Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
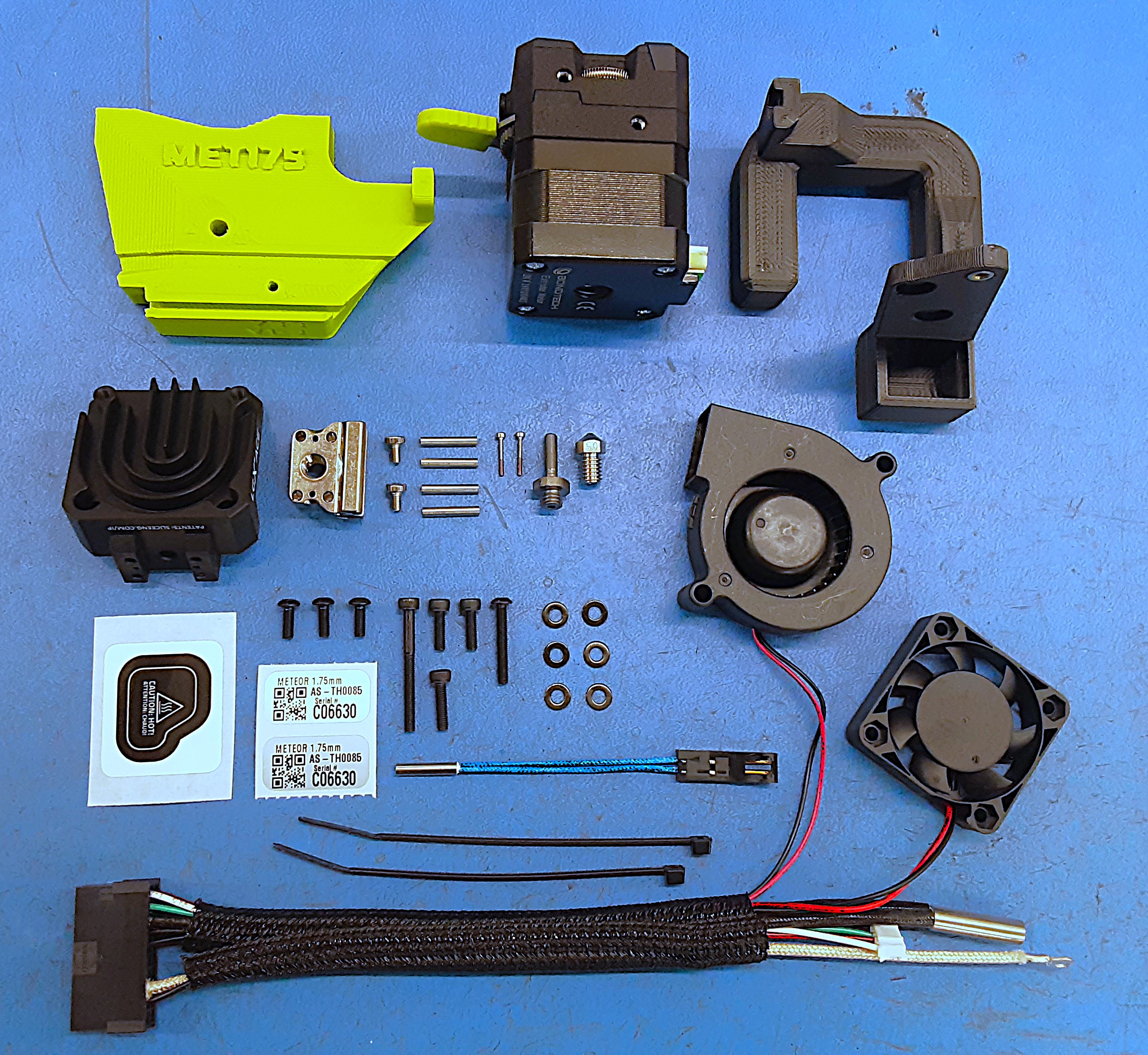
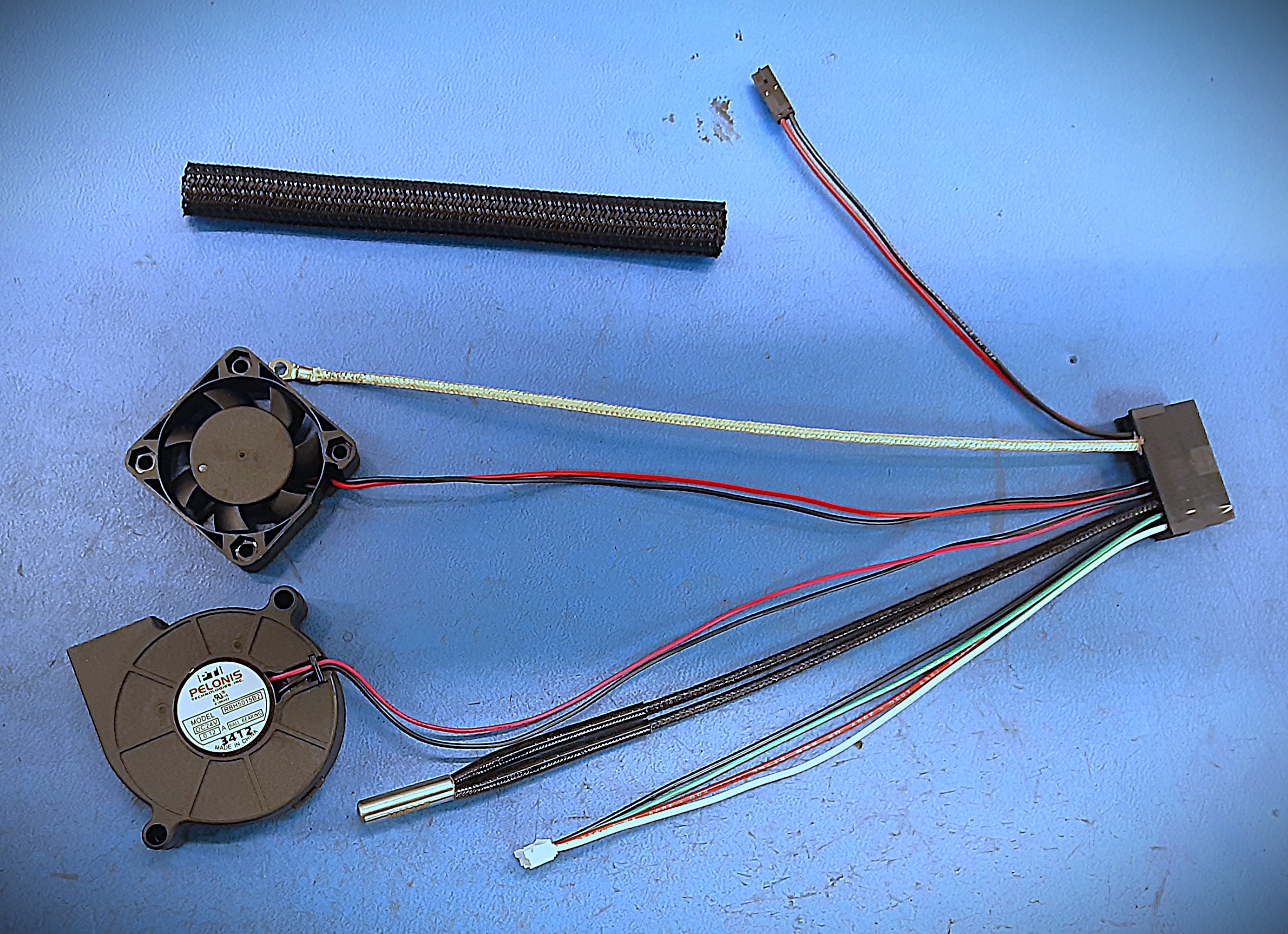
1x [AS-CB0209] Meteor Wire Harness
1x [DC-LB0154] Caution Hot Sticker
2x [DC-LB0160] Tool Head Serial Number Sticker, Matte Silver, 1" x 0.5", Thermal
1x [EL-TH0012] E3D Cartridge Style Thermistor w/ Molex Connector
2x [HD-BT0005] M3 x 10 Bolt, SHCS Black-Oxide
1x [HD-BT0039] Metric Class 12.9 SHCS Alloy Steel, M3 x 12mm Length, 0.50mm Pitch
3x [HD-BT0137] M3 x 8 Bolt, BHCS, Black Oxide
1x [HD-BT0171] Class 10.9 Black-Oxide Steel BHCS M3 x 20mm Length, .5mm Pitch
1x [HD-BT0042] Metric Class 12.9 SHCS Alloy Steel, M3 x 30mm Length, 0.50mm Pitch
1x [HD-MS0100] Hot Block Hardware Kit, Standard
2x [HD-MS0588] 4" Black Standard Cable Tie Nylon PA66 18lb T18R0C Bag 100
6x [HD-WA0038] Black-Oxide 18-8 Steel Flat Washer, M3 Screw Size, 3.2mm ID, 7.0mm OD
1x [PP-GP0726] Meteor Fan Duct
1x [PP-GP0733] Meteor Mount-1.75mm
1x [PP-MP0335] LGX Extruder, 1.75mm, LGX PRO Lulzbot Edition
1x [PP-MP0337] Mosquito Hot Block,1.75mm
1x [PP-MP0339] Mosquito Heat Break, 1.75mm, Conduction
1x [PP-MP0341] ACE Mosquito Cold Block & Heatsink, 1.75mm
1x [PP-MP0412] Micro Swiss, Nickel Plated Brass Nozzle - 1.75mm x 0.5mm
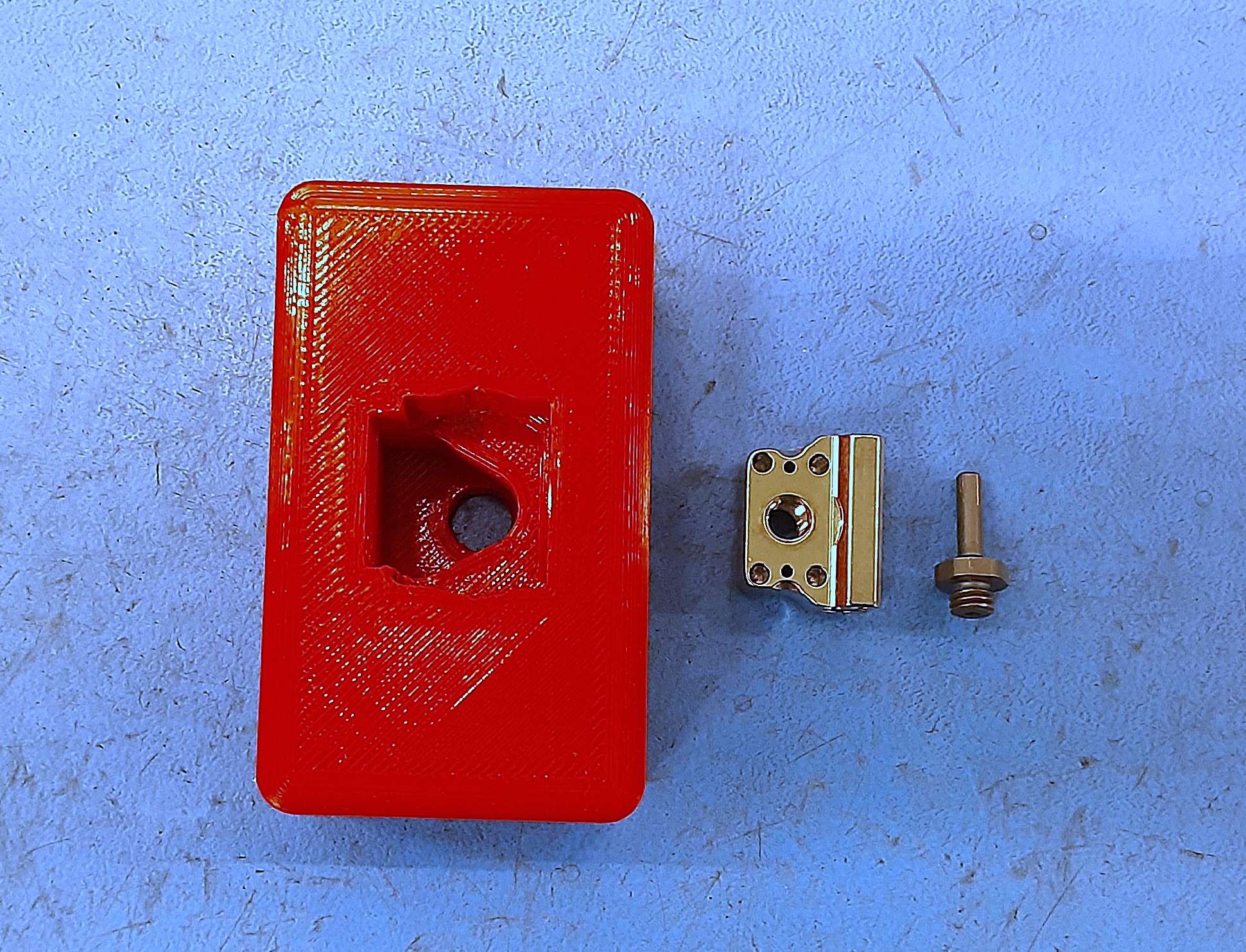
2A) Grab 1x PP-MP0337 and 1x PP-MP0339.
2B) Screw PP-MP0339 into PP-MP0337 and place in the red jig block.
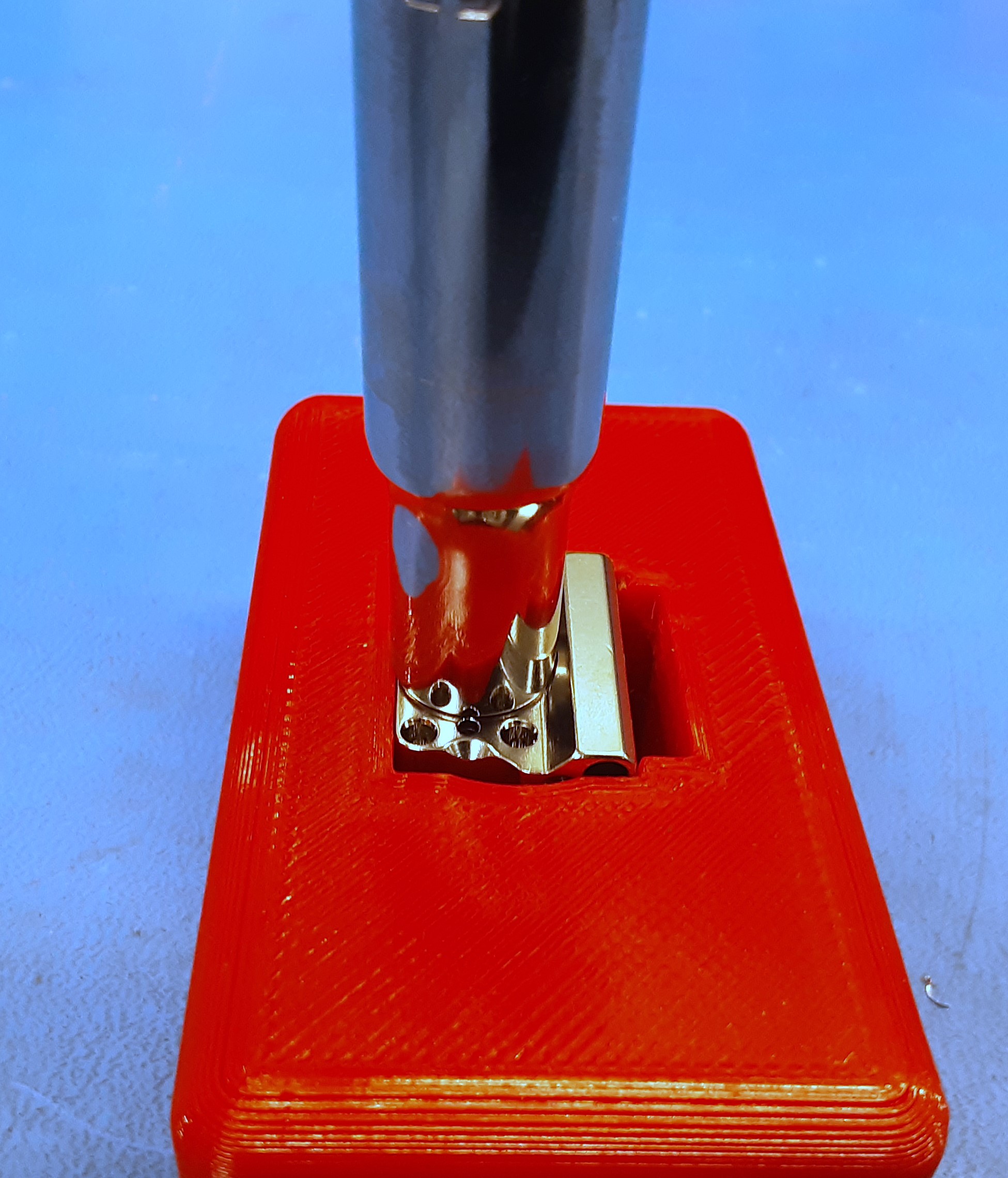
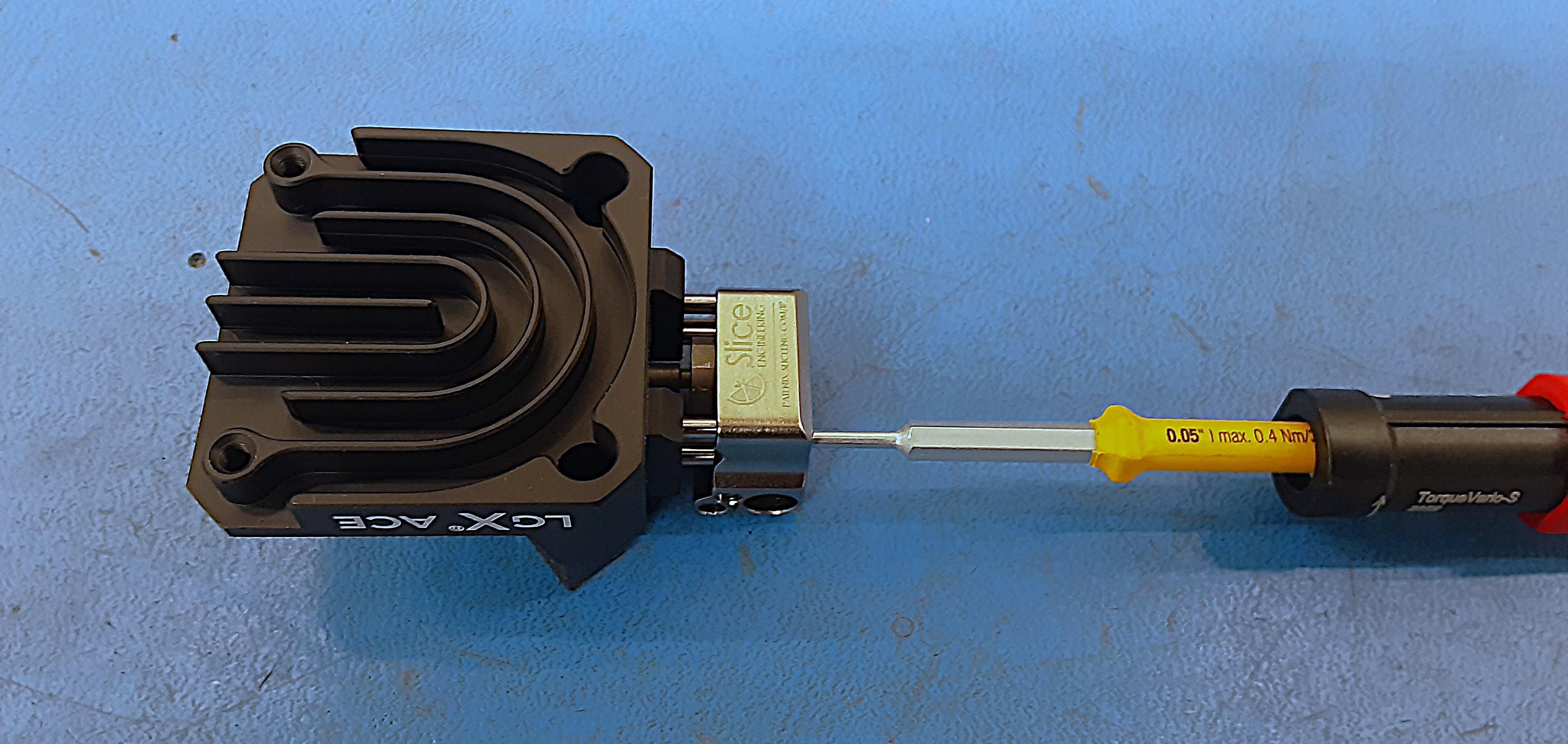
2C) Make sure the Torque wrench is set to 3.98 NM.
2D) Torque PP-MP0339 into PP-MP0337. Make sure the socket is all the way on the heat break before torqueing.
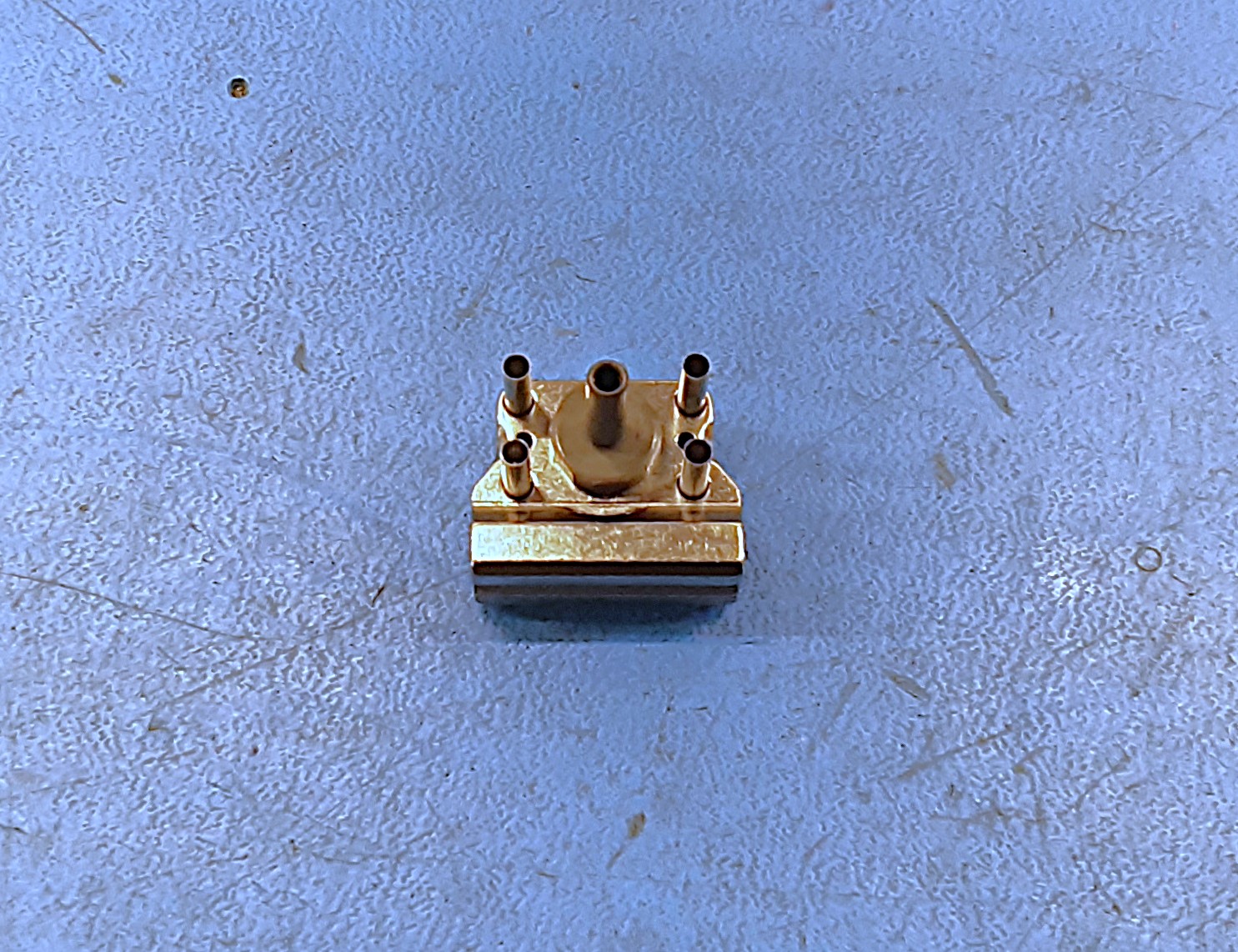
2E) Grab 4 posts from HD-MS0100 and insert them into PP-MP0339.
2F) Grab 1x PP-MP0341 and line it up with the four posts and heat break pushing the parts together.
2G) Grab two #2 screws from HD-MS0100 and attach the hot block to the heat sink using the torque screw driver. Make sure that the screws were installed all the way.



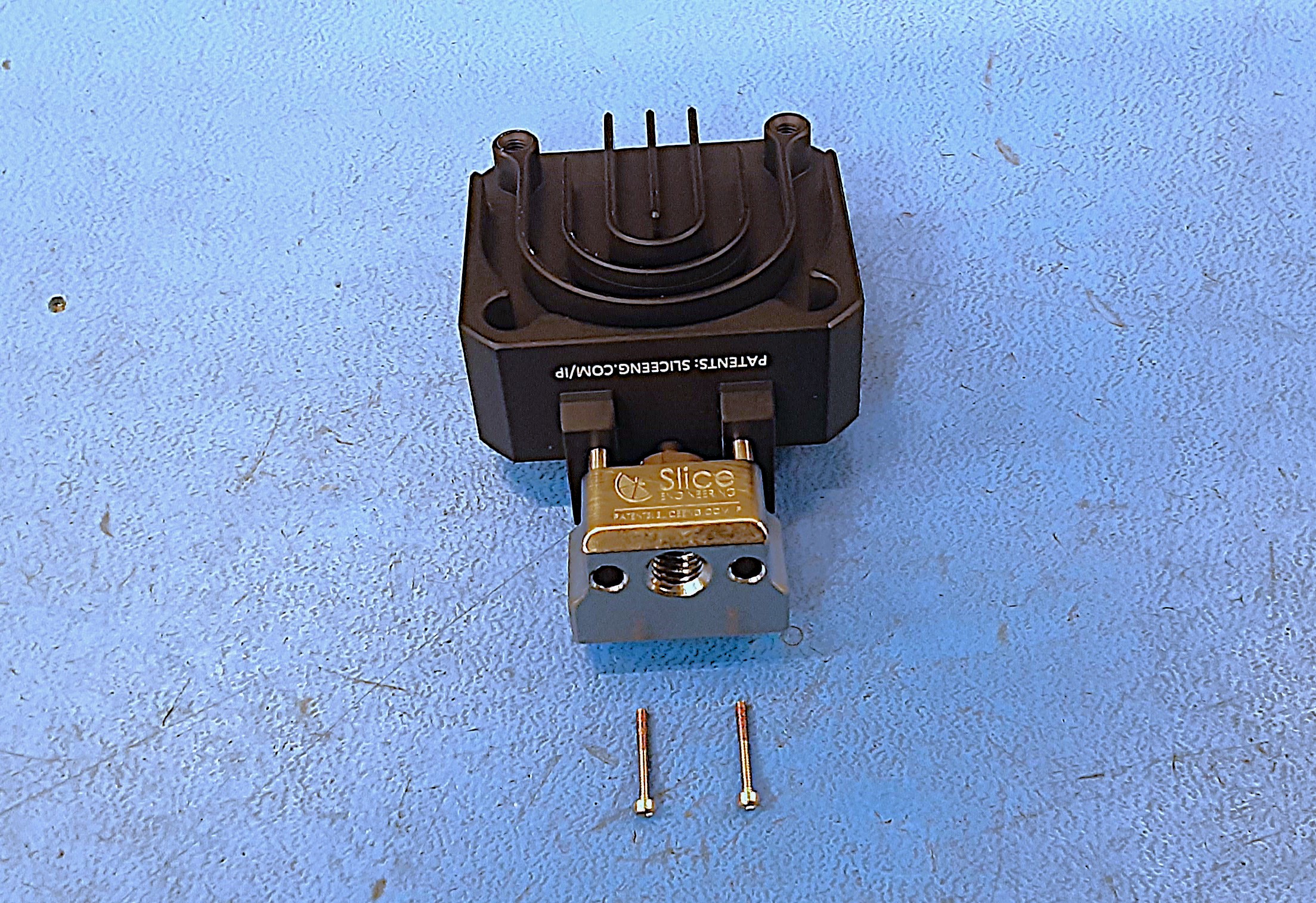
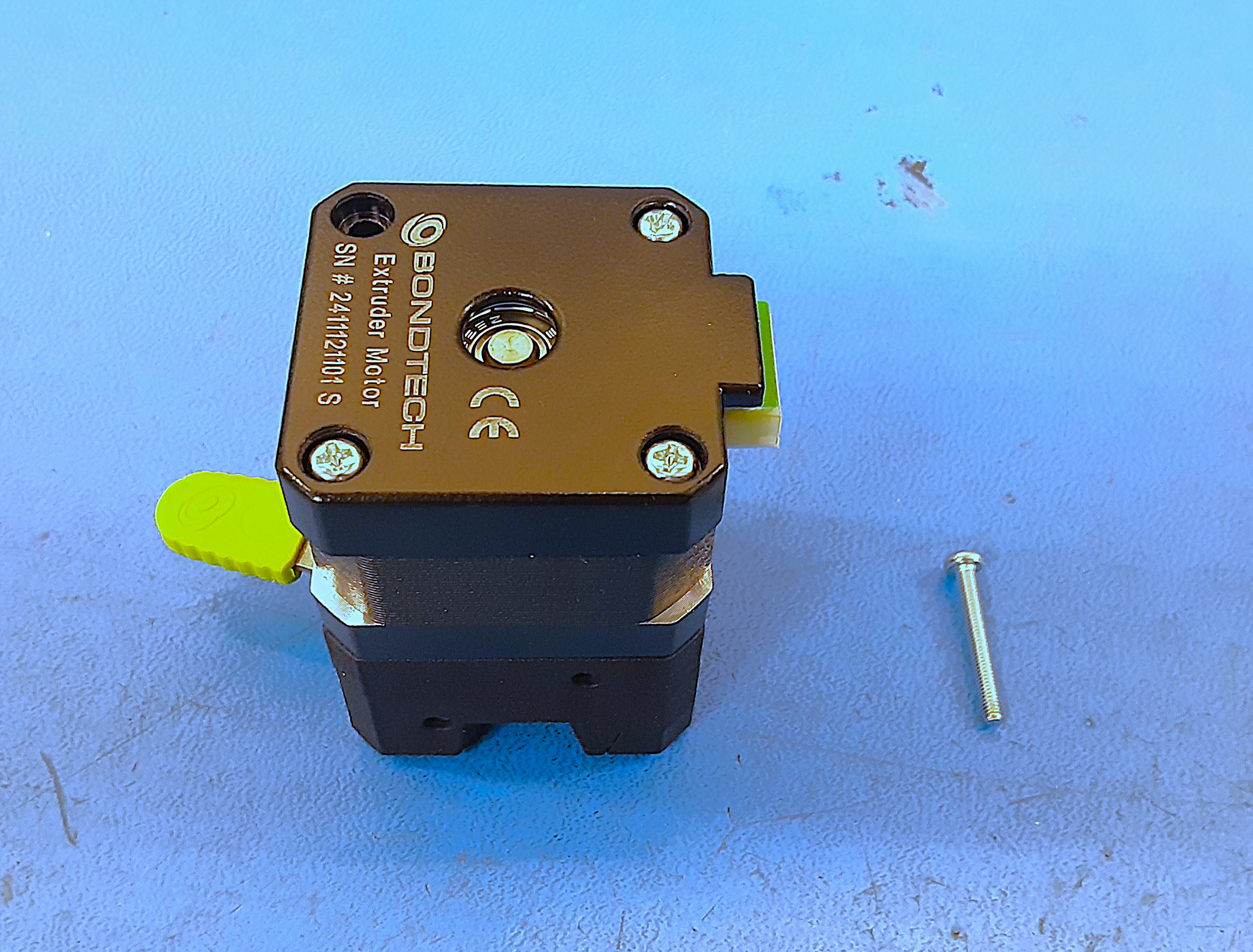
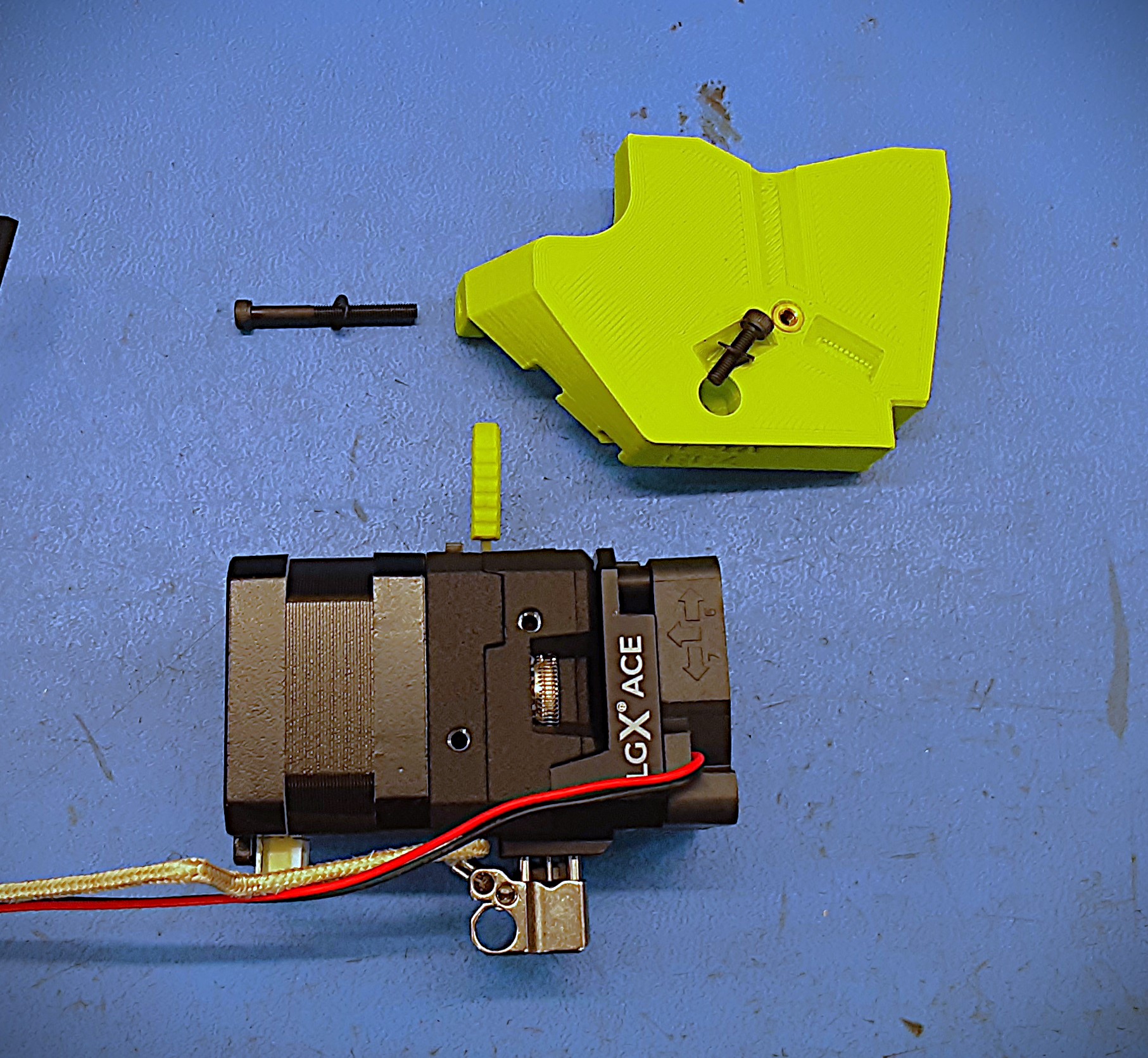
3A) Grab 1x PP-MP0335 and remove the shown screw from the bottom of the motor. This screw will not be used again.
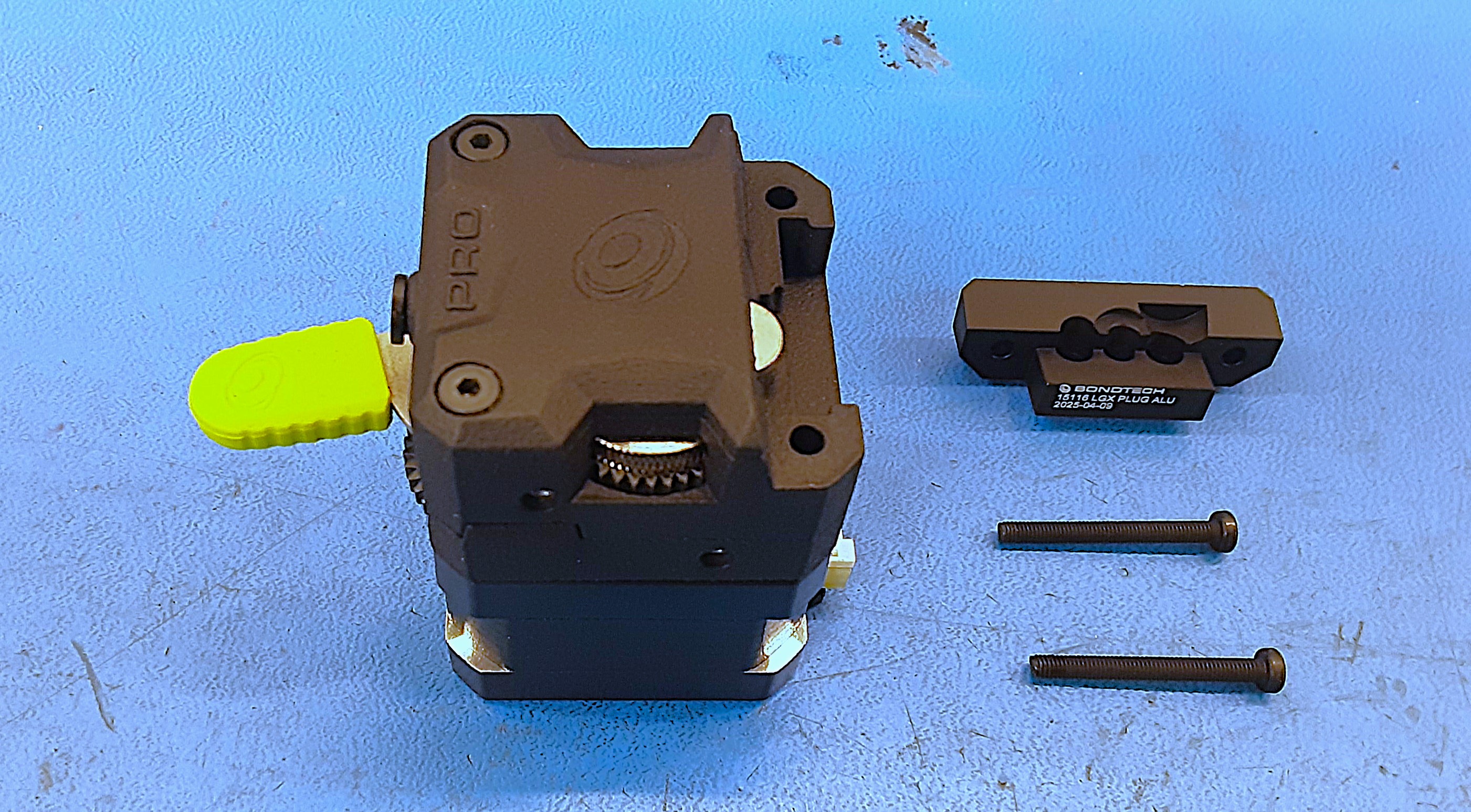
3B) Remove the two screws holding on the LGX block and remove the block. Save the screws but, the LGX block will not be used again.
3C) Attach the Hot Block Assembly to PP-MP0335 using the two screws from the LGX block.



4A) Grab 1x AS-CB0209 and remove the braiding.
4B) Make sure the wires are not twisted up. Using one #1 screw from HD-MS0100 attach the ground wire to the hot block.
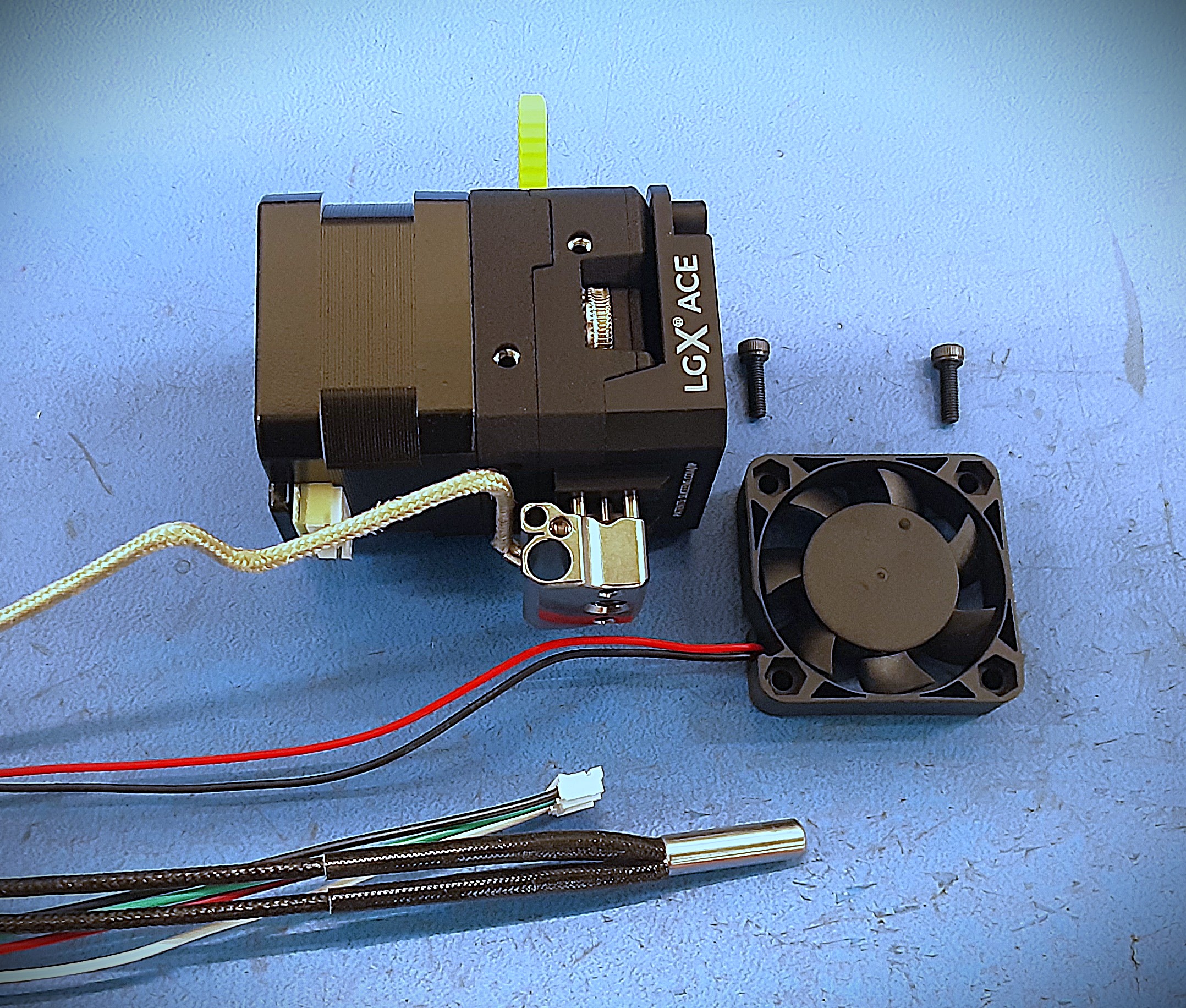
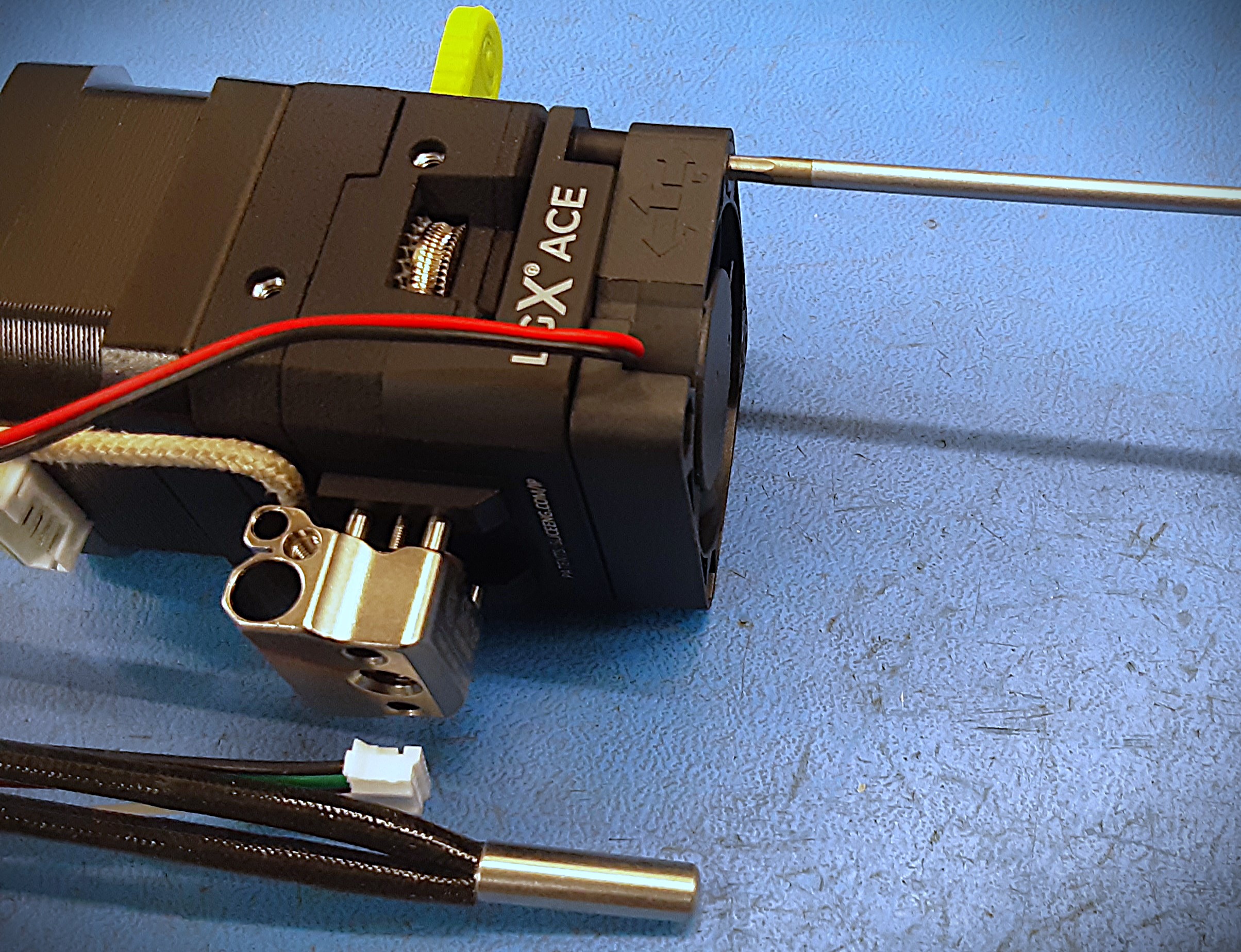
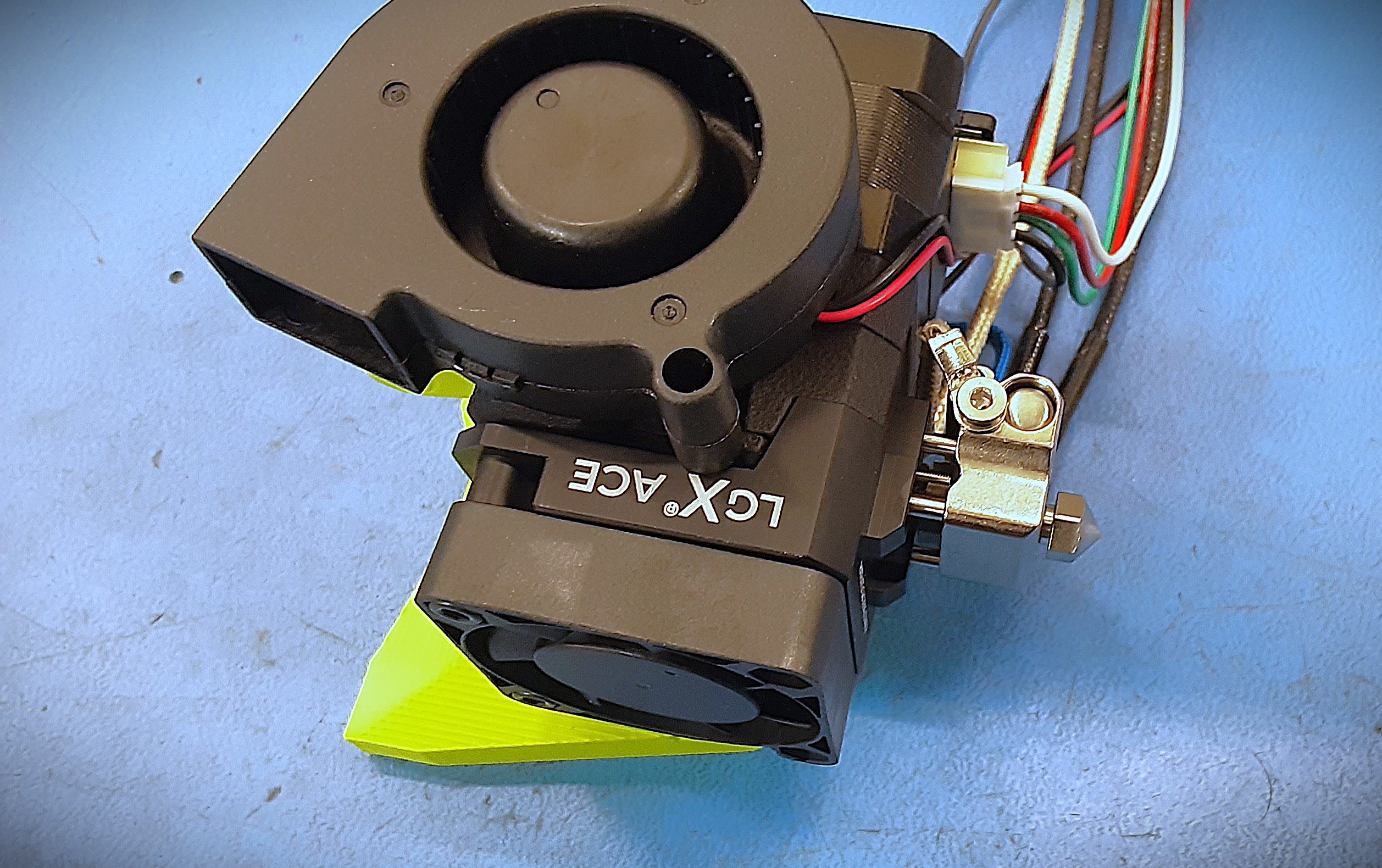
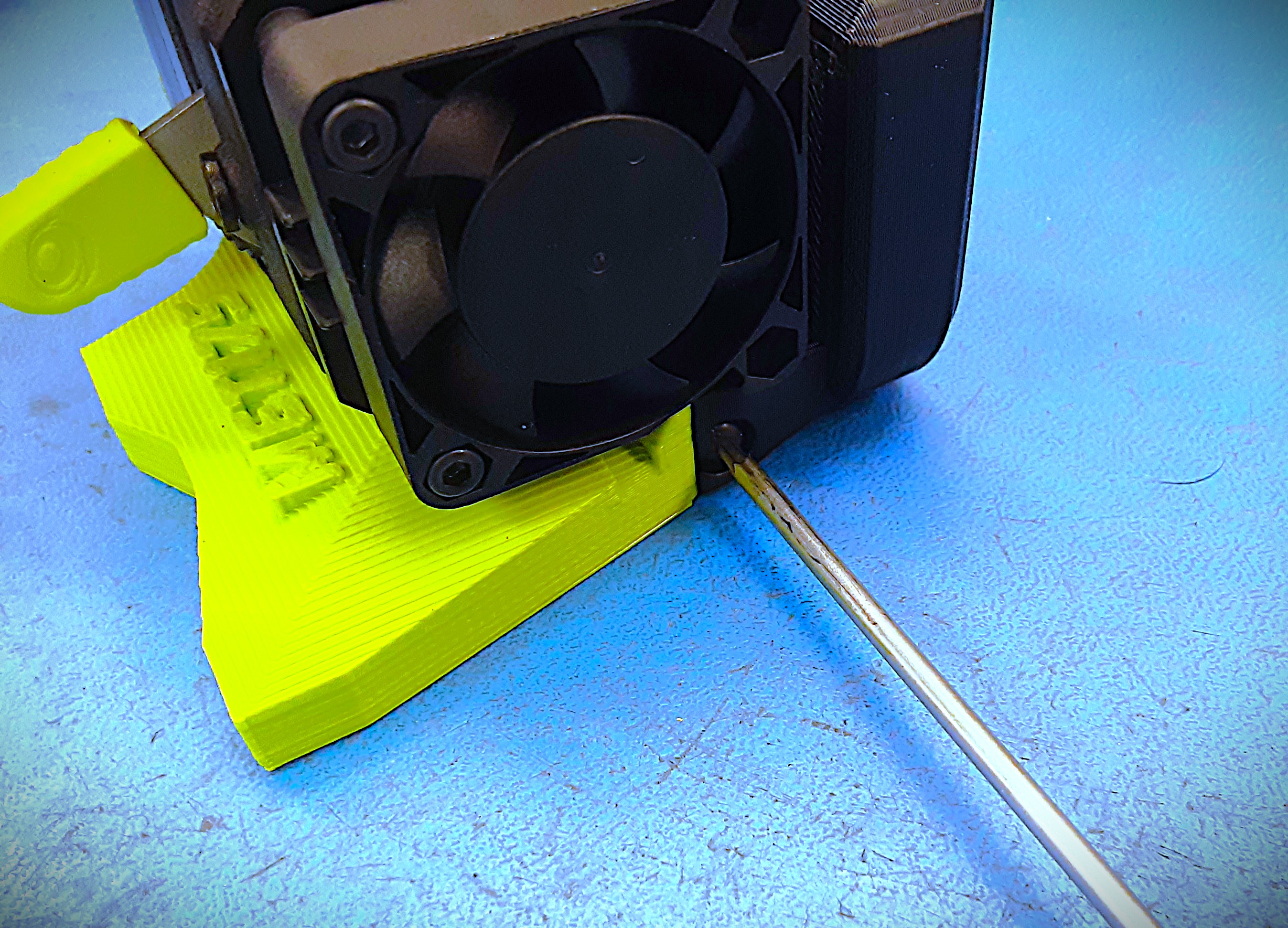
4C) Grab 2x HD-BT0005 and attach the square fan to the heat sink.
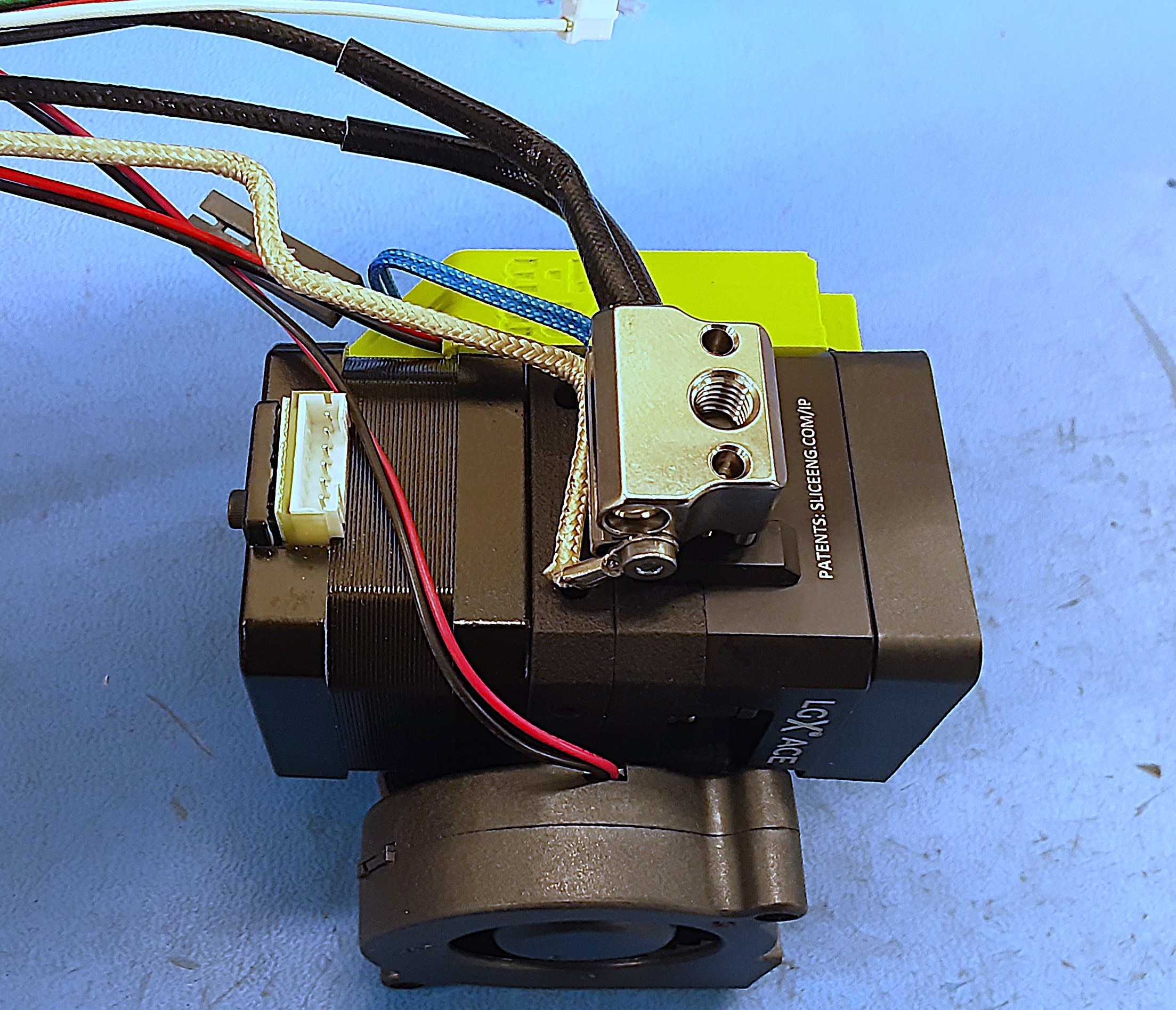
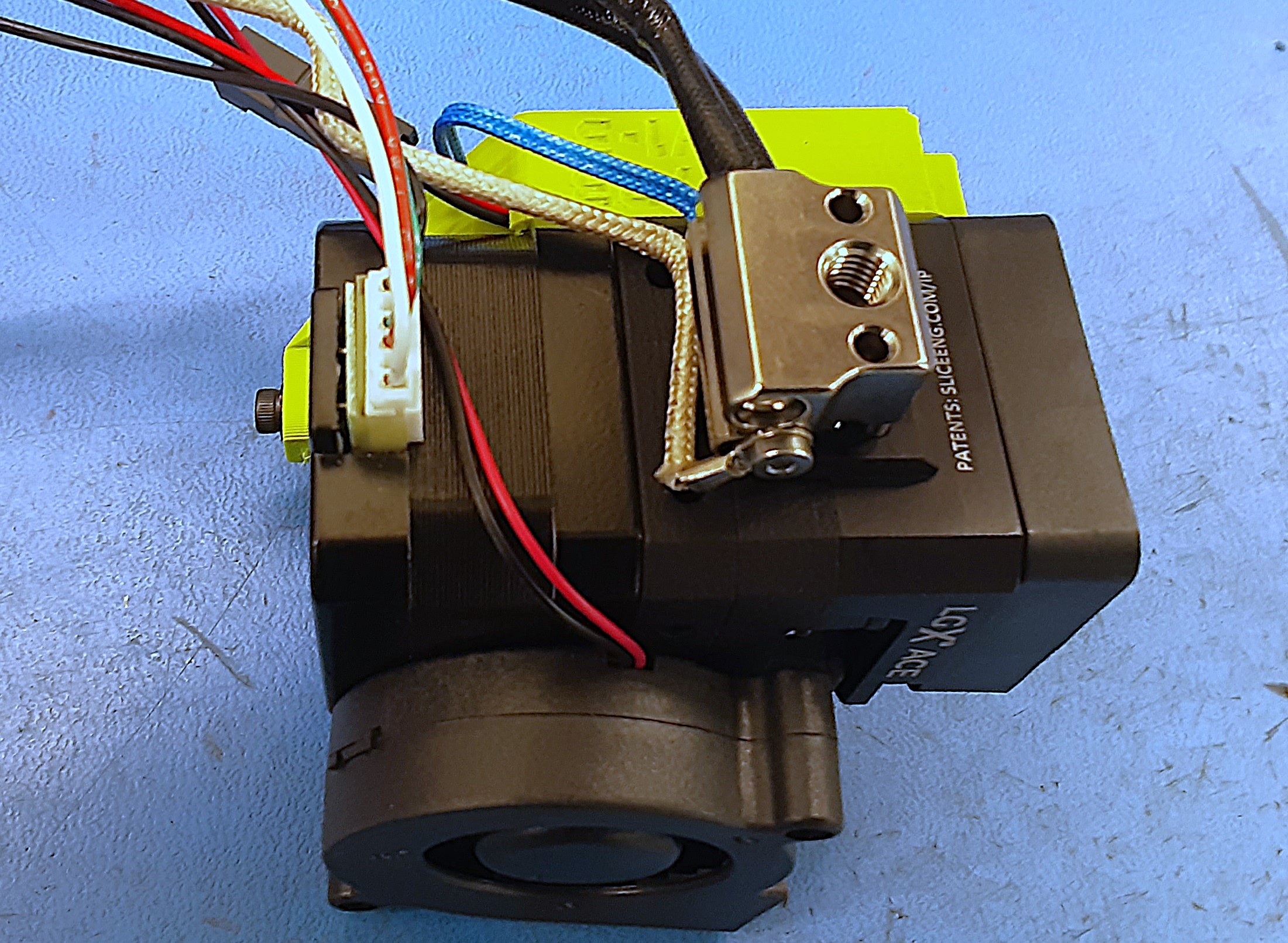
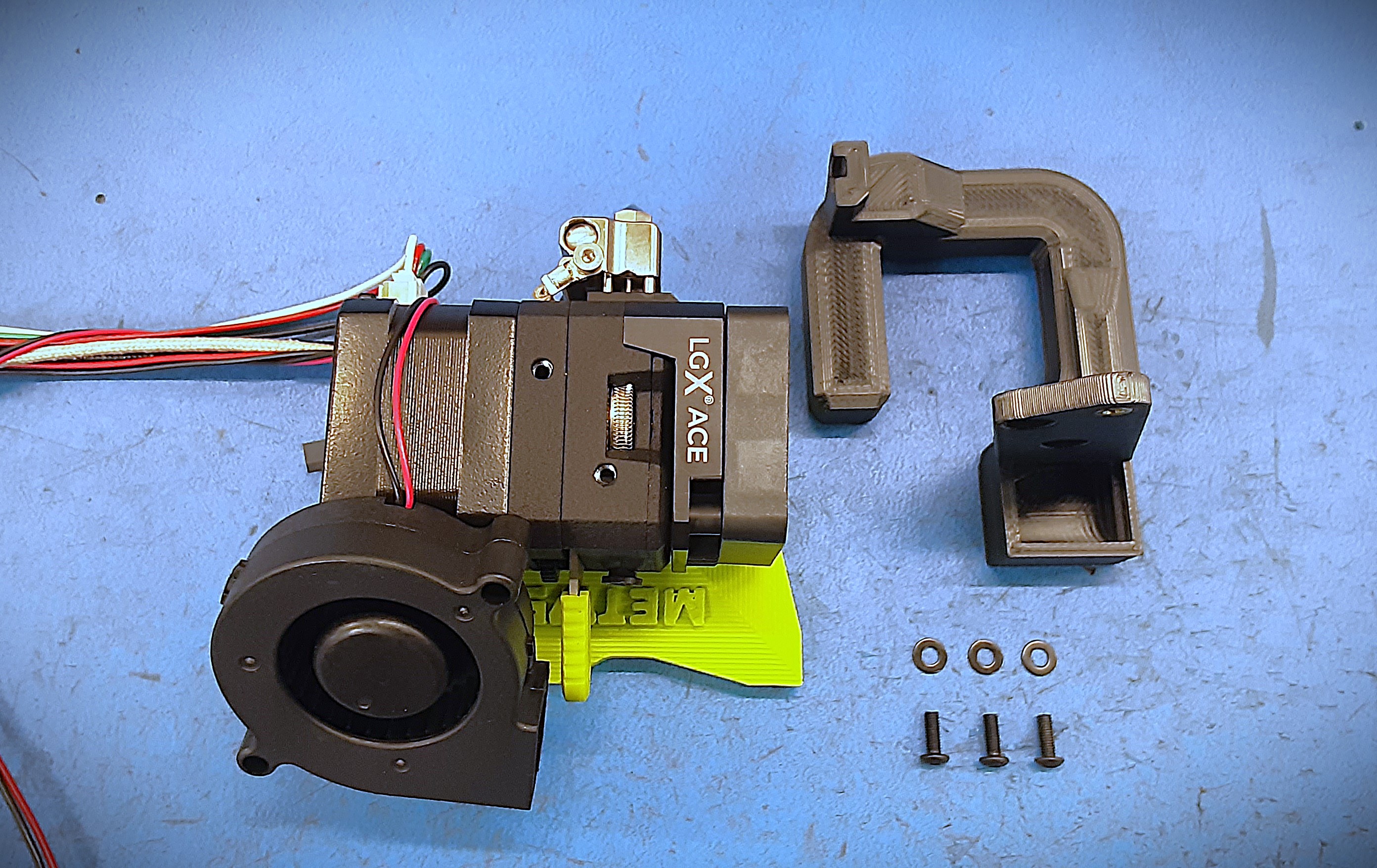
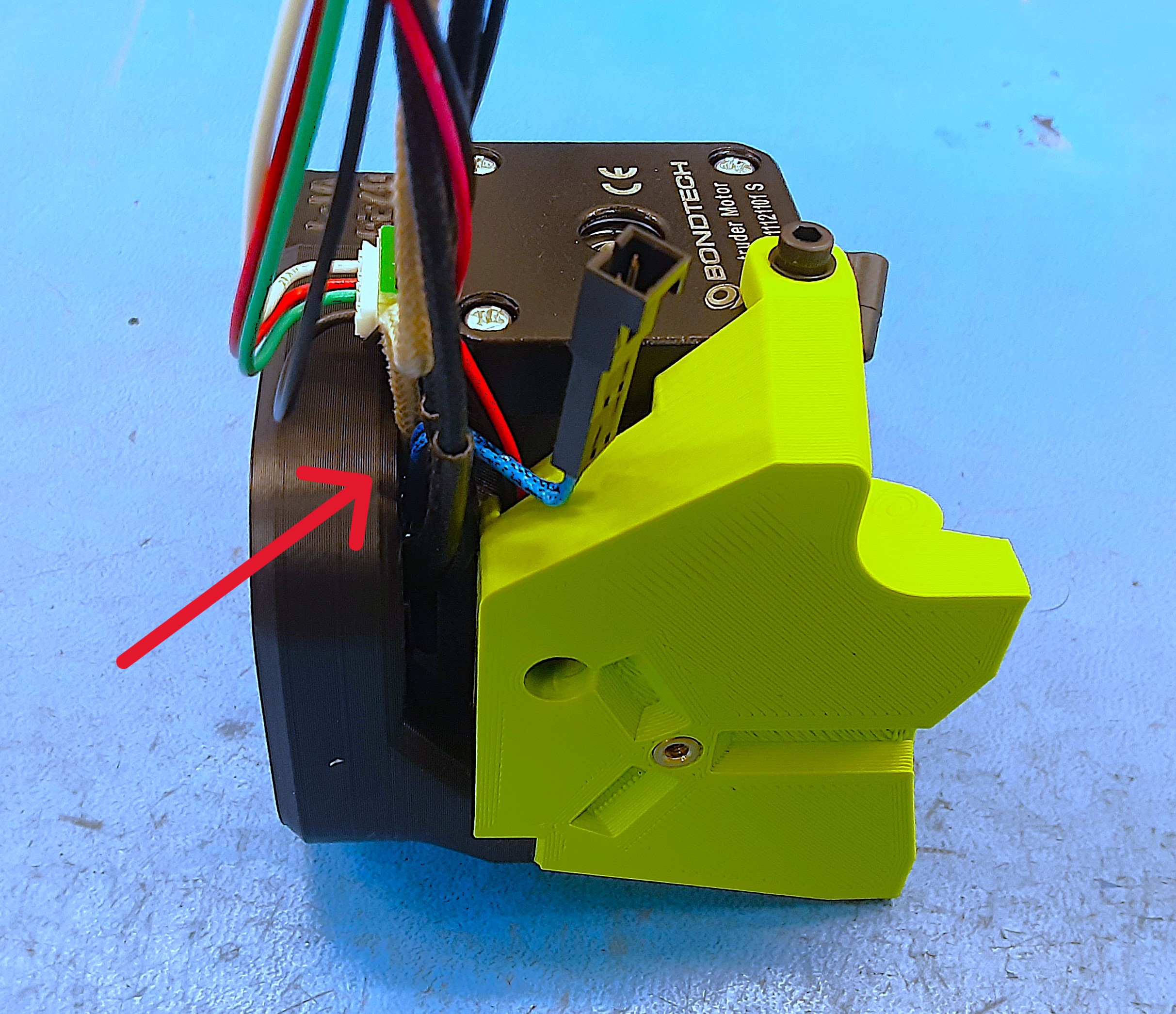
4D) Grab 1x HD-BT0039, 1x HD-BT0187, 2x HD-WA0038, and 1x PP-GP0733. Make sure the wires for the fan are in the channel of the mount block. Attach the tool head mount to the motor using HD-BT0039 and HD-WA0038 on the side of the motor. Use HD-BT0042 and HD-WA0038 on the bottom of the motor.
4E) Grab 1x EL-TH0012. Insert the heater cartridge from AS-CB0209 and EL-TH0012 into the hot block and secure using one #1 screw from HD-MS0100.
4F) Run the blower fan in between the rest of the wires and the motor. Plug in the motor wires to the motor.
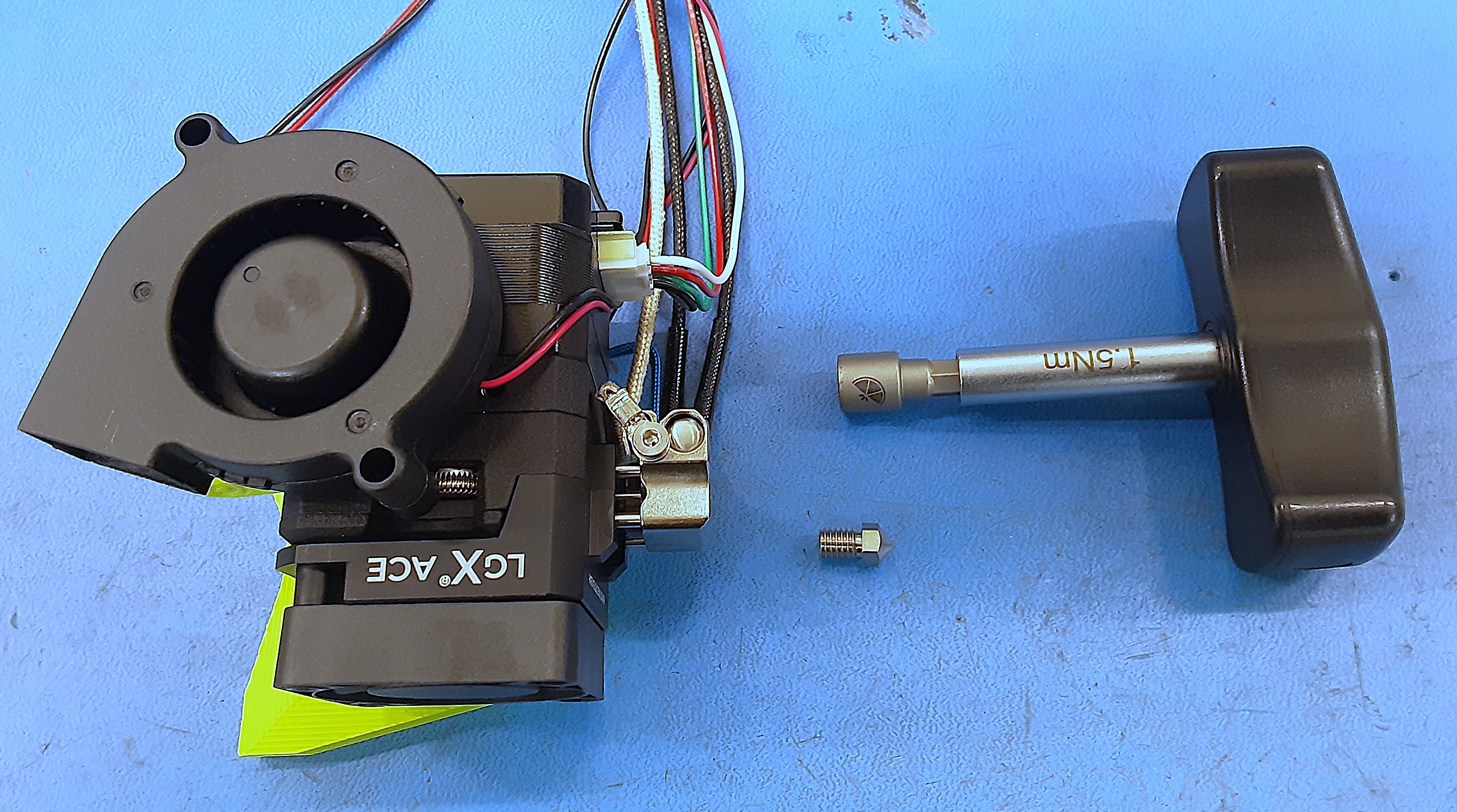
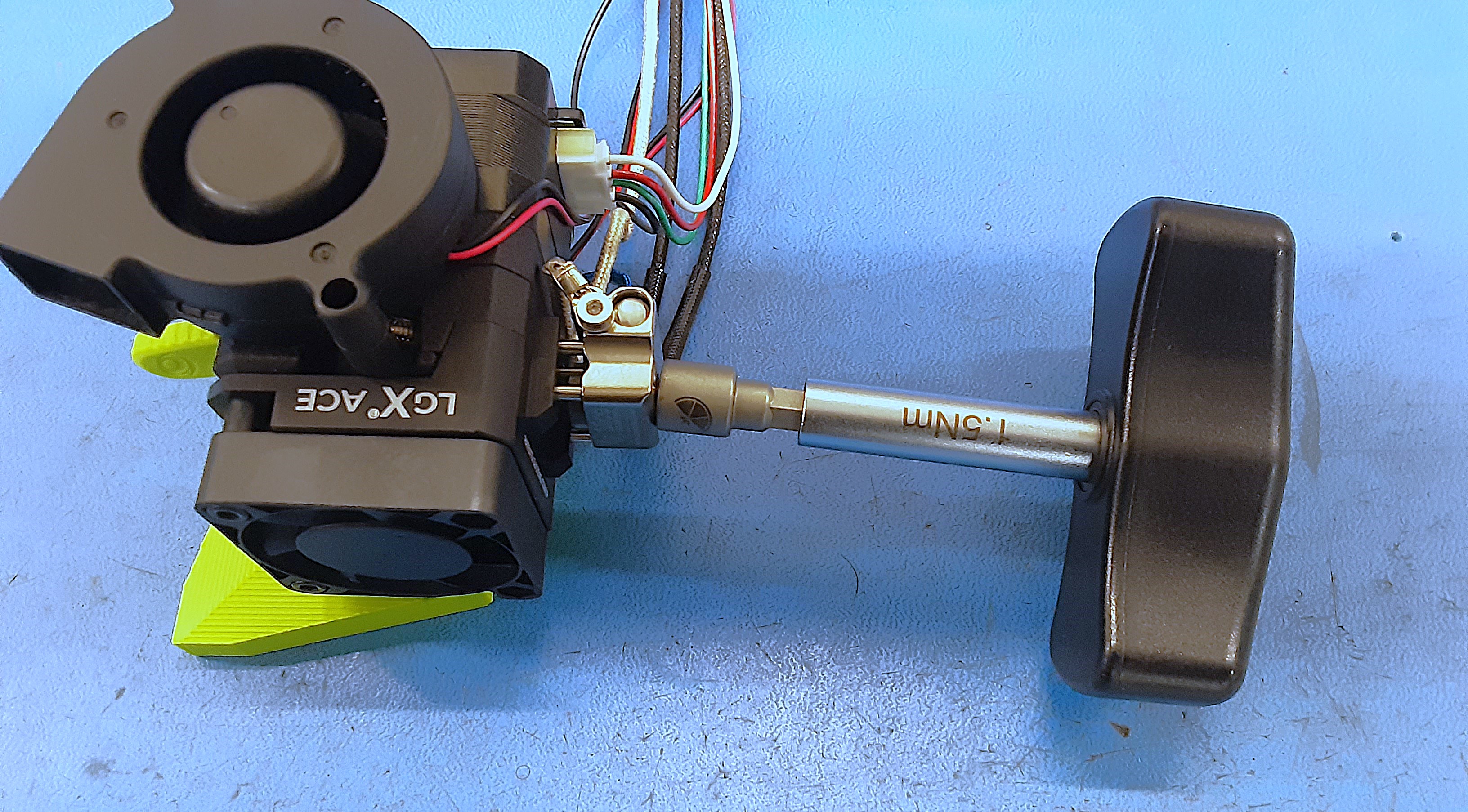
4G) Grab 1x PP-MP0412.
4H) Attach PP-MP0412 to the hot block and torque the nozzle.
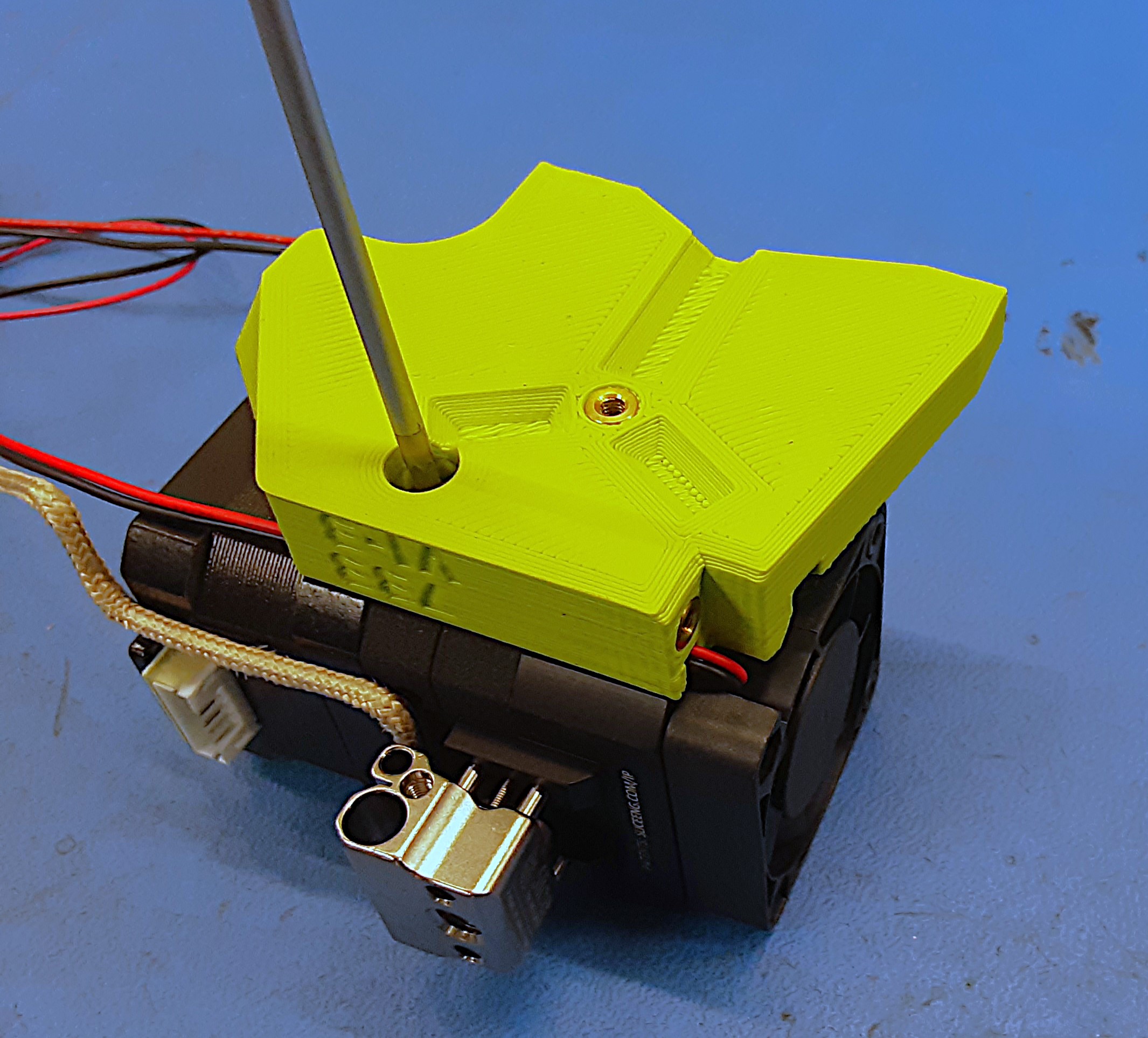
4I) Grab 1x PP-GP0726, 3x HD-BT0137, and 3x HD-WA0038.
4J) When attaching the blower shroud make sure the wires did not get stacked up and the blower shroud will sit properly when attached
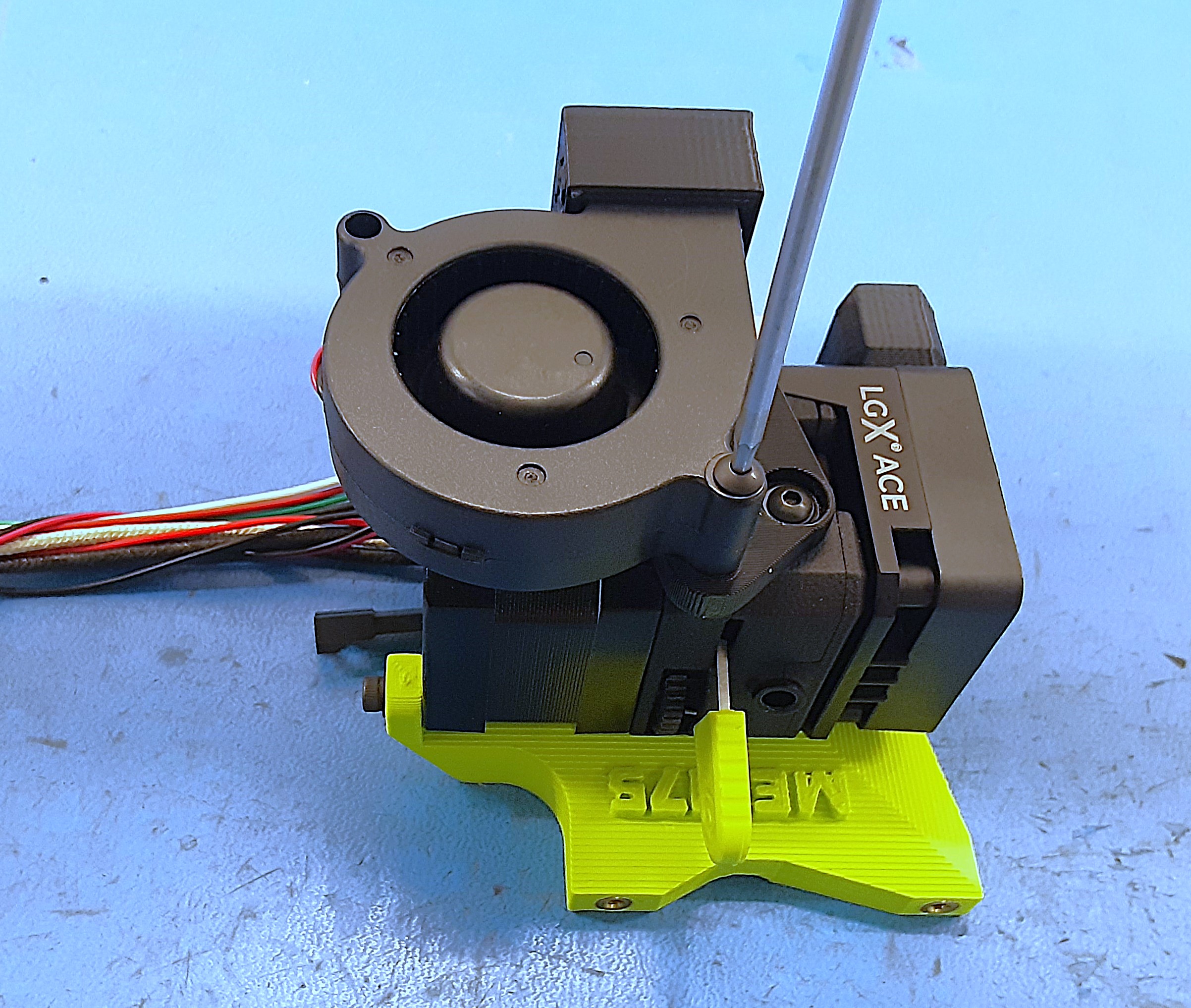
4K) Attach the blower shroud to the mount block using HD-BT0137 and HD-WA0038. Then attach the blower shroud to the motor using 2x HD-BT0137 and 2x HD-WA0038.


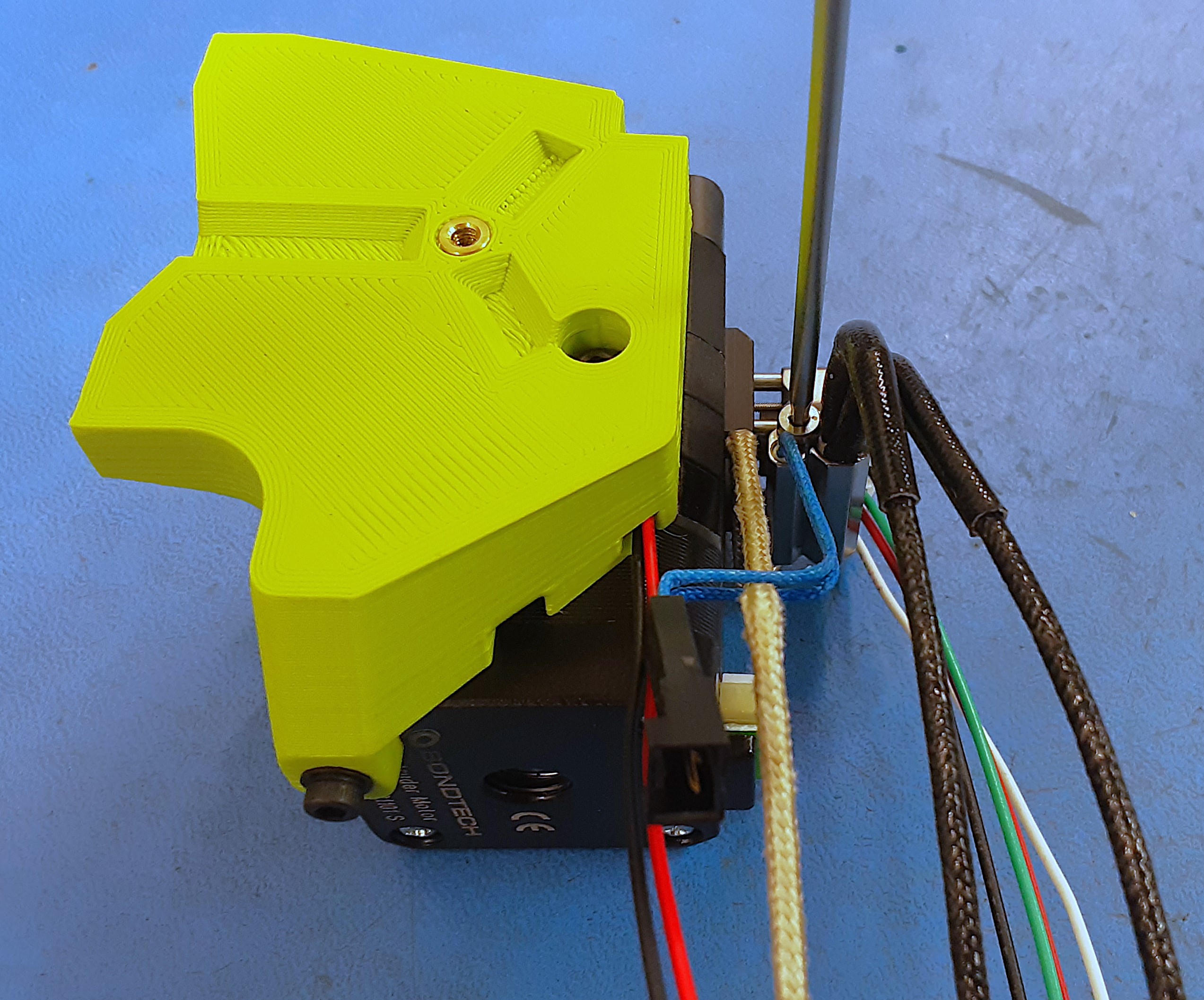
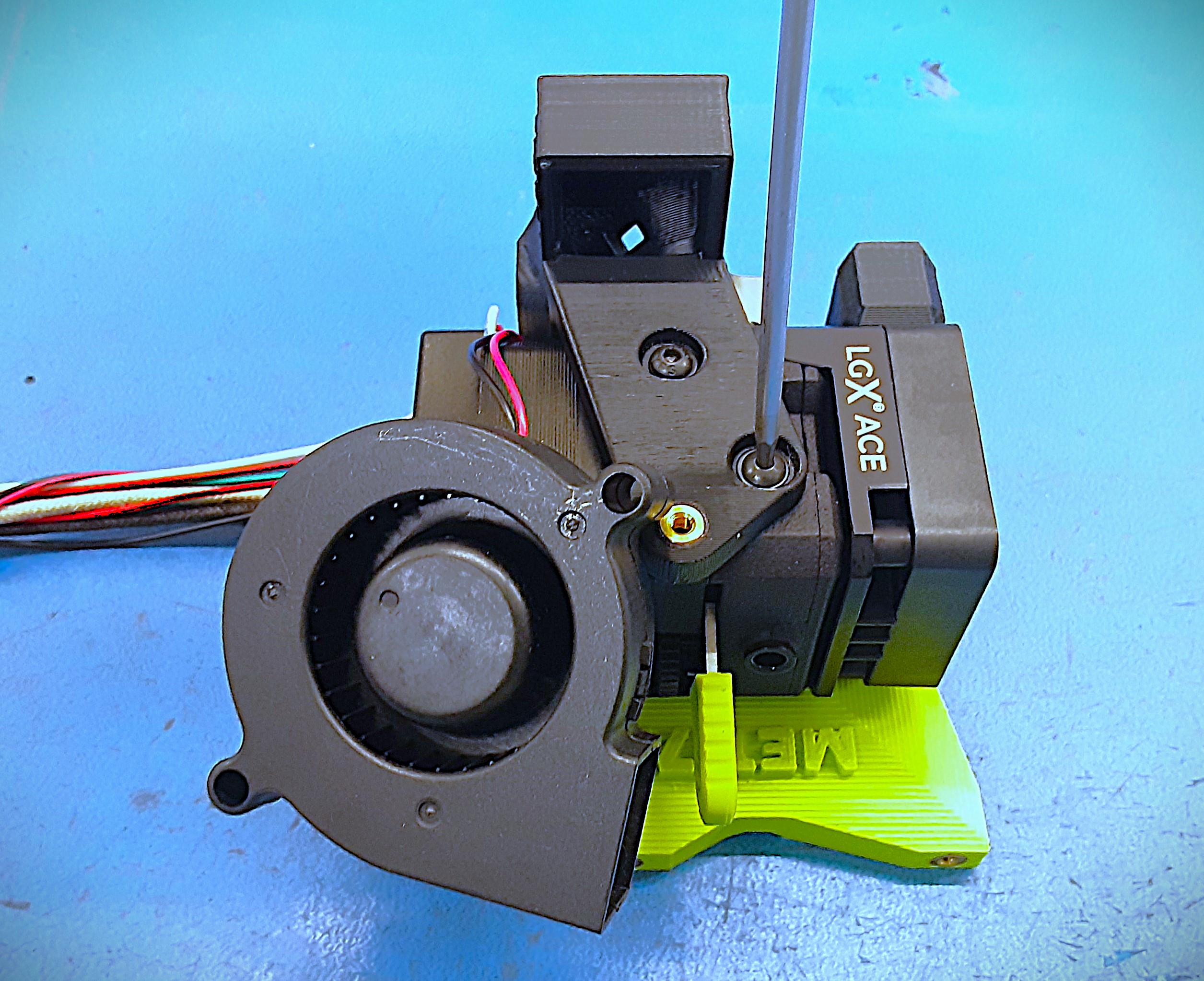
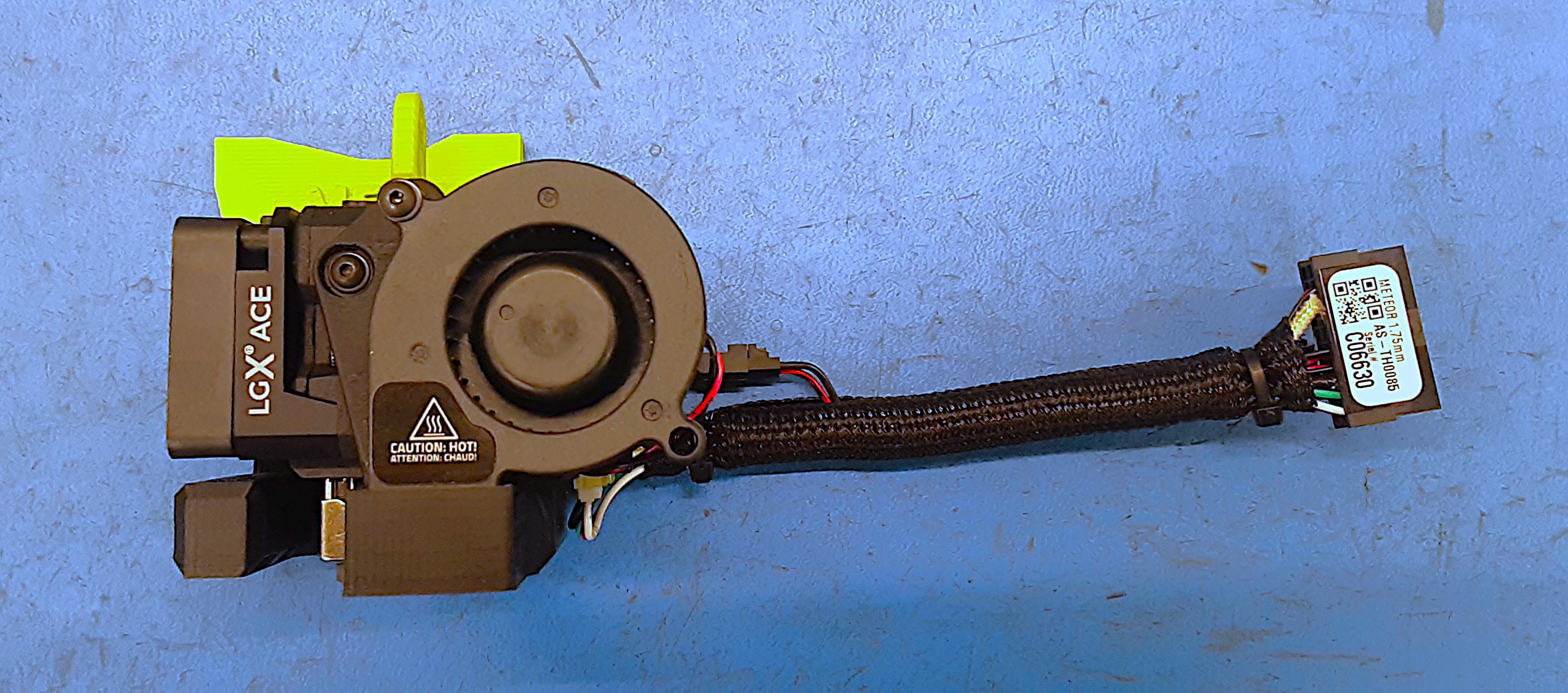
5A) Insert the blower fan into the blower shroud and attach it to the blower shroud using 1x HD-BT0171 and 1x HD-WA0038.
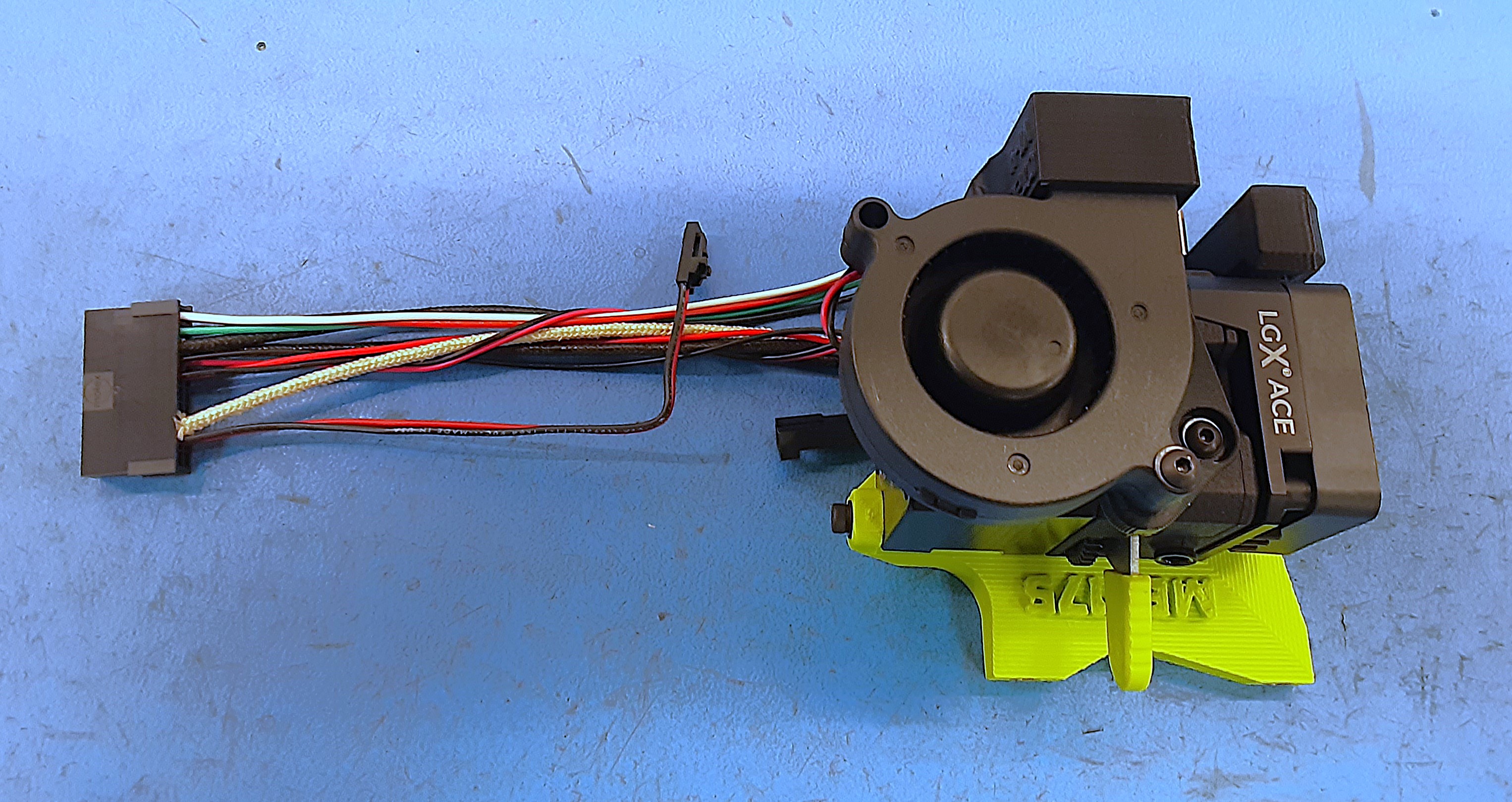
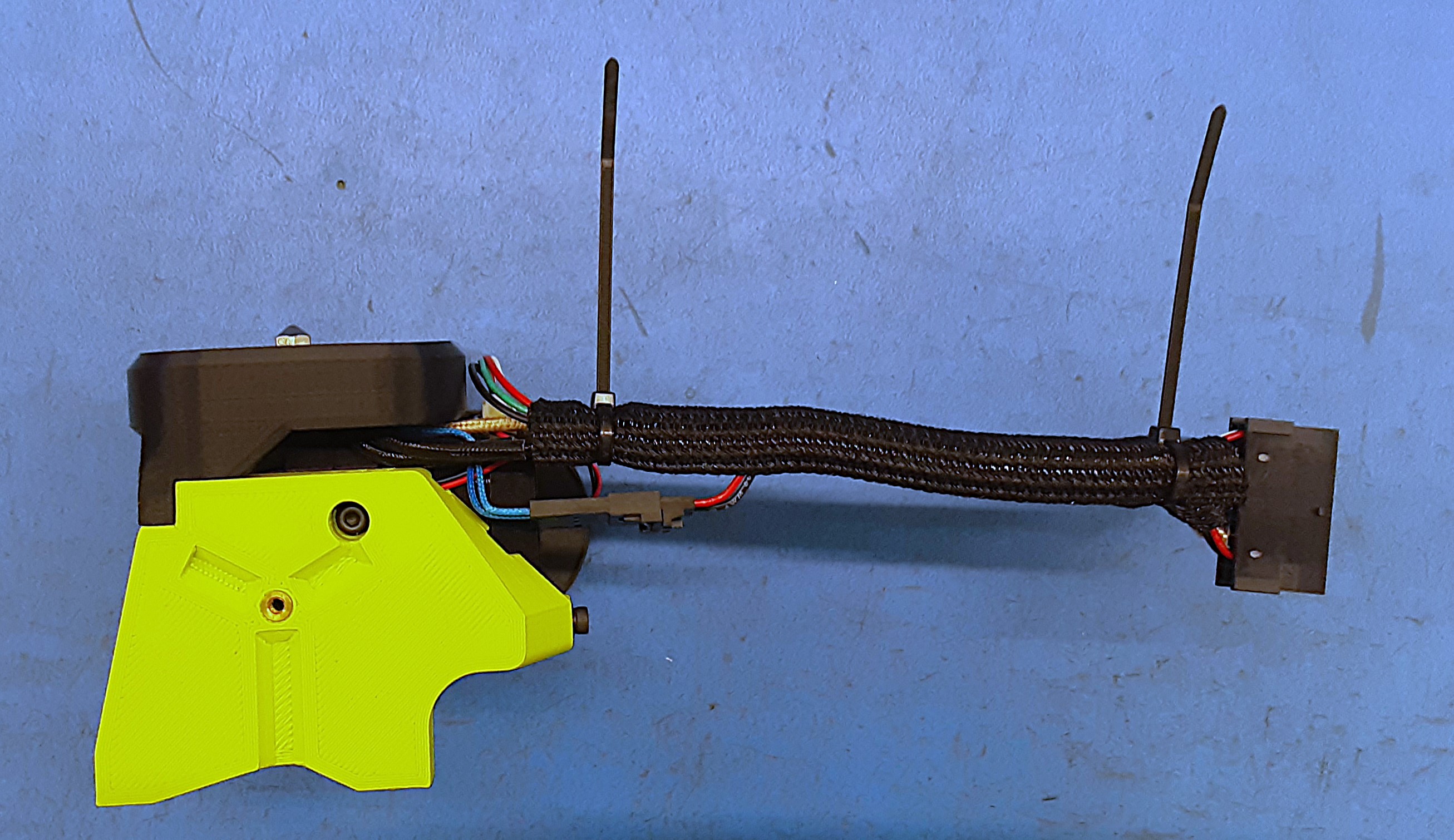
5B) Reattach the wire harness braiding having the thermistor wire sticking out the side.
5C) Secure the braiding using 2x HD-MS0588. Plug the thermistor into the wire harness.
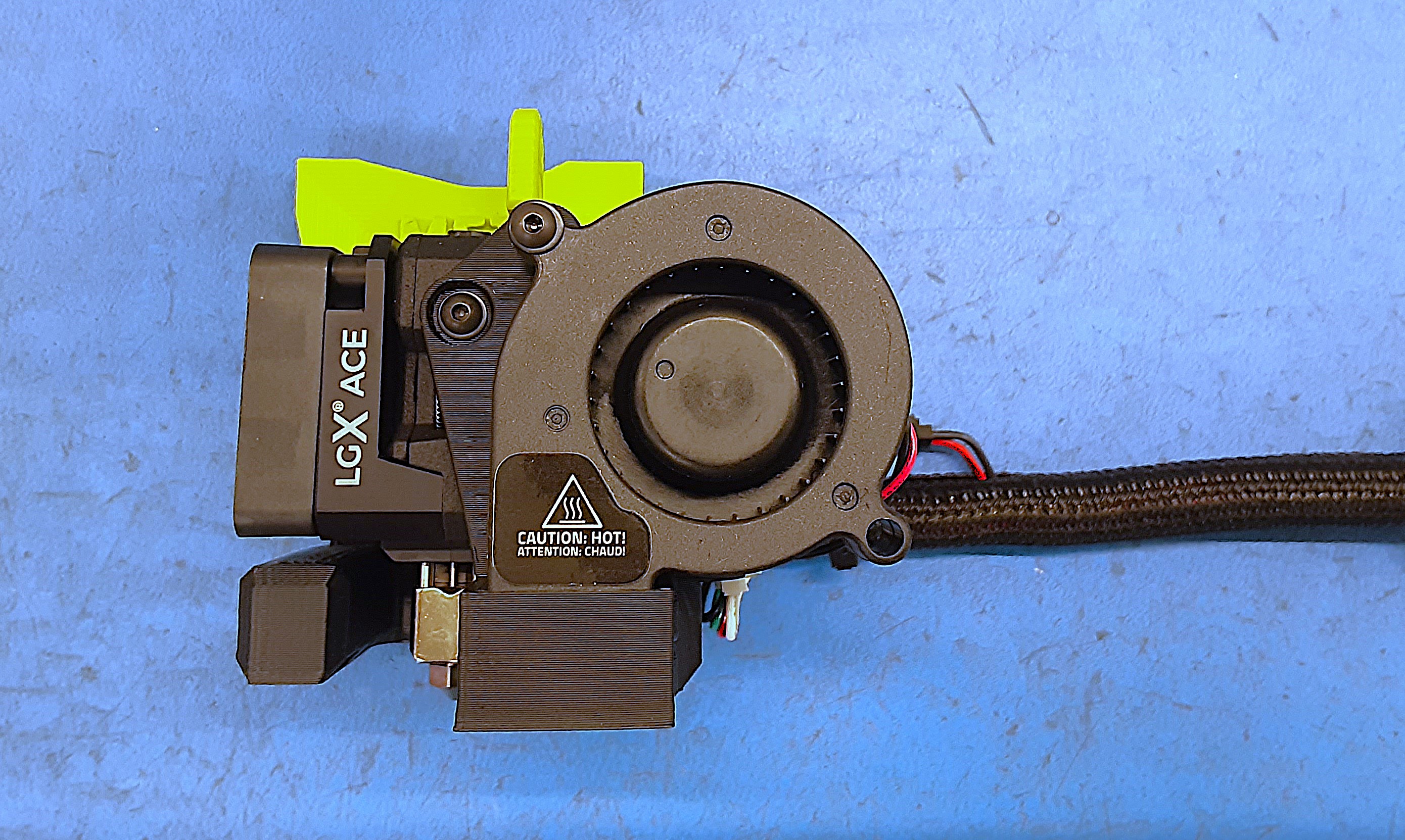
5D) Attach 1x DC-LB0154 to the blower fan where shown.
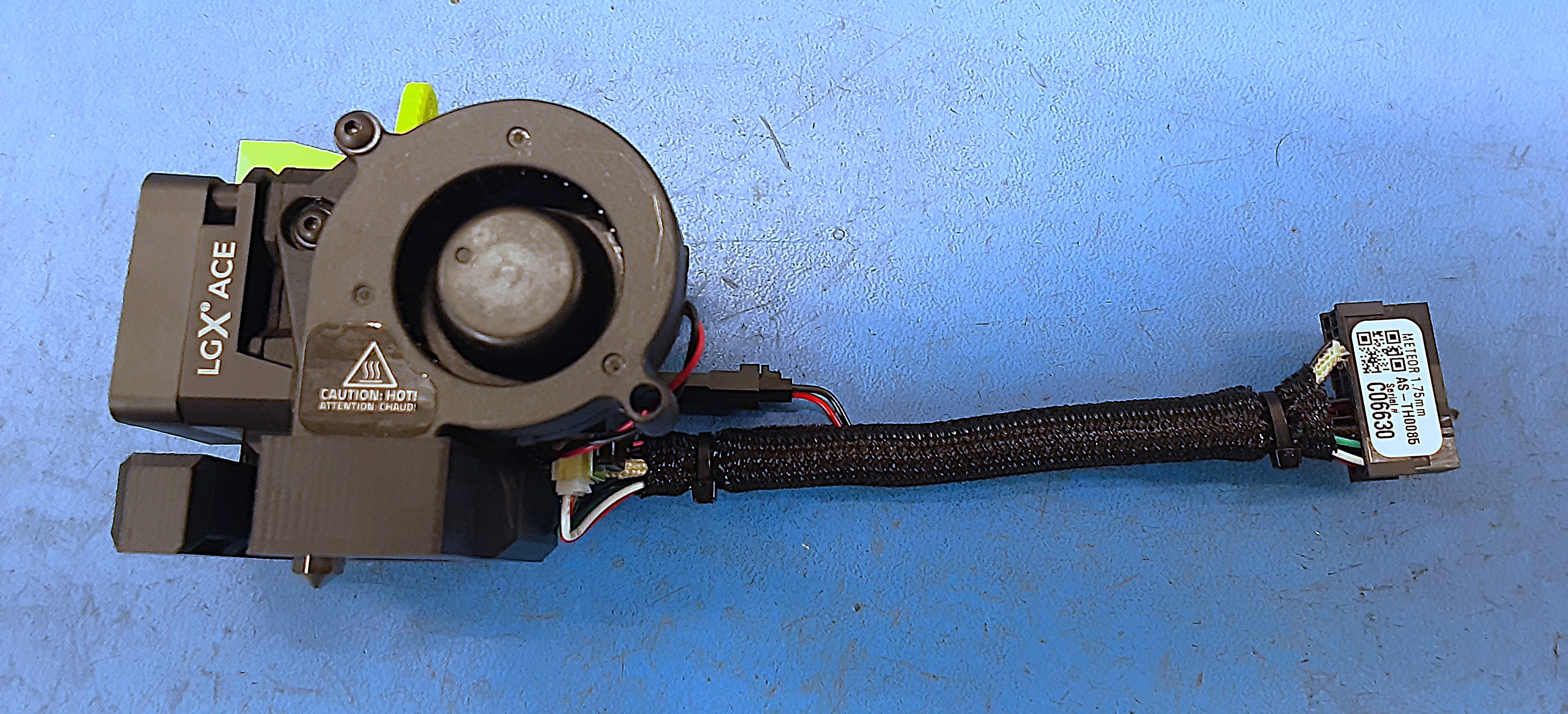
5E) Attach 1x DC-LB0160 to the wire harness connector where shown.
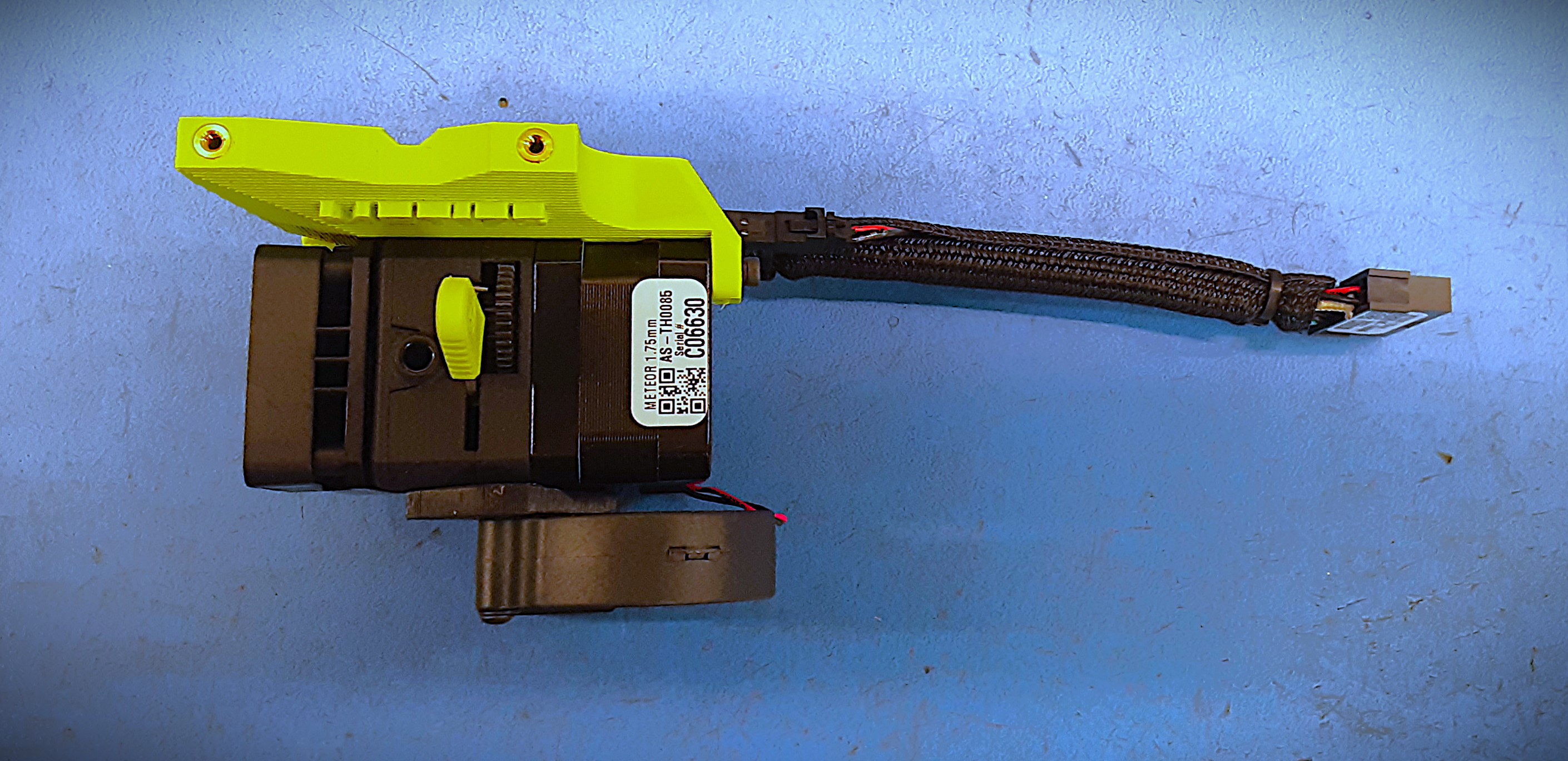
5F) Attach 1x DC-LB0160 to the motor where shown.
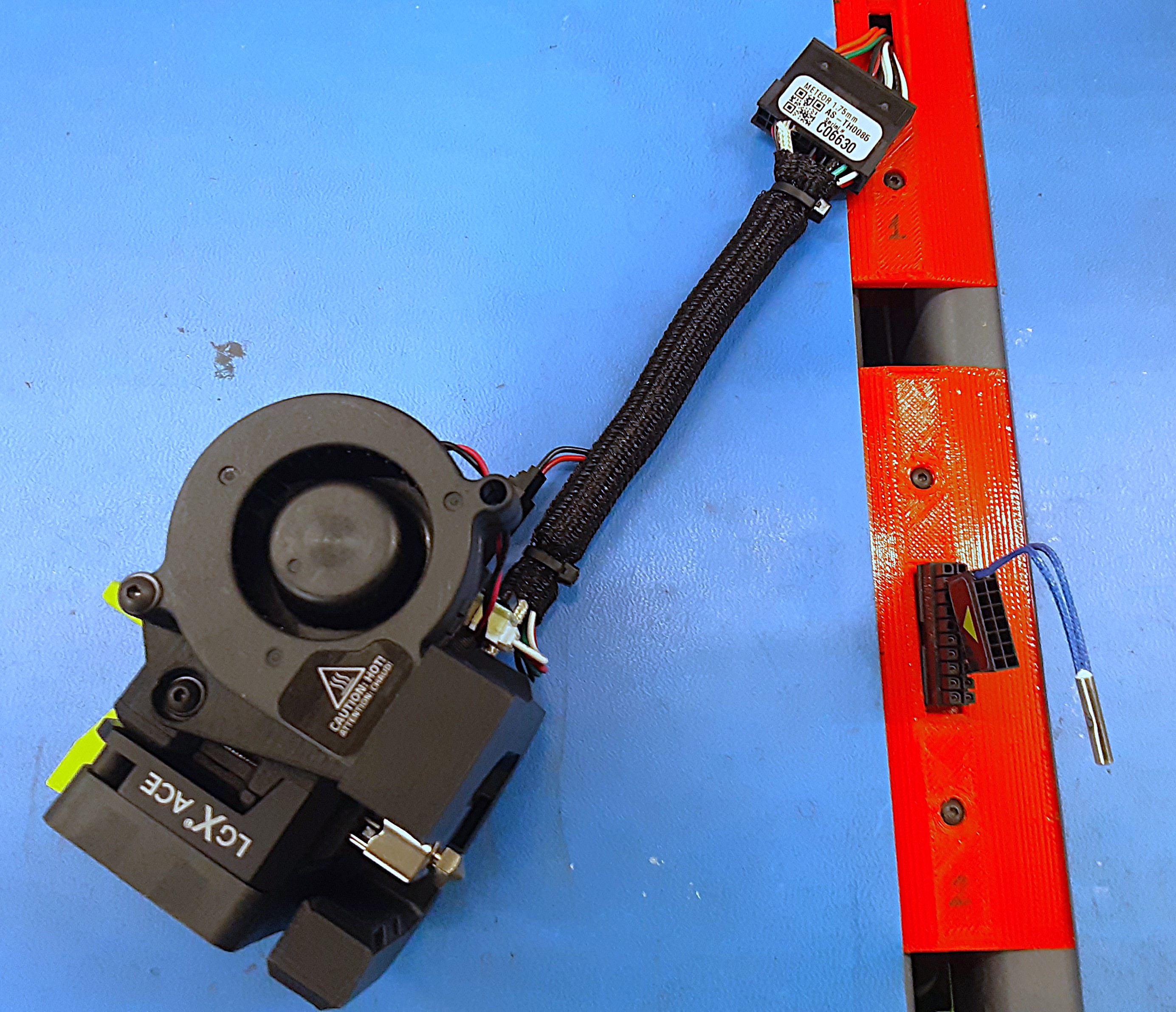
6A) Plug the tool head into plug “1” and the thermistor jumper in plug “2”.
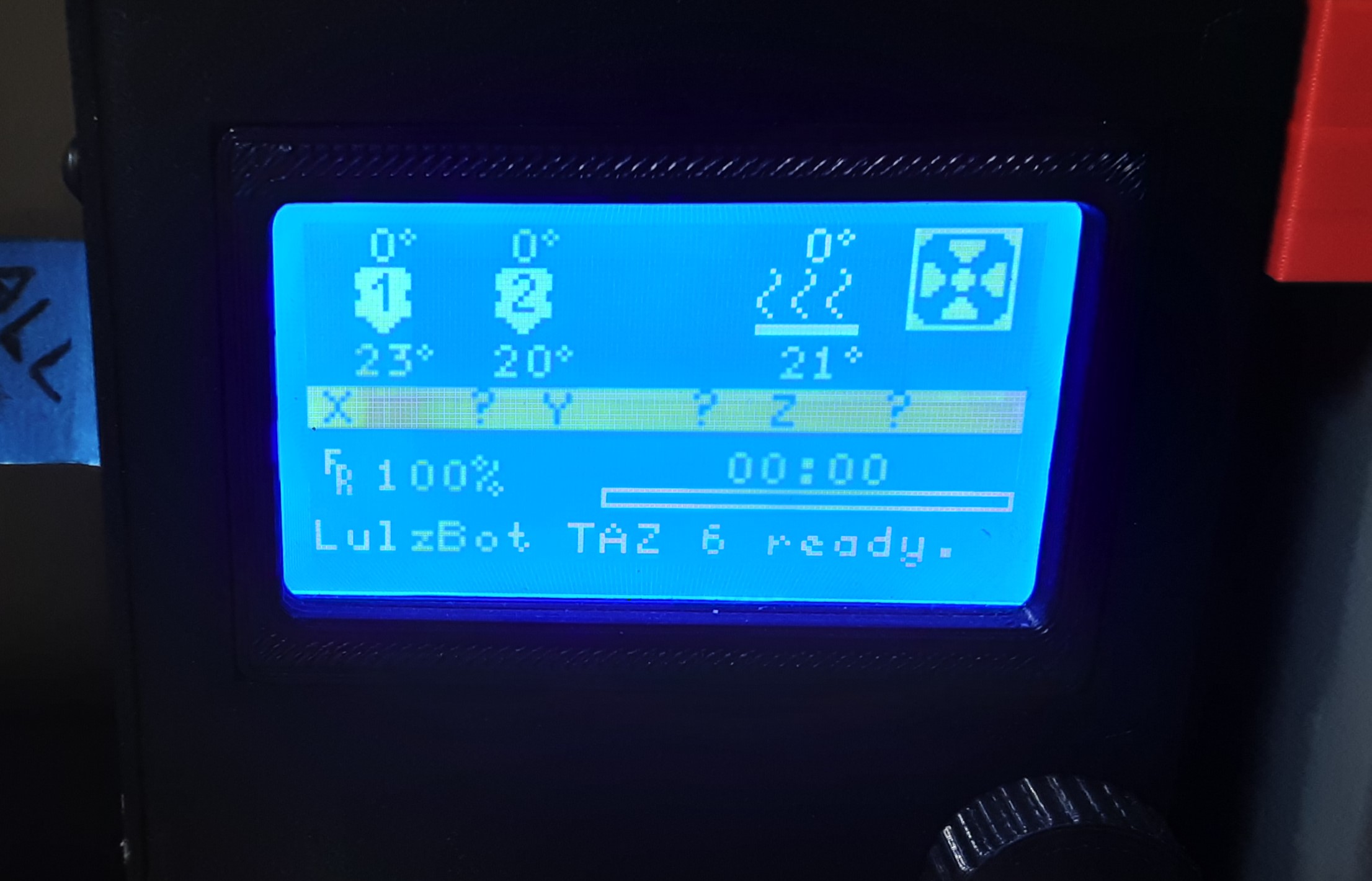
6B) Turn on the test printer and push the knob in.
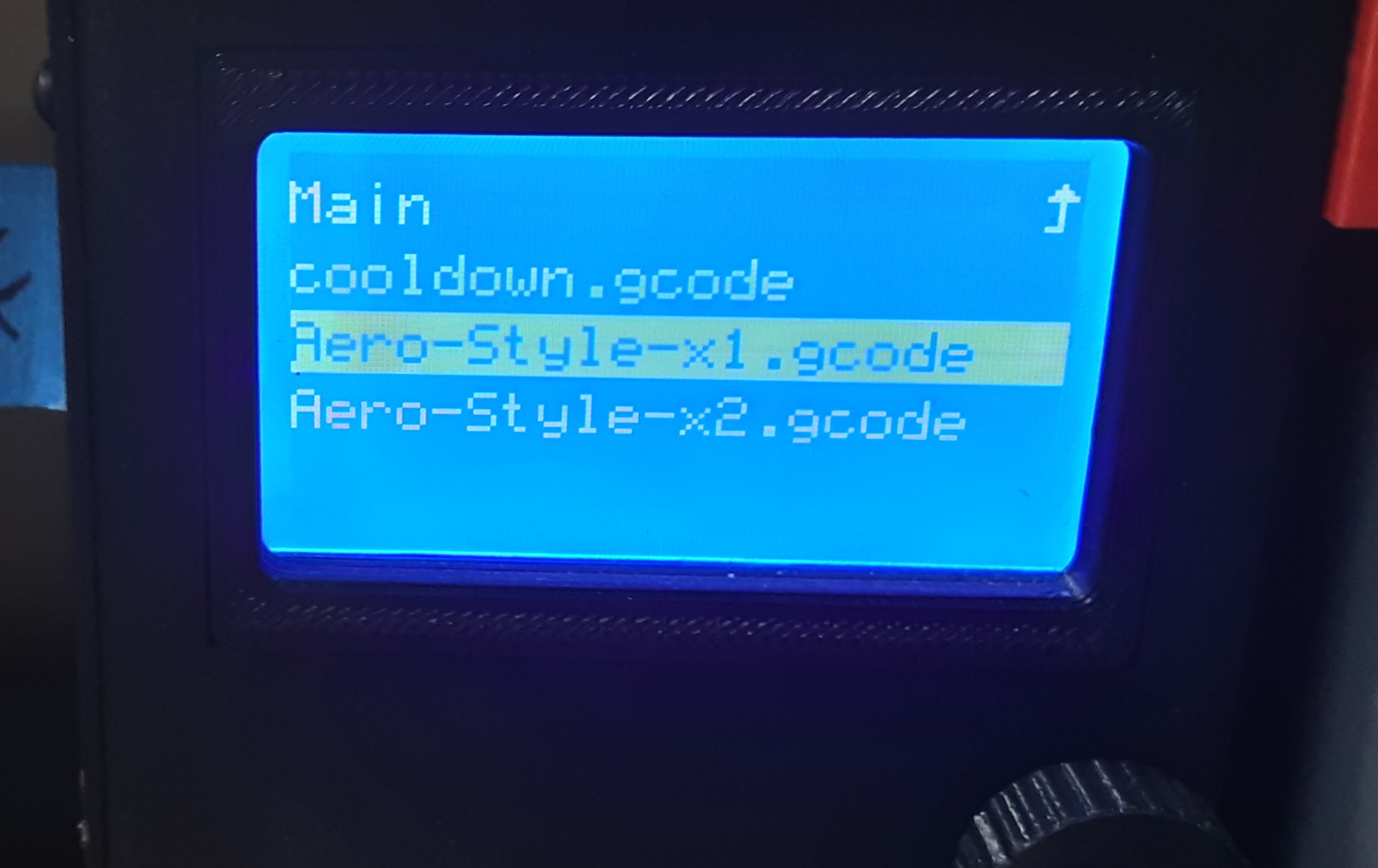
6C) Scroll down and select “Print From SD”
6D) Select “Aero-Style-x1.gcode”
Note:
Two Meteor tool heads can be tested at once. If doing this do not use the thermistor jumper and plug in two tool heads. Then select “Aero-Style-x2.gcode”
The square fan should always be on while the printer is on. After selecting a print the blower fan(s) should kick in briefly and the tool head(s) should start to heat up. Once the tool head(s) heats up the motor(s) will cycle. After that the blower fan(s) will turn on to cool down the tool head(s).