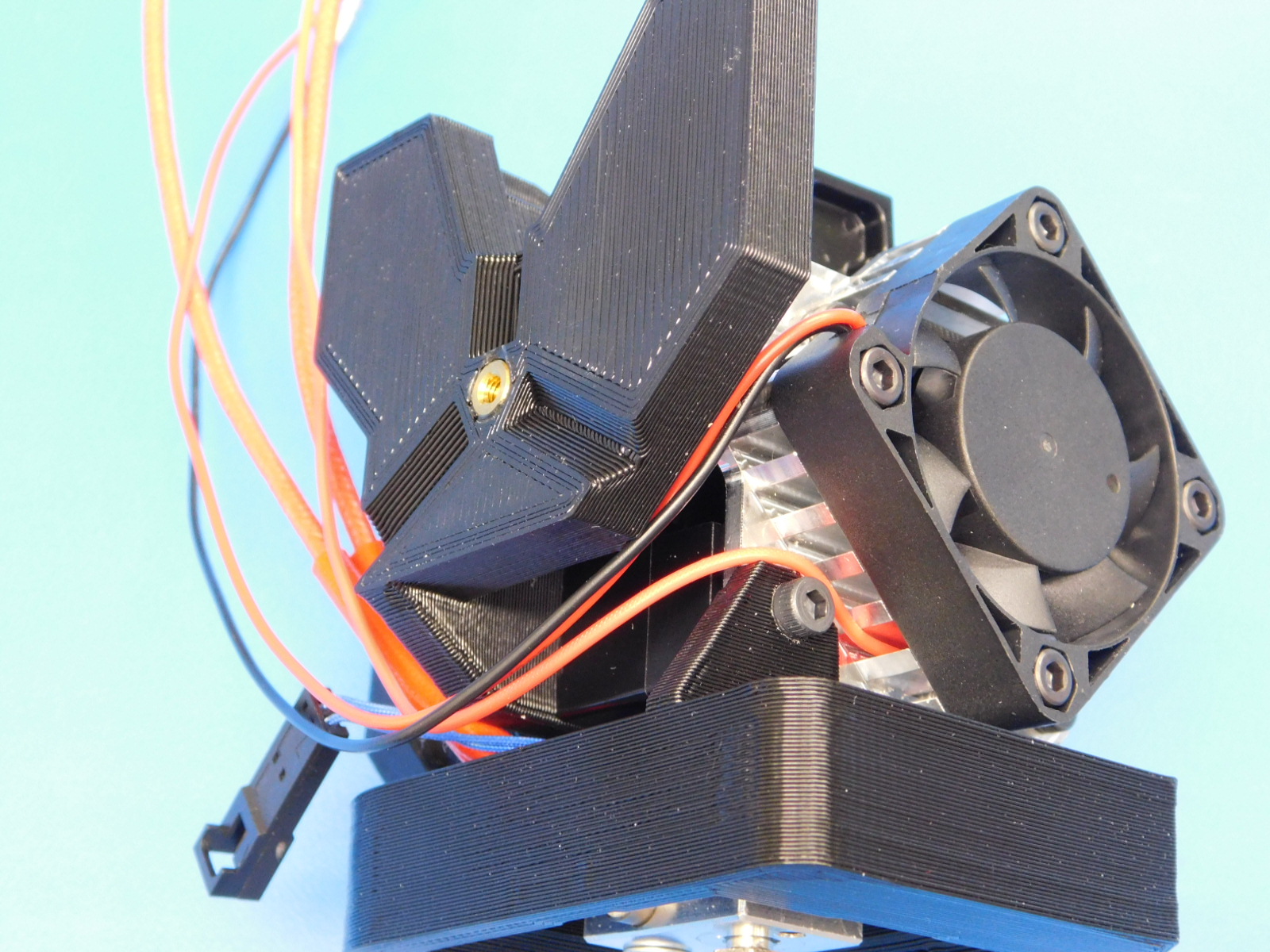
Using four M3 x 12 SHCS [HD-BT0039]. install heatsink fan [AS-CB0064] as shown.
Be sure the fan is in the correct orientation. The label should not be visible and the screws should sit flush in the fan housing.


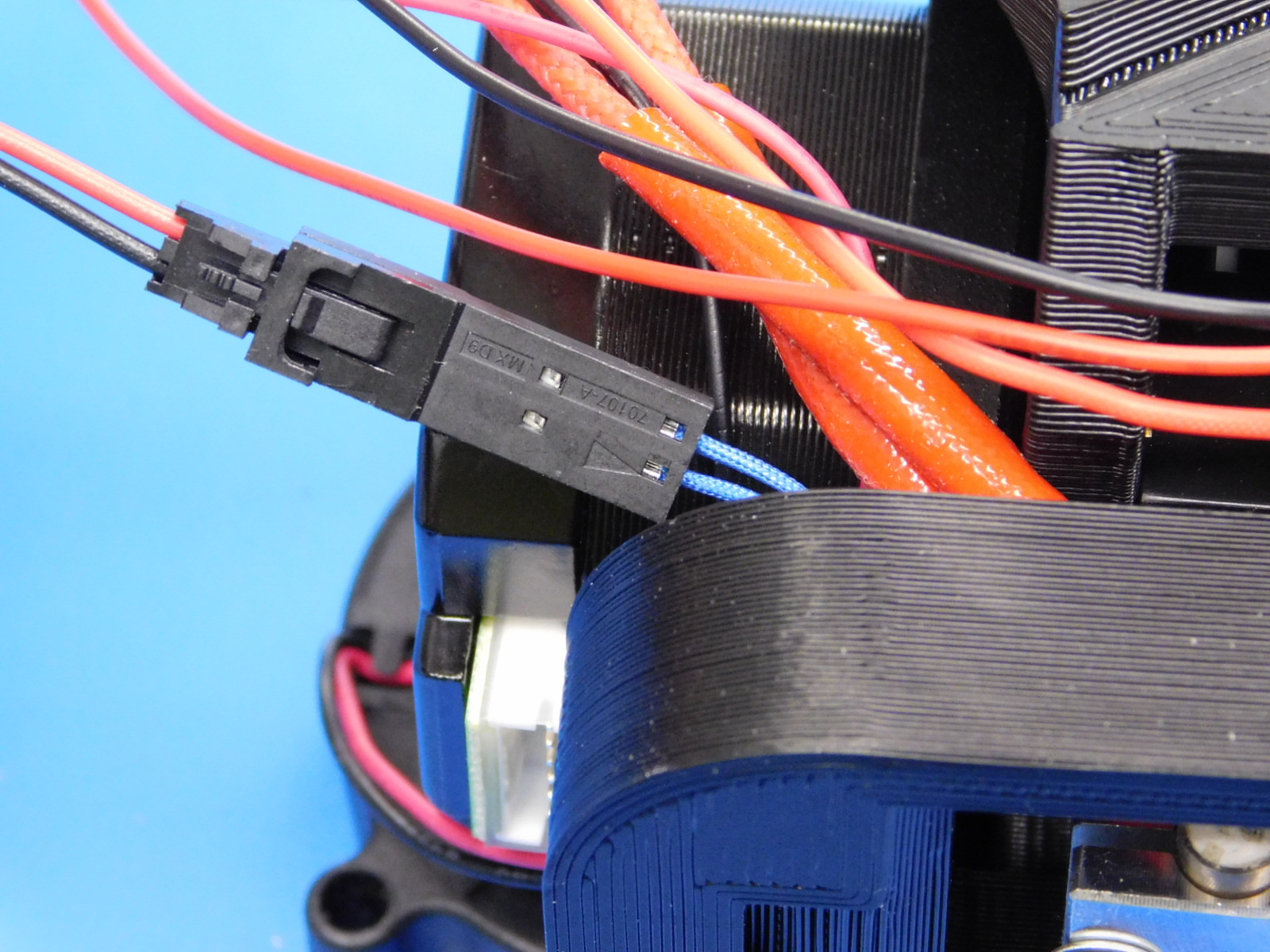
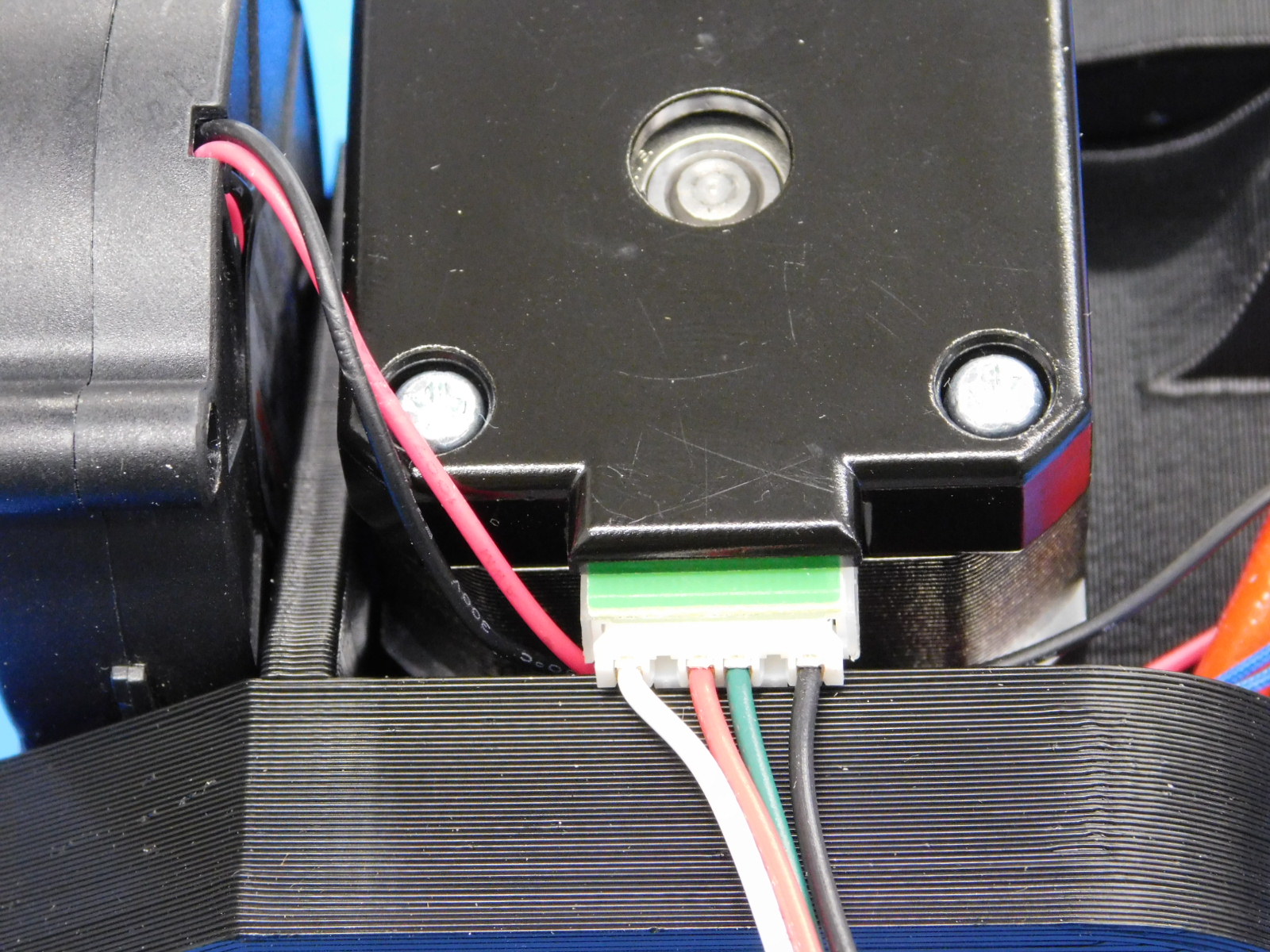
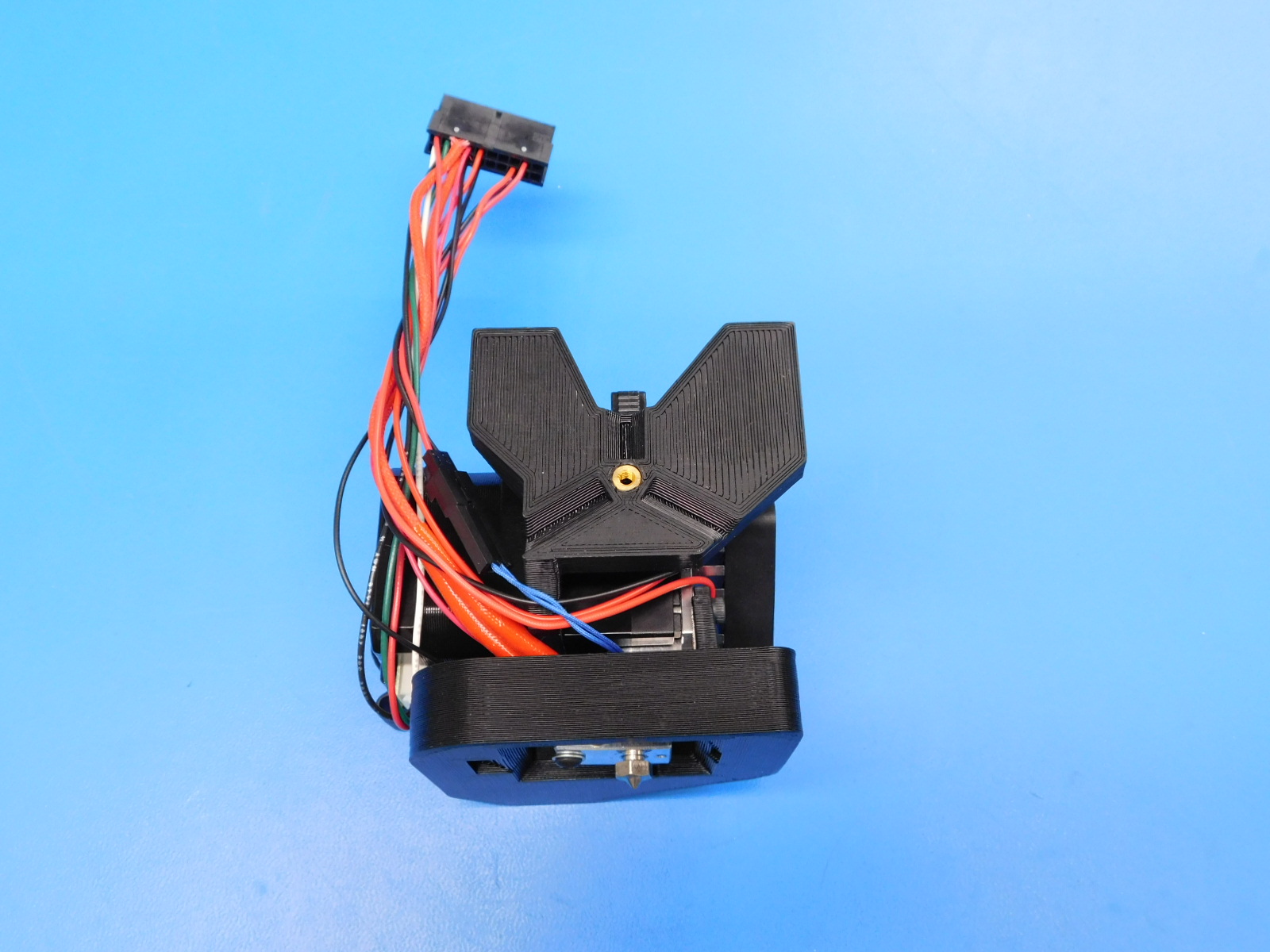
Connect motor harness [AS-CB0061] and thermistor extension harness [AS-CB0066] as pictured
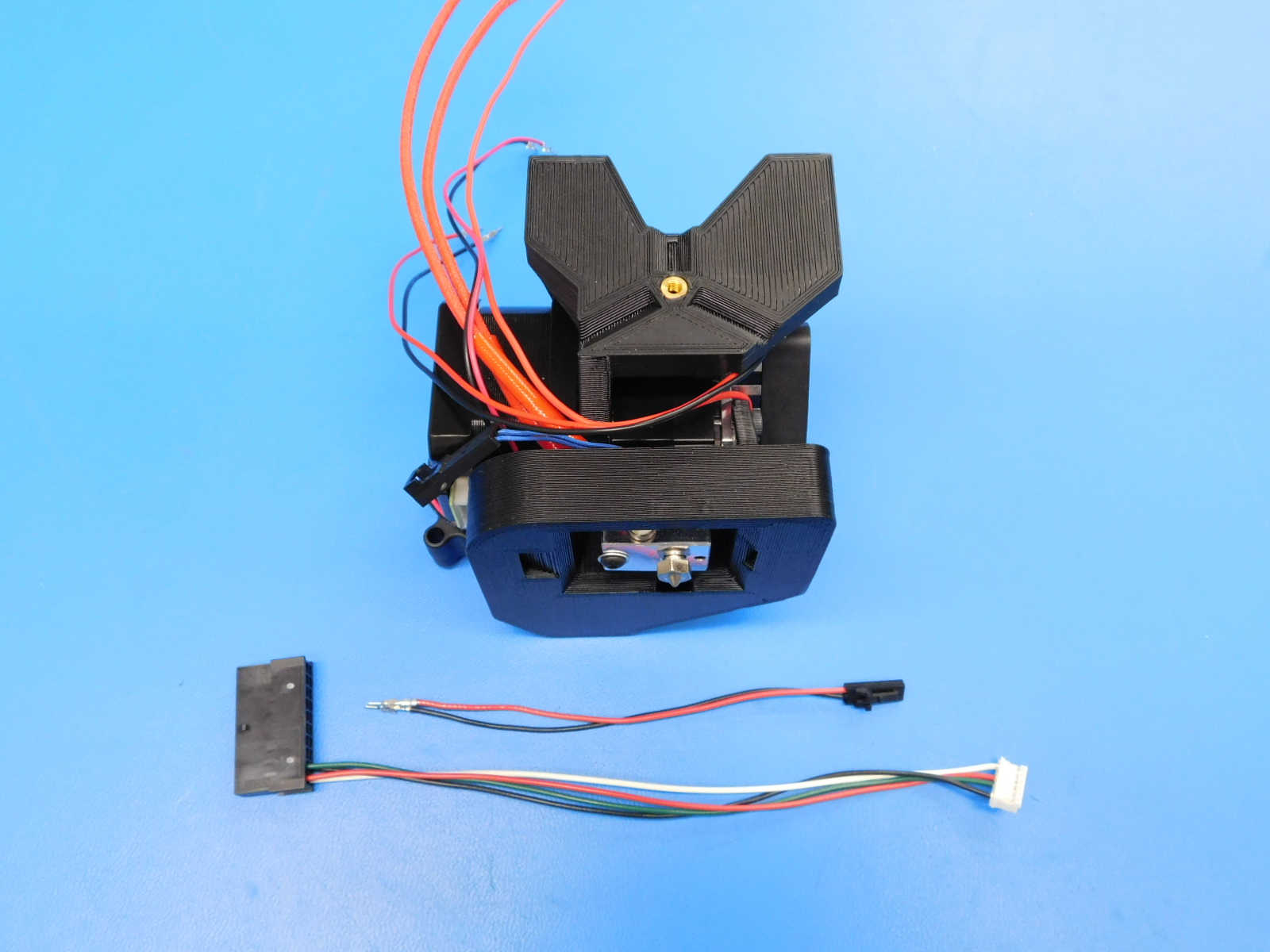
Pin all harnesses to the connector according to the diagram, excluding the hotend ground wire until the next step.

While pinning the hotend ground wire last, wrap around the bundle of wires once or twice as pictured before pinning. After the ground pin is set.
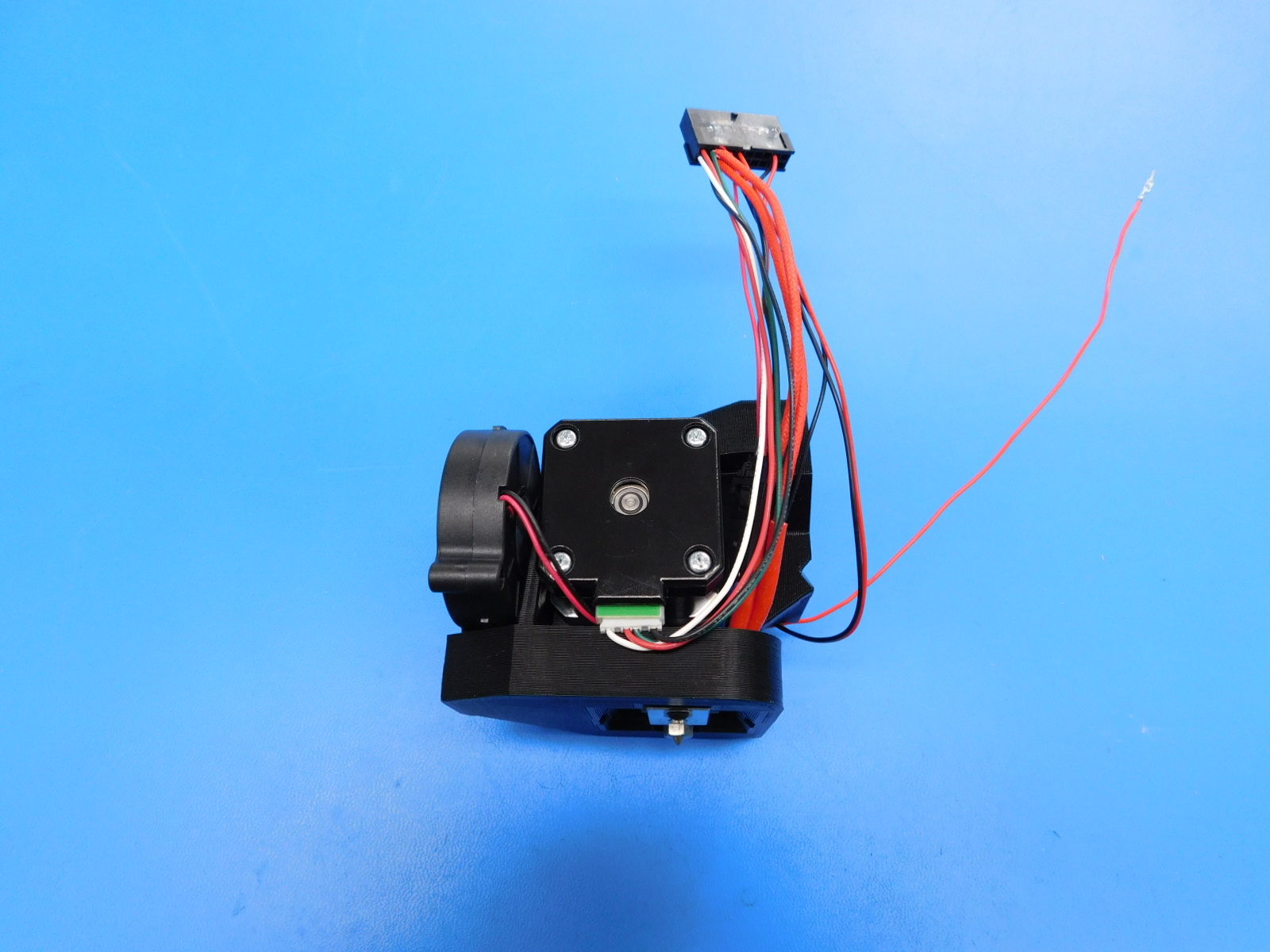
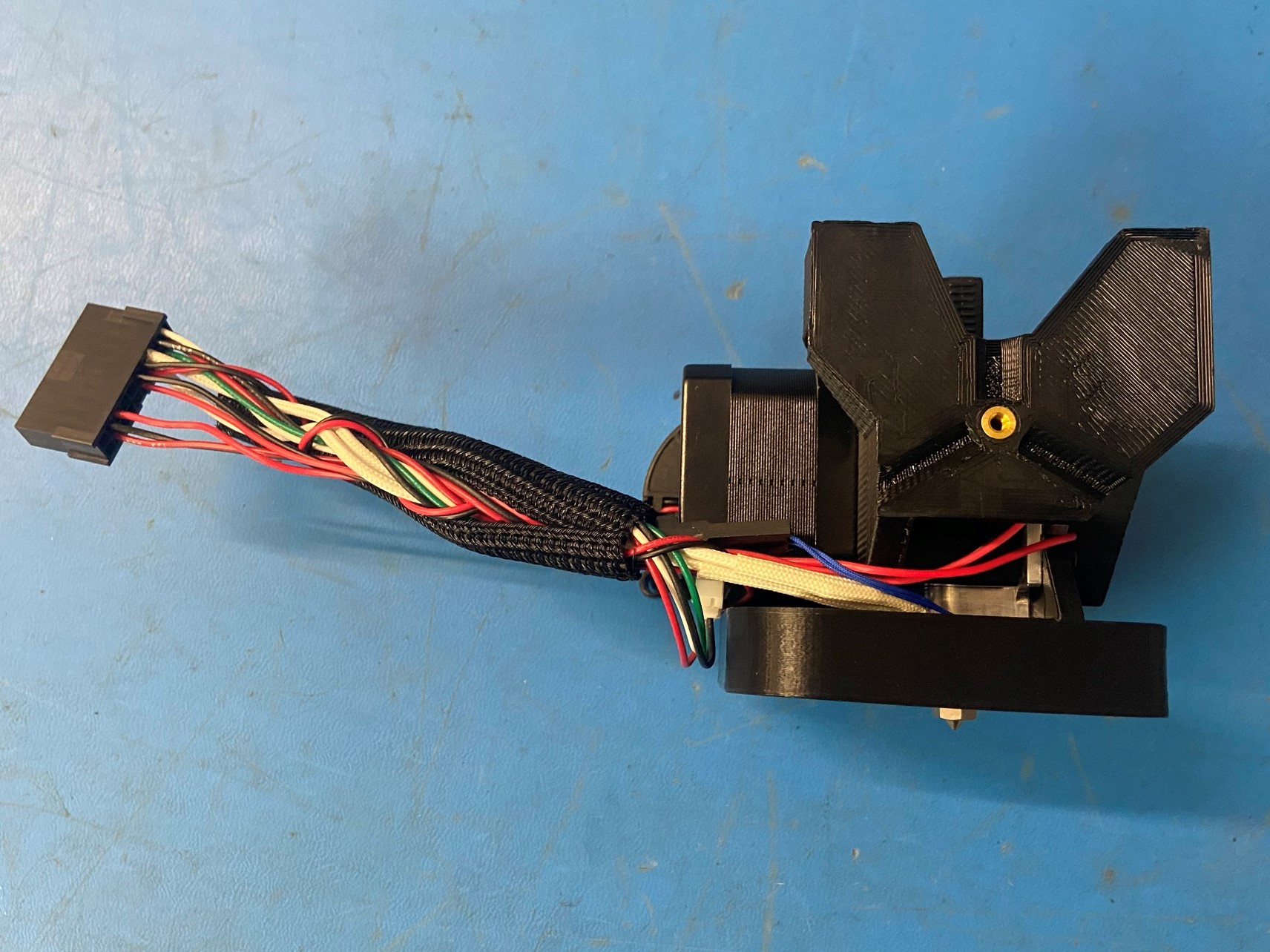
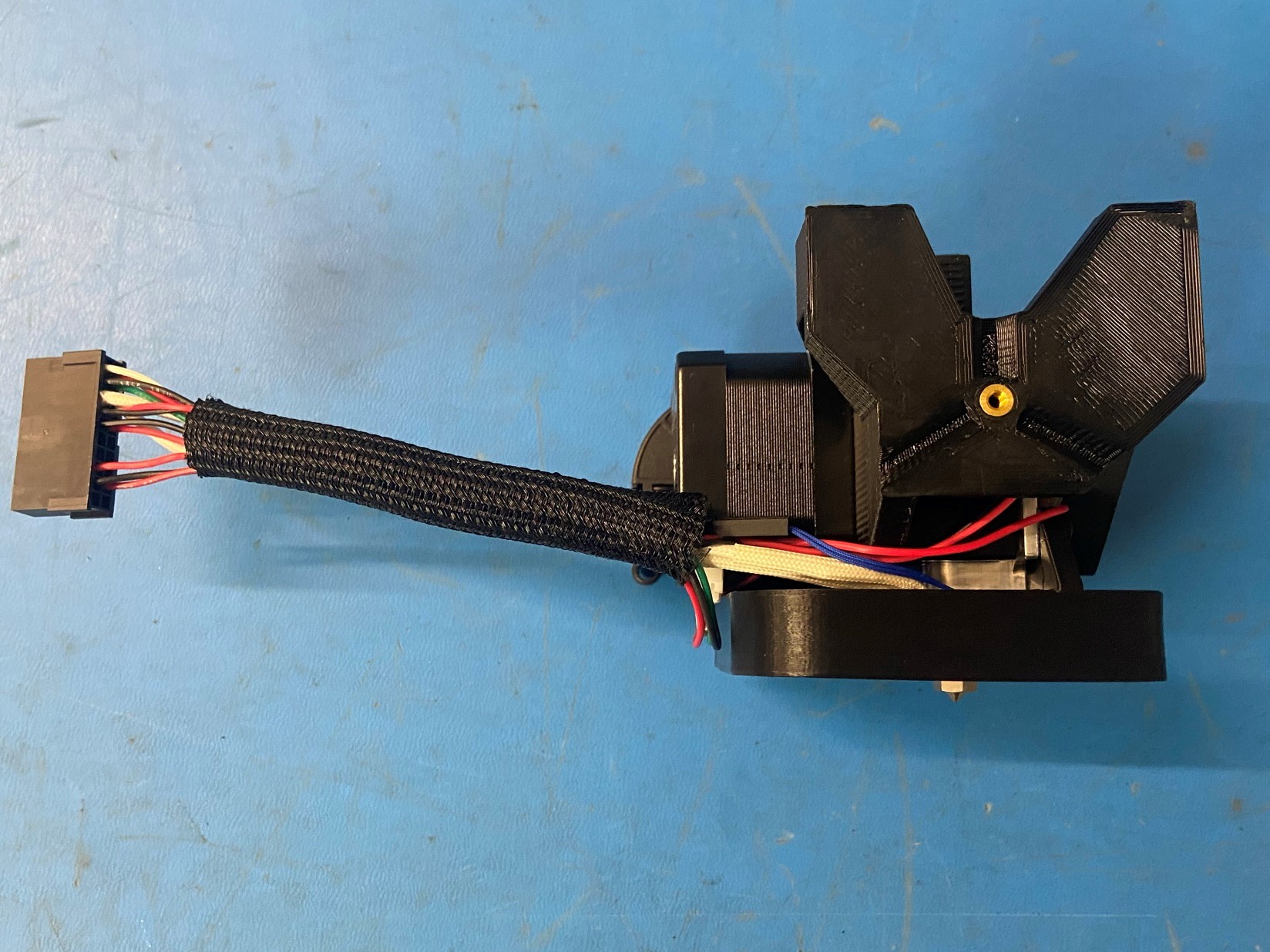
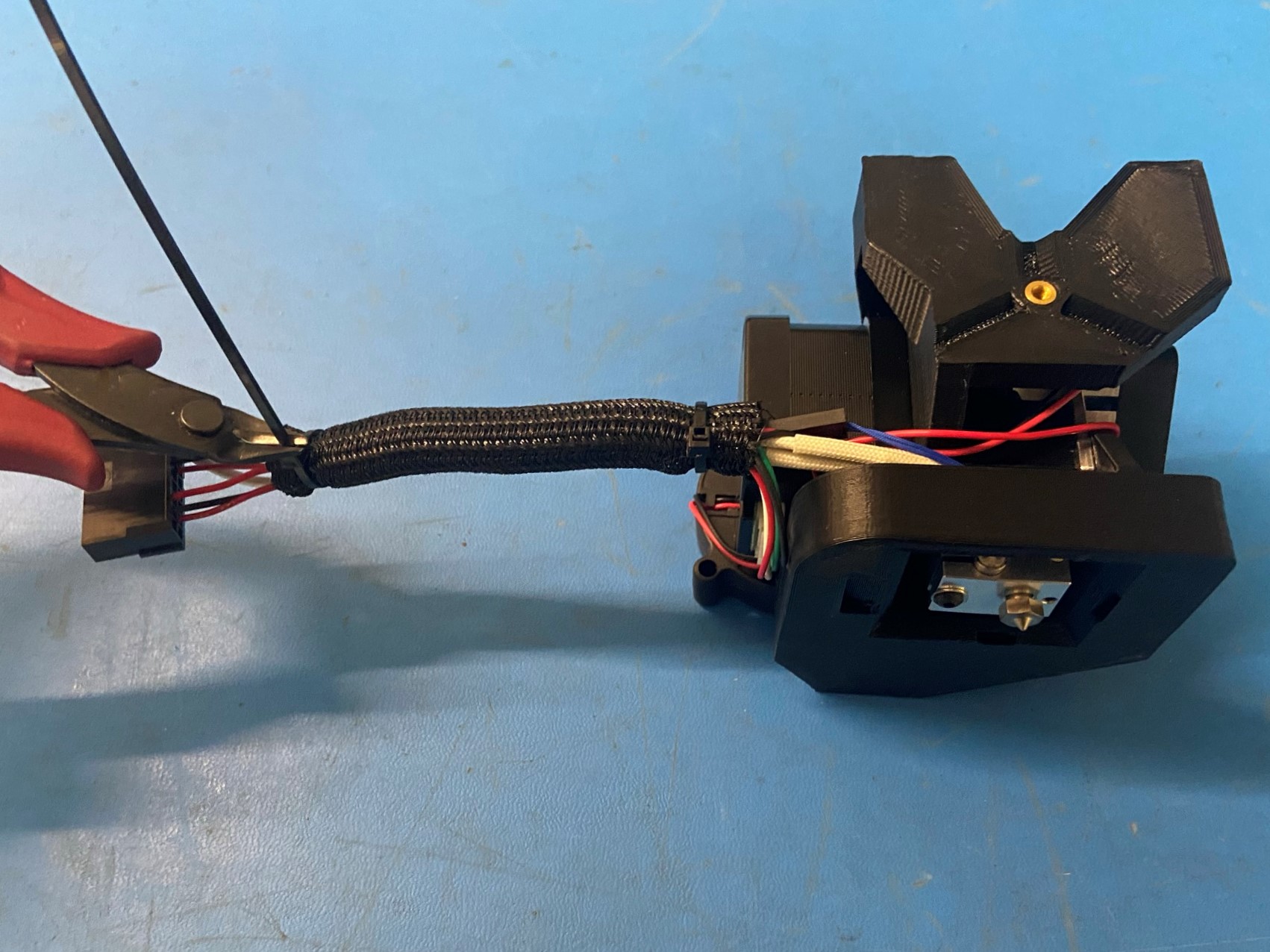
Open one end of the 3/8" self-wrapping braided sleeving [EL-WR0158] and slide it around the tool head wires.
Then slide the braided sleeving around the rest of the wires and position it in the middle of the wires.
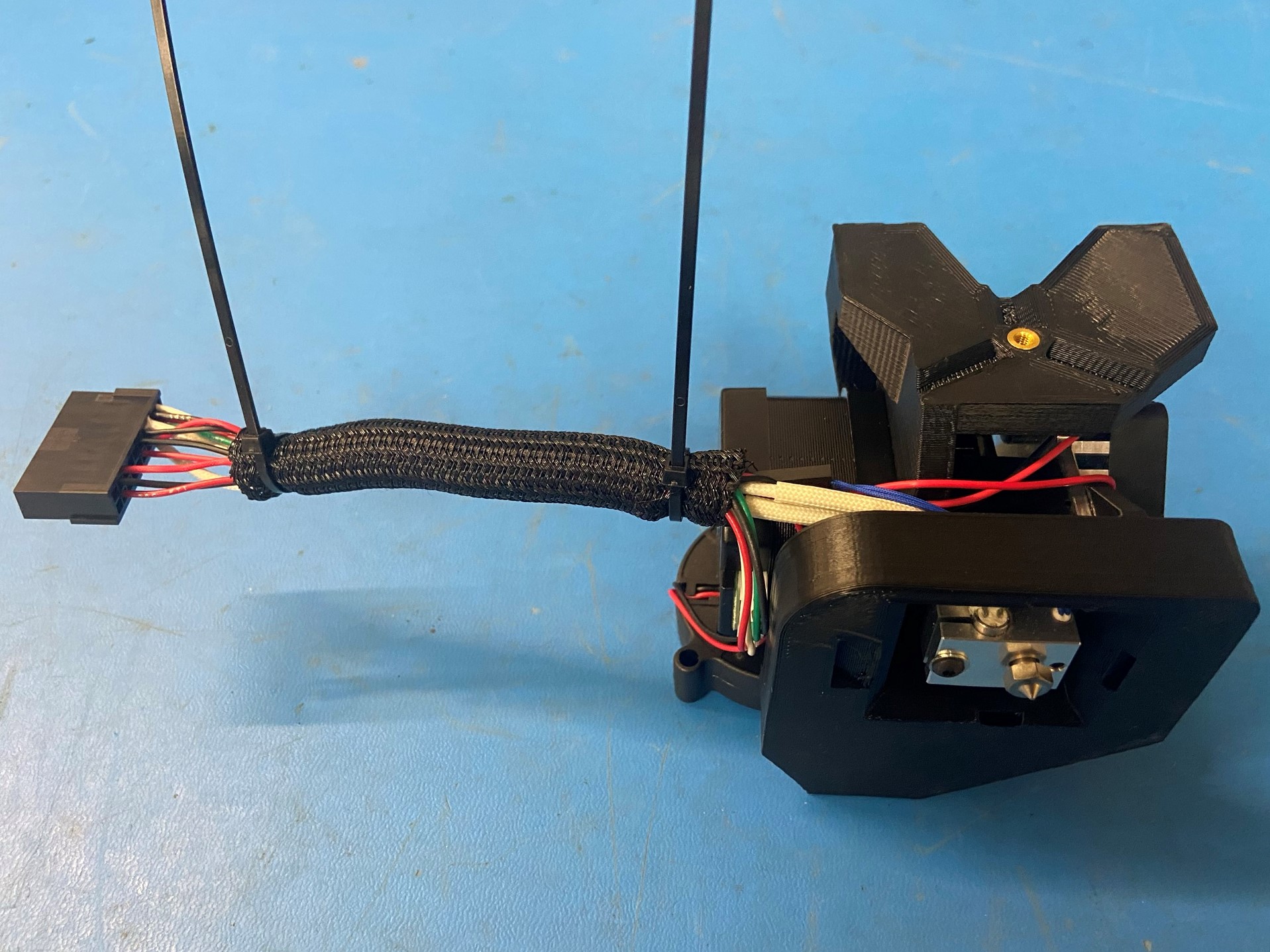
Install 2x 8" wire ties [HD-MS0058] at both end of the braided sleeving then tighten and trim.
After assembly of the extruder is complete, it is necessary to verify the electrical properties of the tool head, namely the heater cartridge and thermistor.
Refer to the pin-out diagram above for pin locations
First we will test the resistance value of the heater cartridge; To do so, first set your multimeter to Ohms which is signified by the capital Greek letter Omega. Now touch the probes of your multimeter to pins 3 & 13 individually. Note: Positive or negative probe positions are irrelevant to this test. The display on the multimeter should now show a value around 19 Ohms. Any value between 12.8 and 14.4 Ohms is acceptable, values outside of that range are cause for rejection of the heater cartridge and it should be replaced.
Next we will verify that the heater cartridge DOES NOT have continuity to the ground circuit. To do so, the multimeter may remain in Ohms mode or be switched to an audible continuity test mode by moving the switch to the symbol representing sound waves. Now touch one probe to the heater block, and the other to pins 3 and then 13, individually. Note: Positive or negative probe positions are irrelevant to this test. Whether probing pin 3 or 13, the multimeter display should remain at 0 and no audible alarm should sound. This indicates that there is no continuity between either lead of the heater cartridge and the toolheads ground circuit. If the multimeter display reads anything but 0, or an audible alarm is heard during either half of this test, the heater cartridge must be rejected and replaced.
Next we will perform the same tests for the thermistor. To do so, first set your multimeter to Ohms which is signified by the capital Greek letter Omega. Now touch the probes of your multimeter to pins 9 & 19 individually. Note: Positive or negative probe positions are irrelevant to this test. The display on the multimeter should now show a value between 80 and 120 K Ohms. Pay close attention to the units displayed on the multimeter's display; the letter 'K' should be displayed to the right of the value. If a reading is given in Ohms or Mega Ohms (indicated by the letter 'M' to the right of the value displayed) or the kOhms reading is too low (values displayed as 1.xx or similar) or otherwise outside of the range stated above, the thermistor must be rejected and replaced.
Next we will verify that the thermistor DOES NOT have continuity to the ground circuit. To do so, the multimeter may remain in Ohms mode or be switched to an audible continuity test mode by moving the switch to the symbol representing sound waves. Now touch one probe to the heater block, and the other to pins 9 and then 19, individually. Note: Positive or negative probe positions are irrelevant to this test. Whether probing pin 9 or 19, the multimeter display should remain at 0 and no audible alarm should sound. This indicates that there is no continuity between either lead of the thermistor and the toolhead's ground circuit. If the multimeter display reads anything but 0, or an audible alarm is heard during either half of this test, the thermistor must be rejected and replaced.
To finalize this test, verify that the zero sense line (ground circuit) has continuity to the nozzle. This test is best performed in the audible continuity mode. Touch one probe to the nozzle or heater block, and the other to pin 8 on the toolhead's connector. Note: Positive or negative probe positions are irrelevant to this test. An audible alarm should sound indicating that continuity is present. If so, the toolhead has passed electrical testing and may proceed to final extrusion testing. Congratulations!


Put the toolhead onto the test stand and run the test gcode. Make sure:
1) The heatsink fan is on anytime the tool's controller is powered on
2) That the blower fan runs without being too noisy or jittery
3) That the Hotend heats up in a controlled way
4) The stepper motor moves without skipping
Visually verify the extrusion and make sure there is no debris.
Remove the remaining filament from the tool head. Once the tool head is cool, insert a cold piece of filament into the tool head and trim it to approximately 30mm of filament.
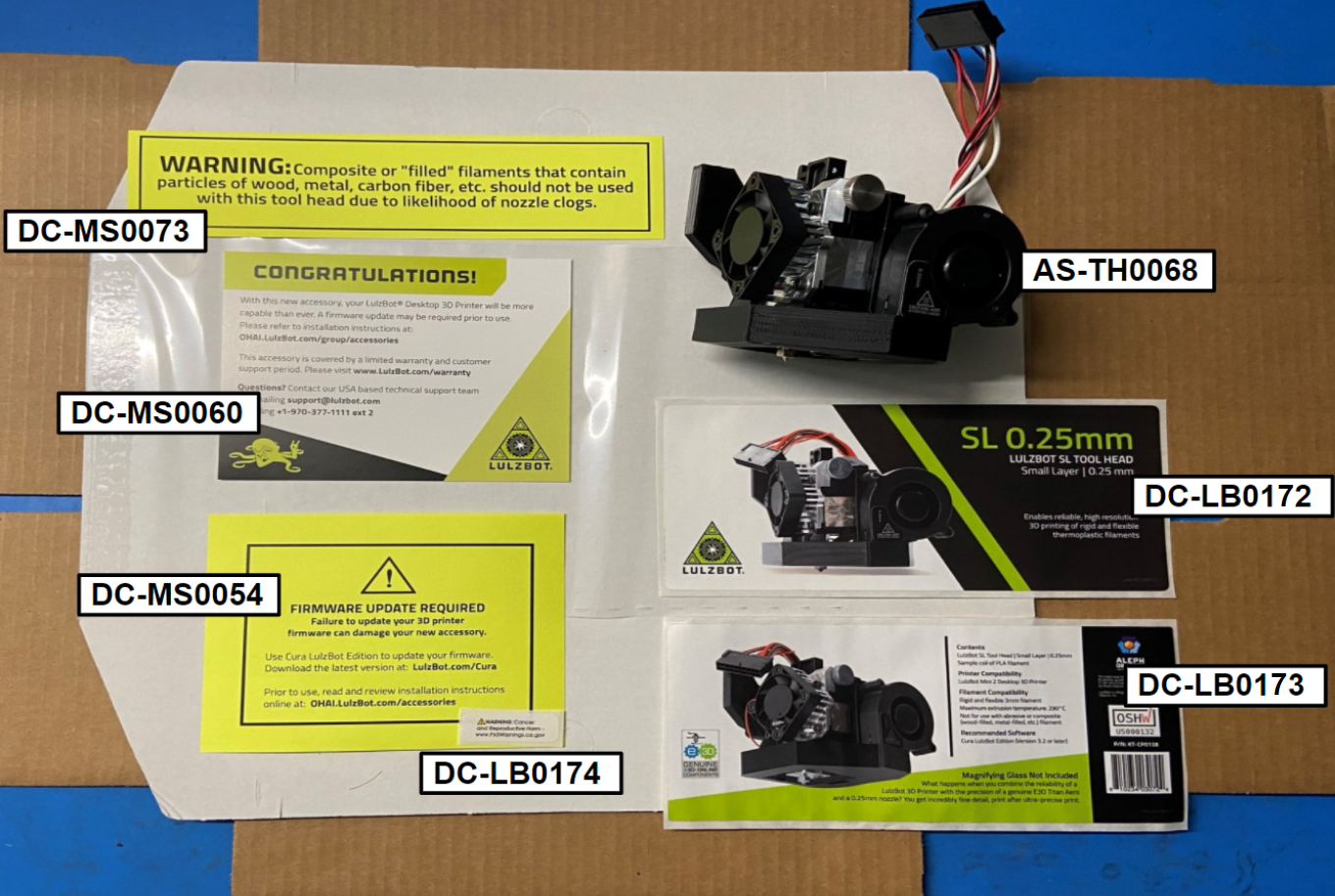
Materials needed:
1x- [AS-TH0068] Titan Aero Assembly, Micro
1x- [DC-LB0172] SL Tool Head Label, Front
1x- [DC-LB0173] SL Tool Head Label, Back
1x- [DC-MS0054] Firmware update warning
1x- [DC-MS0060] CONGRATULATIONS!- Accessory Instruction Card
1x- [DC-MS0073] Filament Warning Insert, 8.5" x 2", Astrobrite Lift Off Lemon
1x- [SH-BX0088] Accessory Tool Head Box: 9-1/2 x 7 x 3-7/8 Die Cut, 32 ECT, B Flute, Kraft, White
1x- [SH-PA0049] Korrvu Medium Retention Pack for Standard Tool Heads
1x- [SH-PG0131] #260 White Reinforced Gummed Tape with LulzBot Printed Logo, 10 Pack
1x- [DC-LB0174] P65 Warning Label
Take your unfolded box [SH-BX0088] placing so that the brown side is facing you and start by folding up the flaps on the left and right sides of the box as shown.
Next fold the bottom side (side with the semicircle cut) up, as shown.
Now take the left flap on the bottom side and fold it then repeat for the right flap and fold the top flaps toward the middle of the box, as shown.
Then fold the left and right flaps over the flaps on the bottom side of the box and make sure they are secured in the two open slots, as shown
Lastly fold the top flap backwards






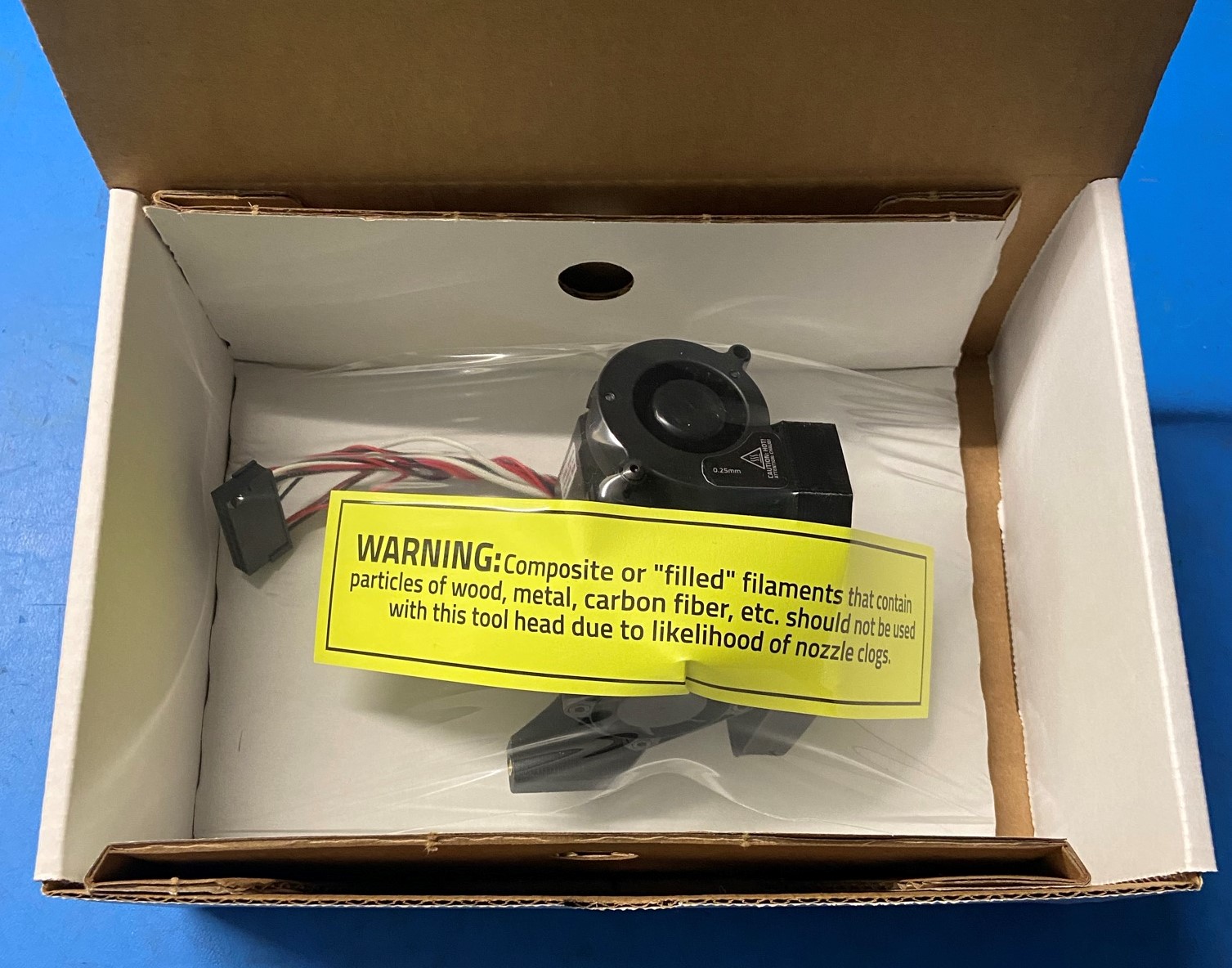
Fold the two sides without the finger holes up so that there is space for the tool head under the plastic wrap
Place the Titan Aero SL Tool Head [AS-TH0068] and the Filament Warning Card [DC-MS0073] under the plastic wrap on the Korrvu [SH-PA0049]
Fold the left side of the Korrvu back then fold the right side back then fold the top and bottom side up so it holds the left and right sides folded back so the plastic wrap is stretched around the tool head
Then place the Korrvu and tool head inside the box




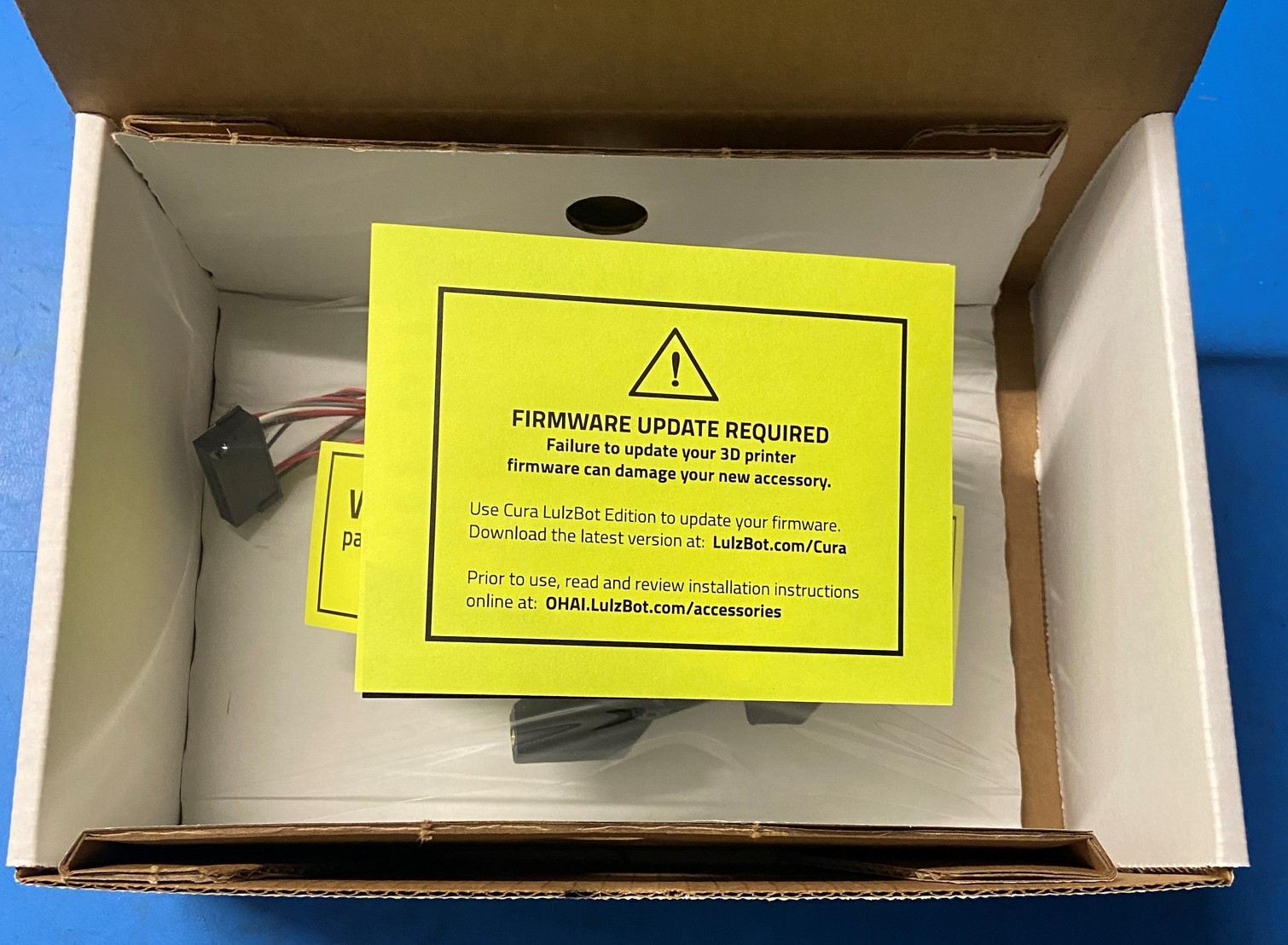
Place the CONGRATULATIONS! Accessory Instruction Card [DC-MS0060] on top of the tool head and place the Firmware Update Warning Card [DC-MS0054] over the congratulations card

Now close the box and take it to the Uline tape machines.
Use [SH-PG0131] #260 White Reinforced Gummed Tape with LulzBot Printed Logo, 10 Pack.
Select the 12" length on the machine.
Place the tape with slightly more depth on the top of the box.
Now we will fold the sides inward.
Lastly, fold the tape down securing the lid of the box closed.




Take the front sticker [DC-LB0172] and place it on the front of the box as shown.
Now take the back sticker [DC-LB0173] and place it in the same fashion as we did the front sticker.
Finally, place the [DC-LB0174] P65 Warning Label on top.