Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Gather Materials
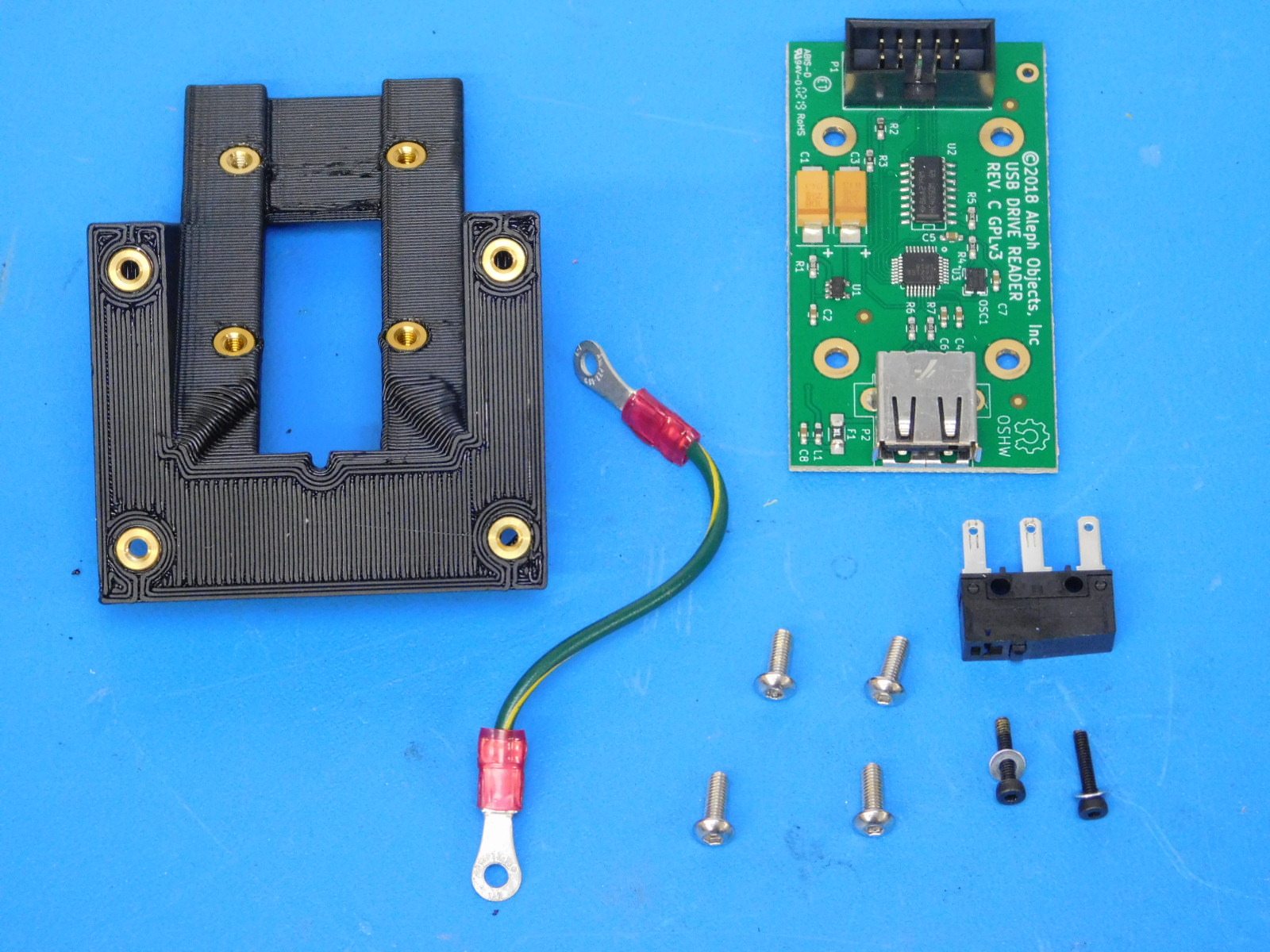
1x- [PC-BD0114] USB Reader Rev C PCBA
1x- [EL-SW0022] Switch Basic SPDT
2x- [HD-BT0107] SHCS M2x10
2x- [HD-WA0012] M2 Washer
4x- [HD-BT0104] BHCS M3x8, SST
1x- [PP-GP0383] USB Mount
1x- [EL-HR0164] USB Ground Harness
Be sure that you are properly grounded before starting this assembly.
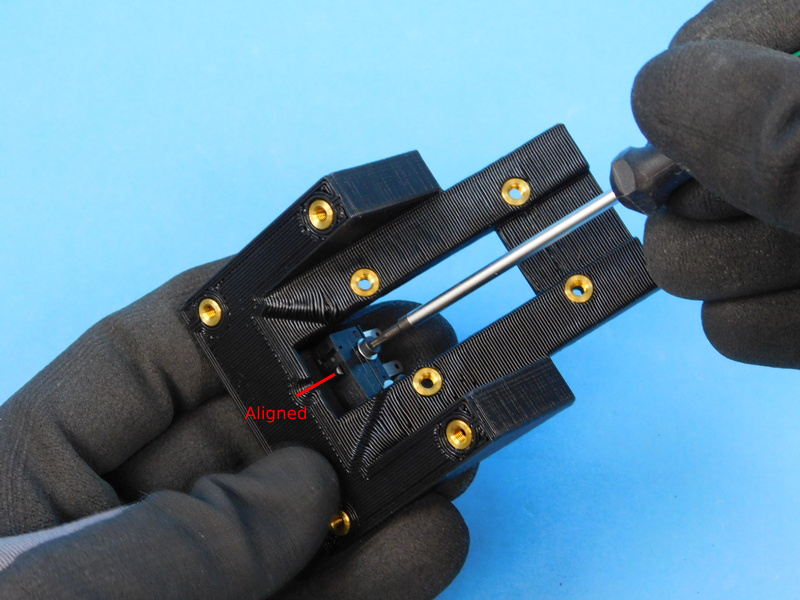
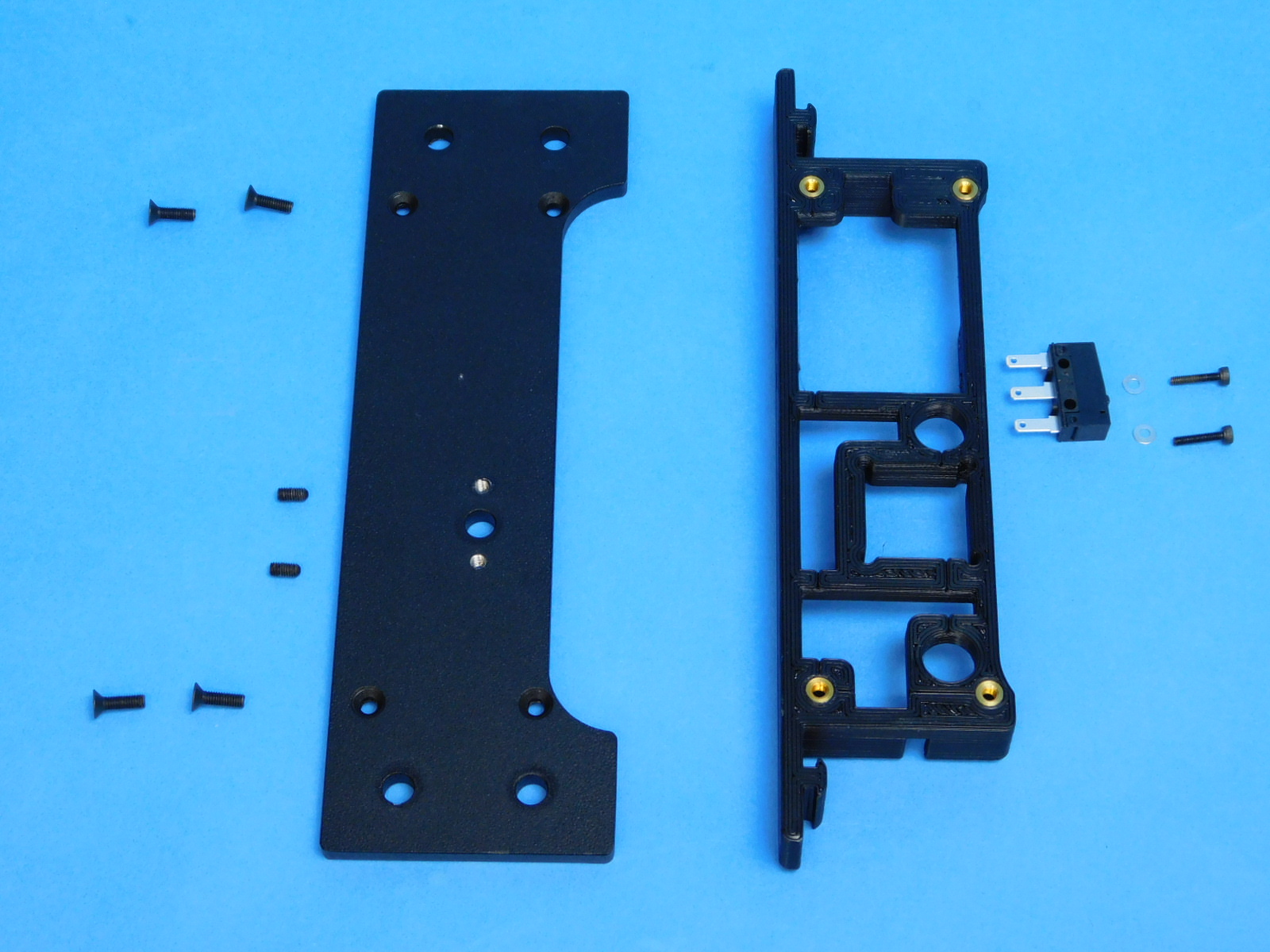
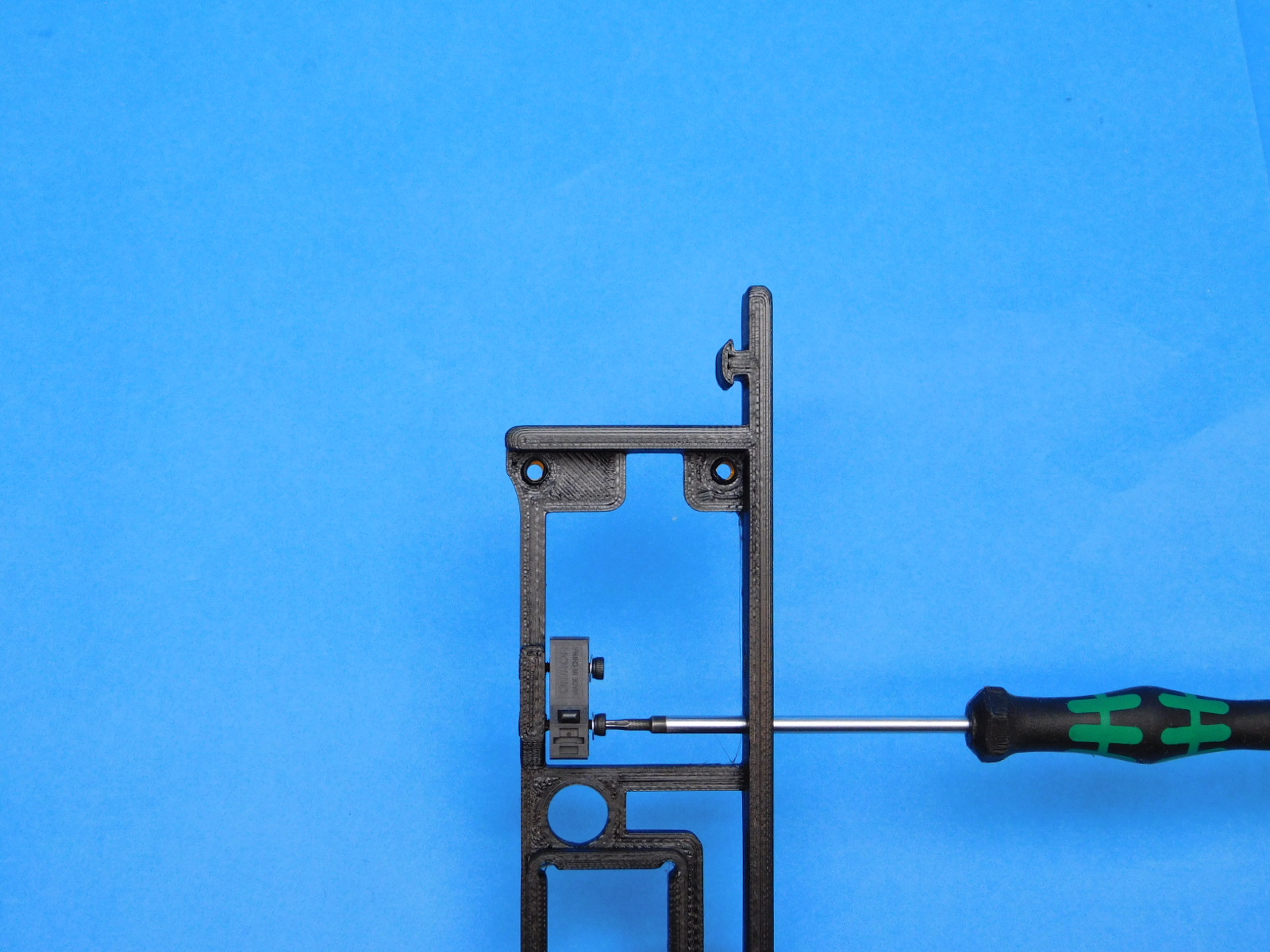
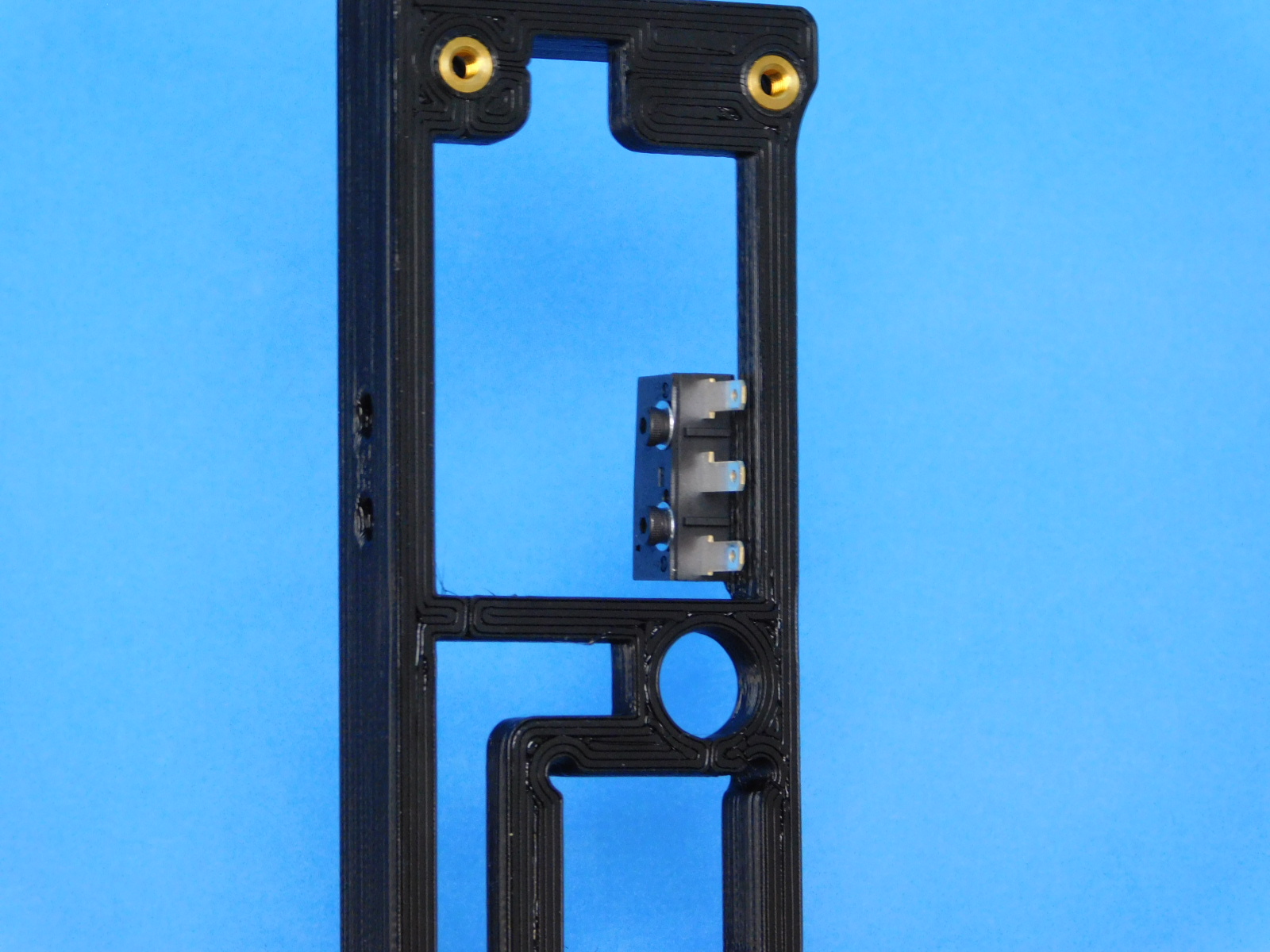
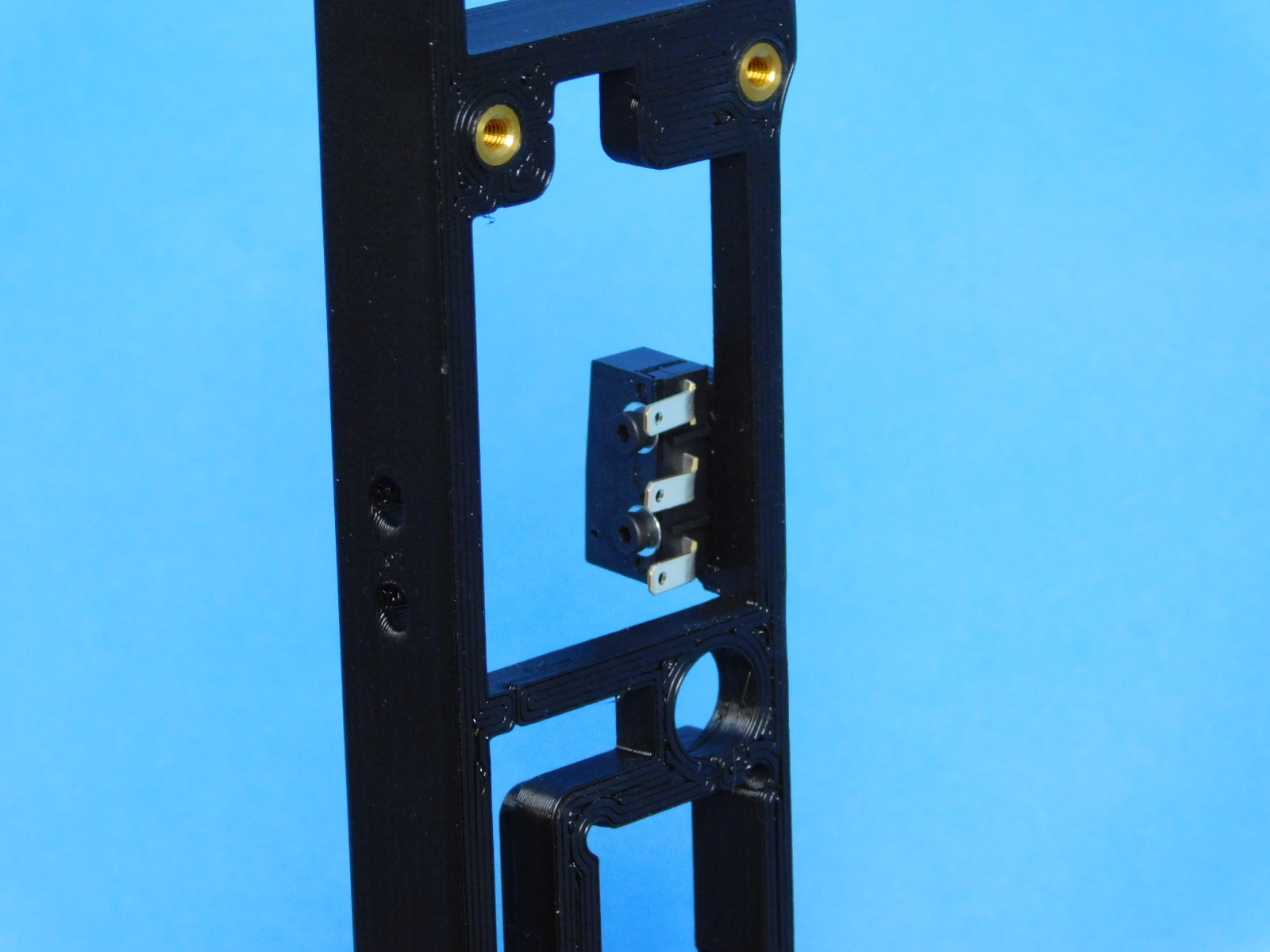
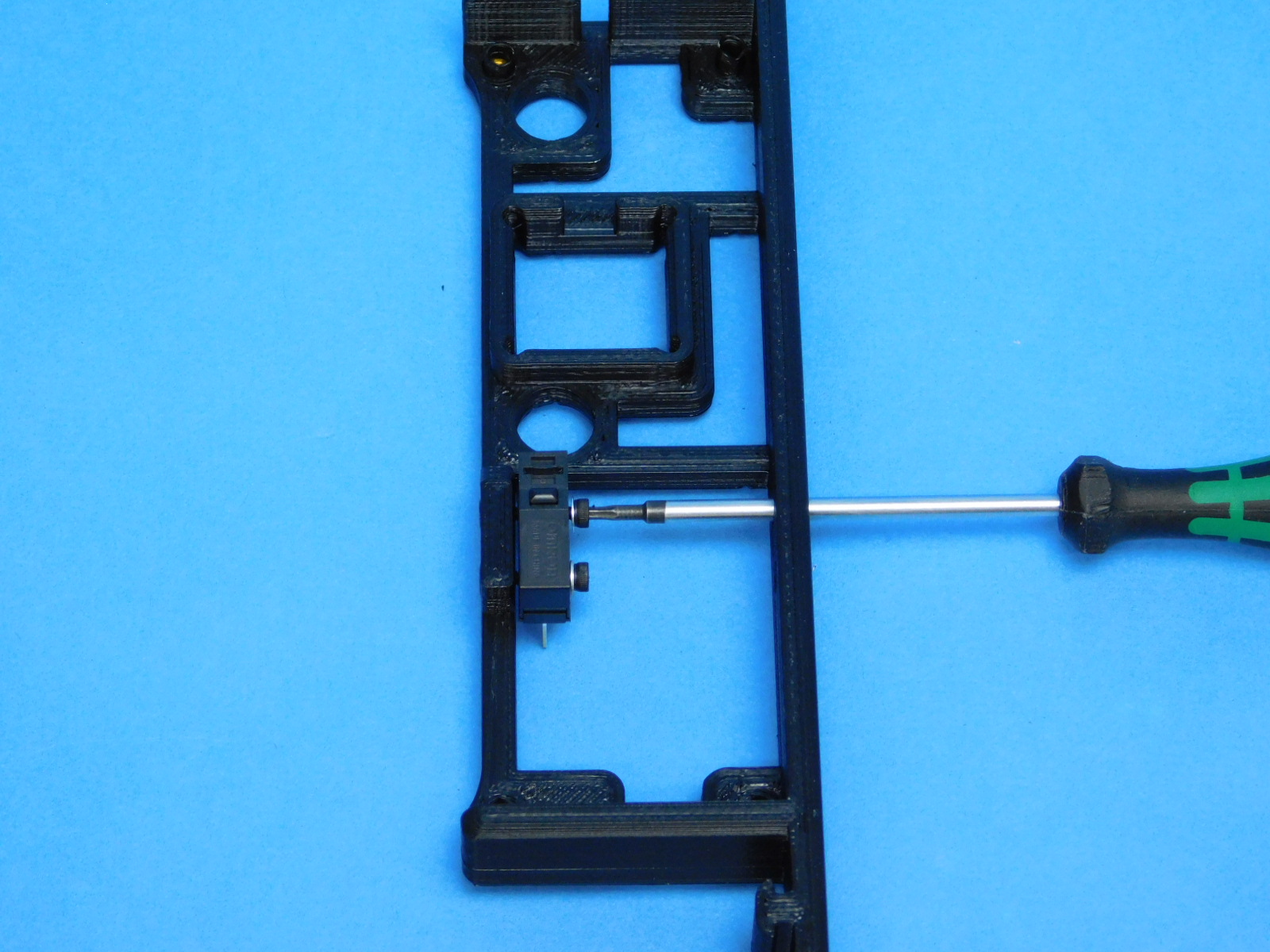
Use 2x SHCS M2x10 [HD-BT0107] fasteners and [HD-WA0012] M2 Washers to fasten the switch [EL-SW0022] to the USB mount [PP-GP0383].
Make sure that the small hole on the mount is lined up with the switch.
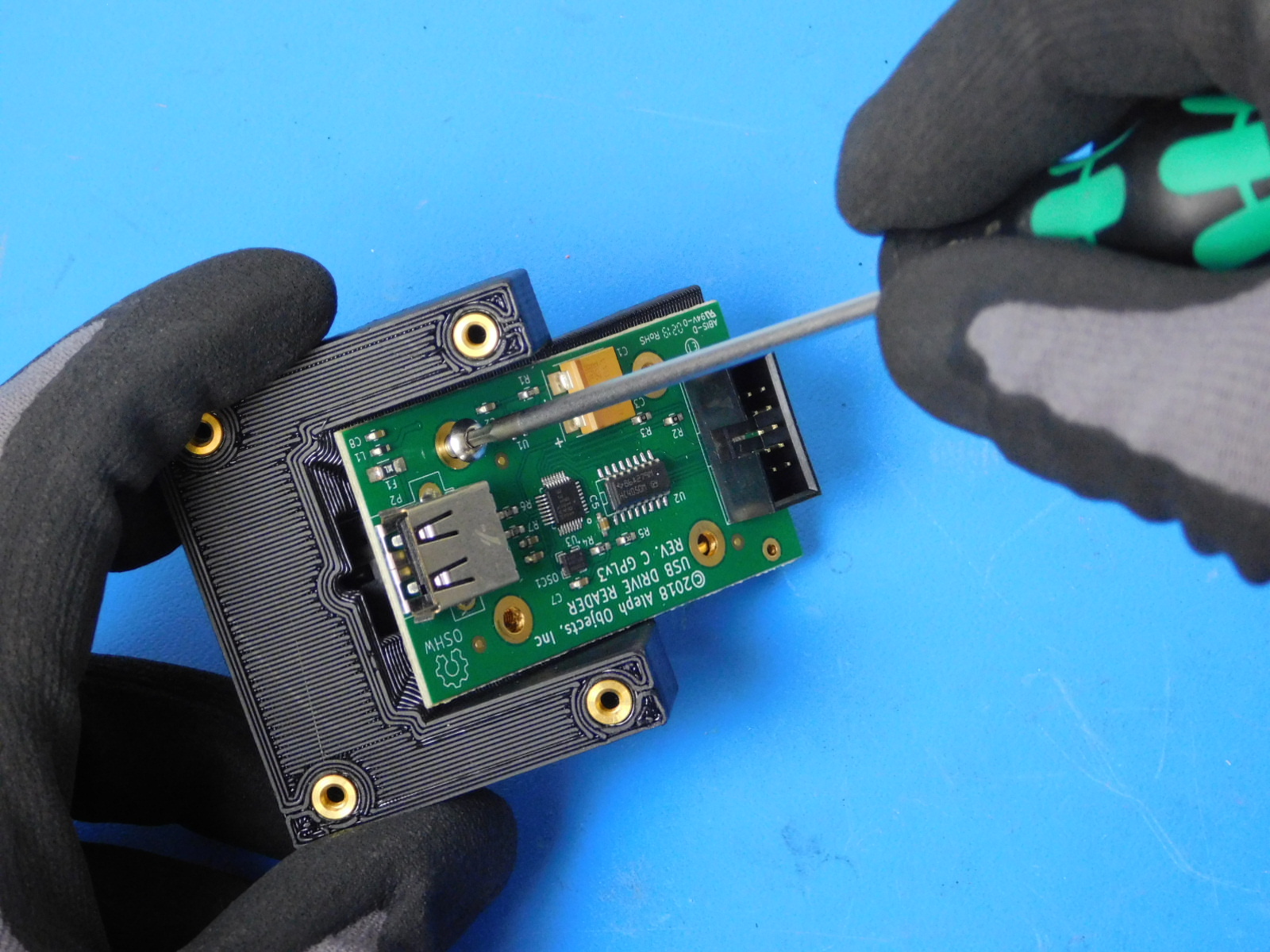
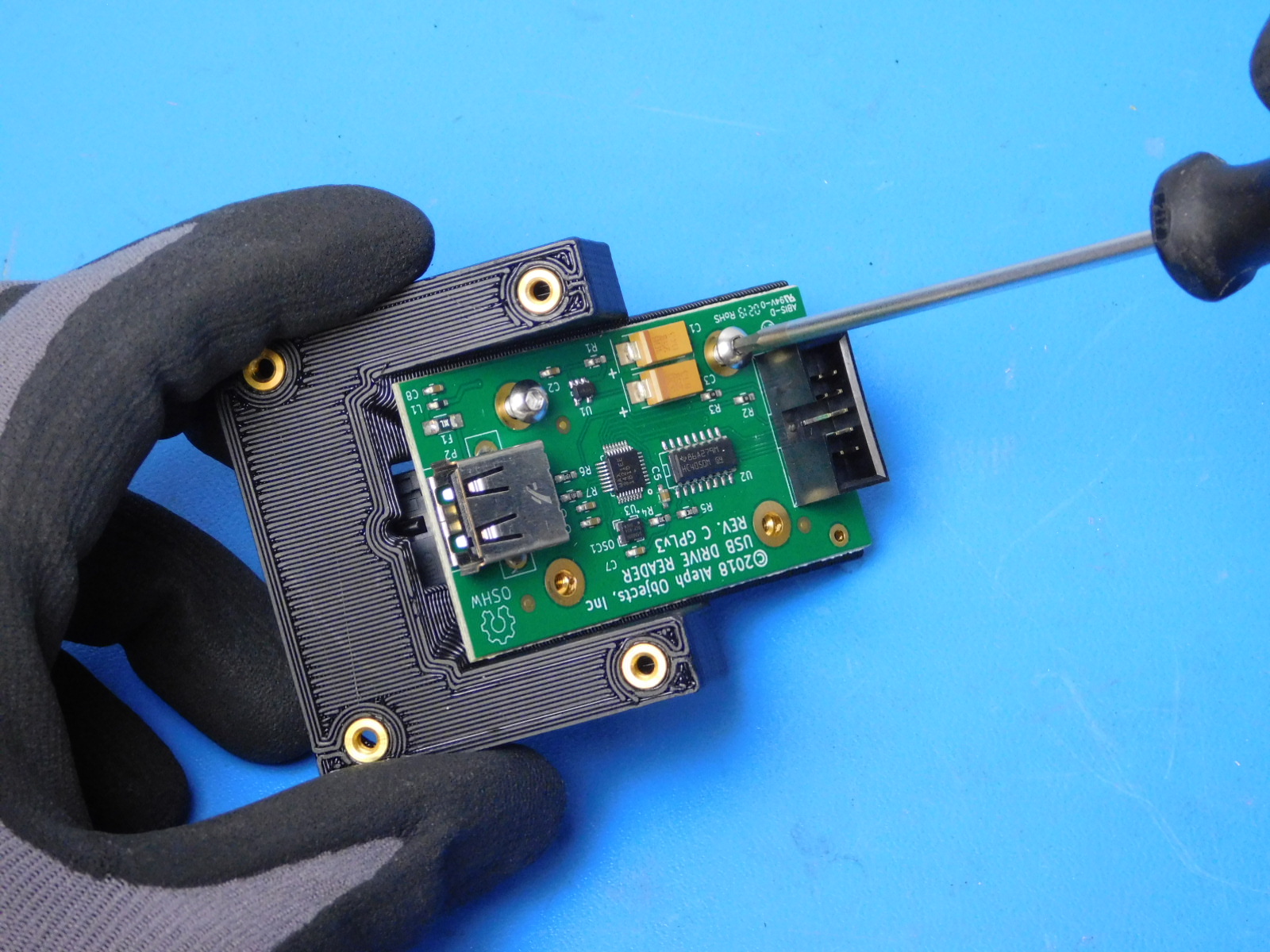
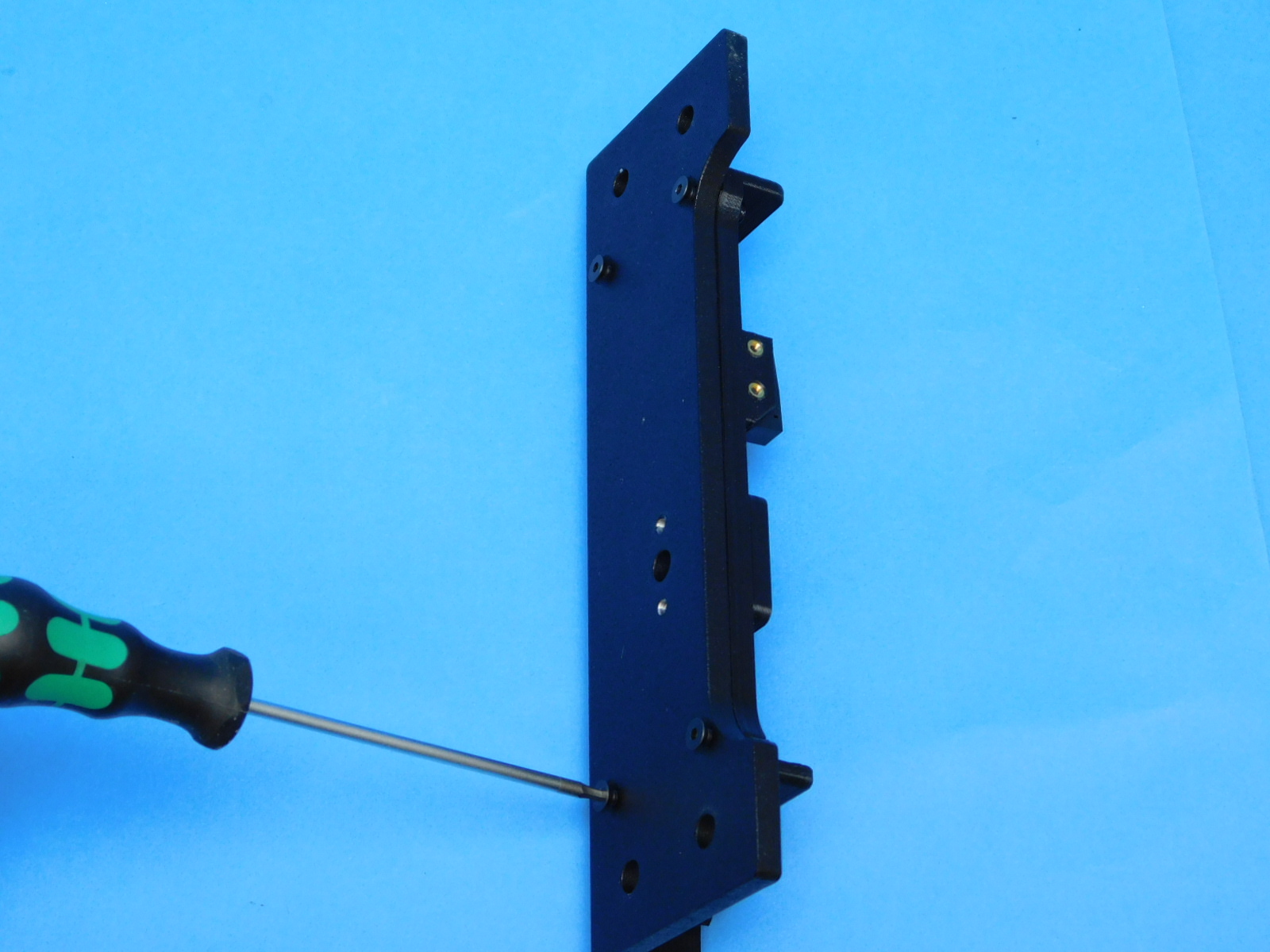
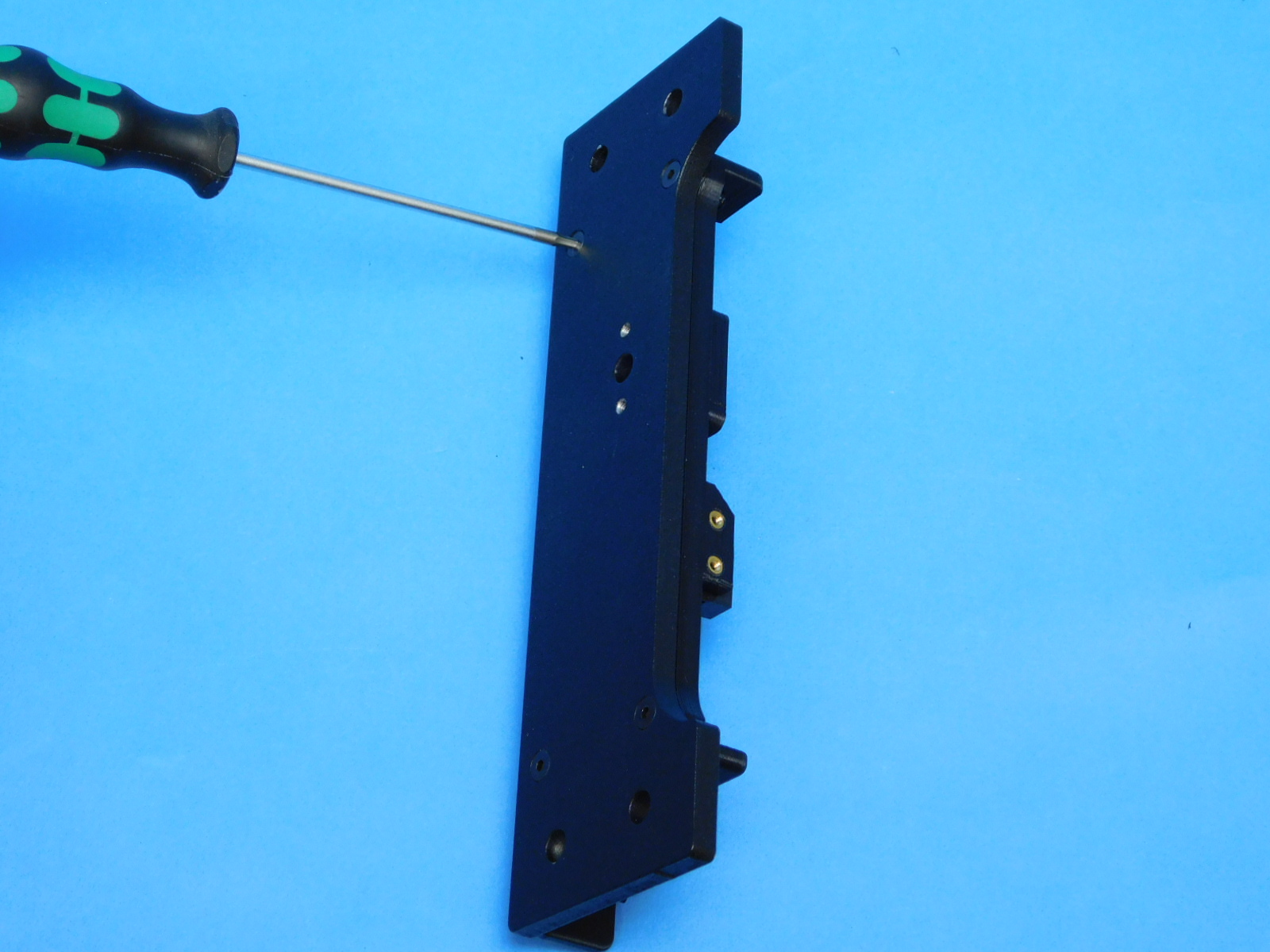
Fasten the USB Reader Board [PC-BD0114] to the USB mount with 3x- M3X8mm BHCS SST [HD-BT0104] fasteners at the locations shown.
Note the location used to attach EL-HR0164
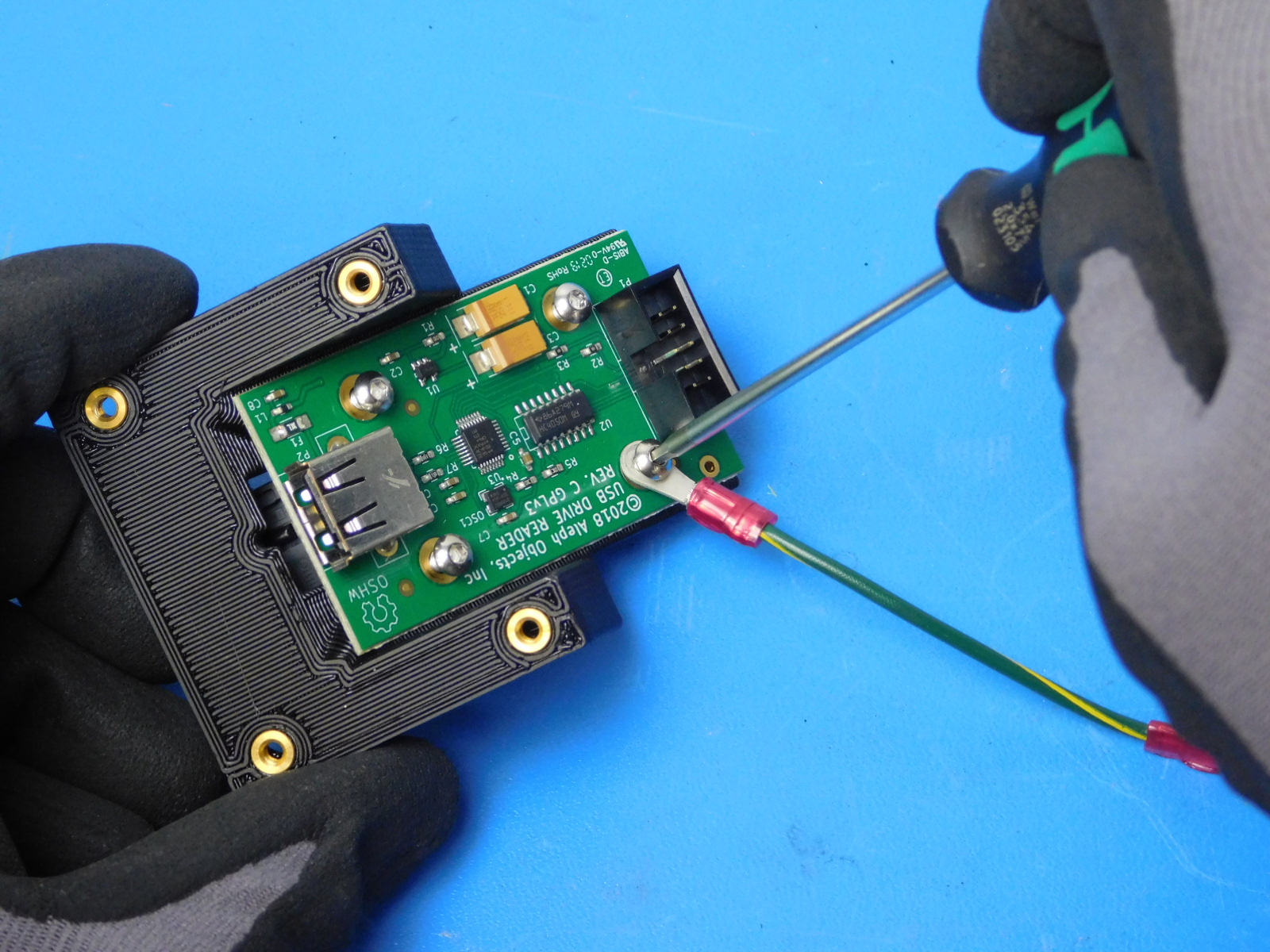
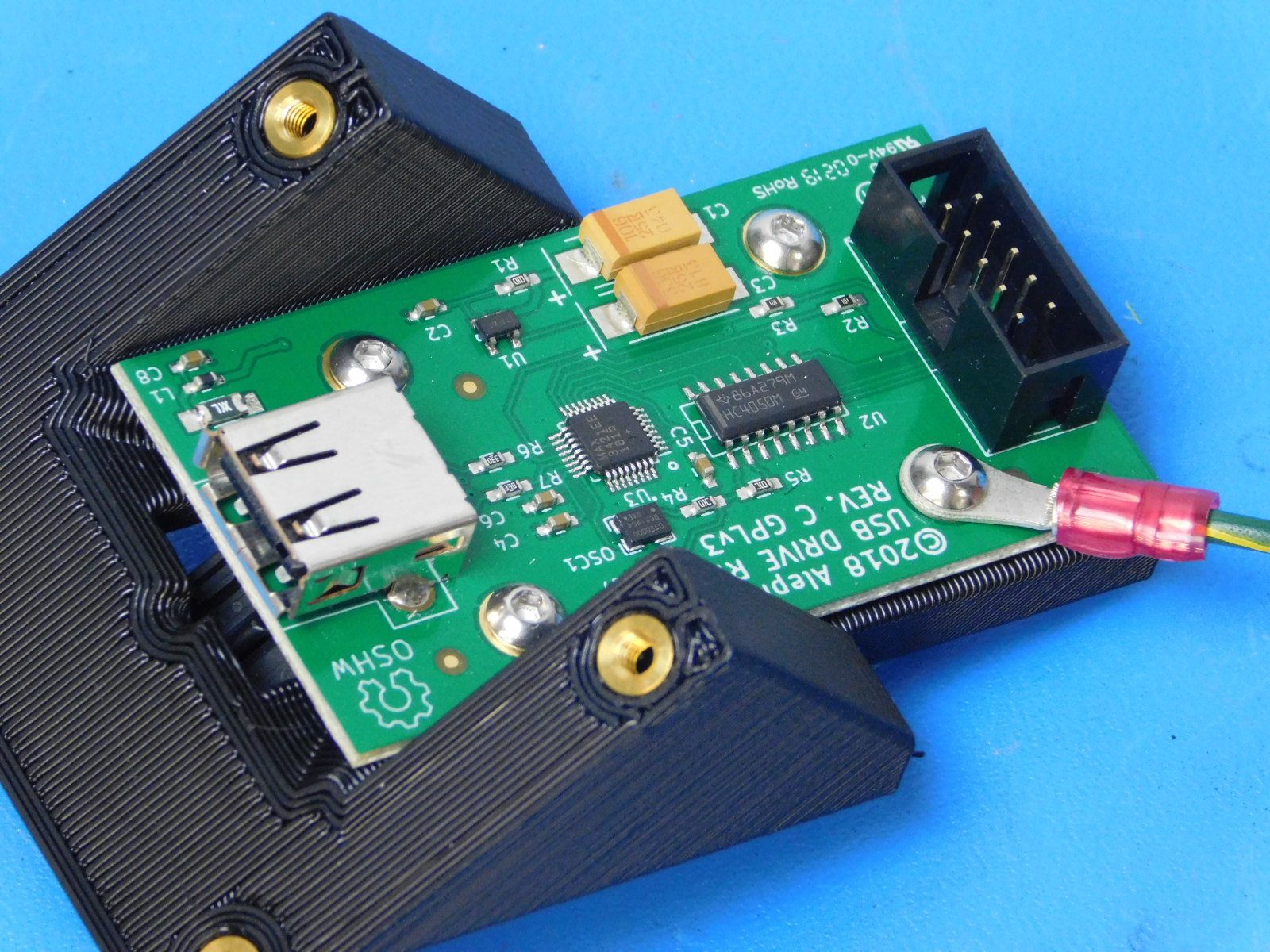
Place one of the terminal rings of the USB Ground Harness [EL-HR0164] onto the last BHCS M3x8 SST [HD-BT0104] and secure it to the location shown.
Make sure that the USB input is oriented towards the direction of the switch.
Torque fasteners to 5in*lbs

Gather Materials
2x- [HD-BT0012] M3 Set Screw
2x- [HD-BT0185] SHCS M3x16
2x- [HD-NT0001] M3 Nyloc Nut
2x- [HD-WA0038] M3 Washer
1x- [PP-GP0482] X Motor, TAZ Pro
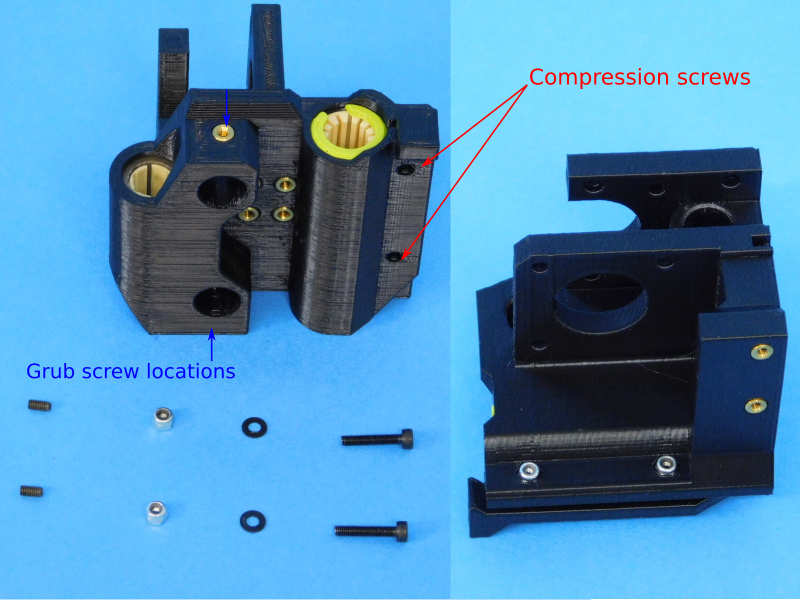
Place 2x M3 Nyloc Nuts [HD-NT0001] into the nut trap of the compression holes of [PP-GP0482] X Motor
Insert 2x SHCS M3x16 [HD-BT0185] with M3 Washers [HD-WA0038] into the compression holes for the double bearing but do not tighten all the way.
Gather Materials
2x- [HD-BT0012] M3 Set Screw
2x- [HD-BT0185] SHCS M3x16
1x- [HD-BT0196] SHCS M5x25
2x- [HD-MS0411] Rubber Sealed Bearing
2x- [HD-NT0001] M3 Nyloc Nut
1x- [HD-NT0057] M5 Nyloc Nut
2x- [HD-WA0038] M3 Washer
2x- [HD-WA0040] M5 Washer
1x- [PP-GP0141] X End Idler
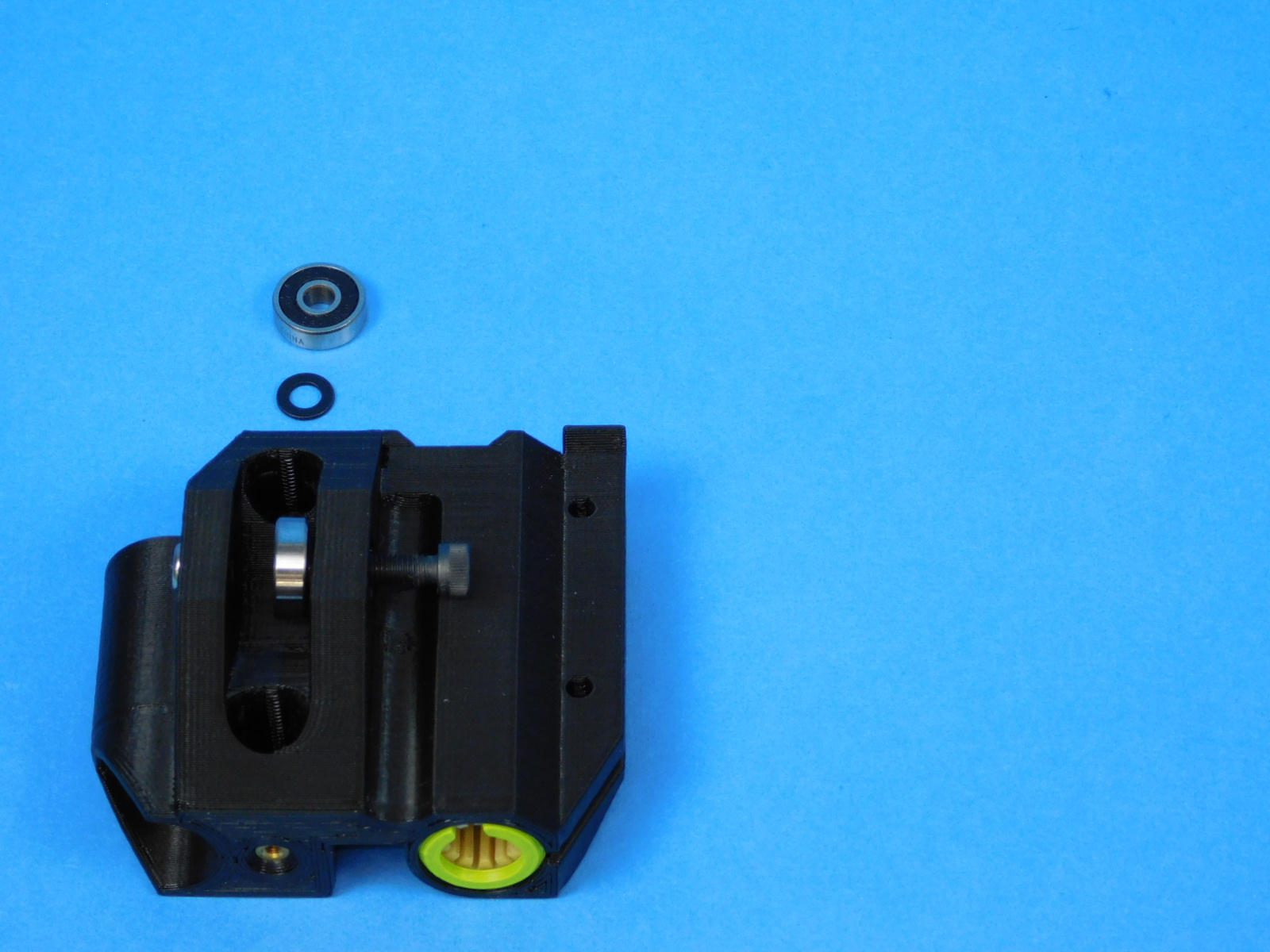
Fasten 2x Rubber Sealed Bearings [HD-MS0411] and 2x M5 Washers [HD-WA0040] into the designated slot using 1x SHCS M5x25 [HD-BT0196] into 1x M5 Nyloc Nut [HD-NT0057].
Be careful to not over tighten this part. The threads should be engaging the nylon in the locknut but not pinching the bearings or part.
Place 2x M3 Nyloc Nuts [HD-NT0001] into the nut trap of the compression holes of [PP-GP0141] X End Idler
Insert 2x SHCS M3x16 [HD-BT0185] with M3 Washers [HD-WA0038] into the compression holes for the double bearing but do not tighten all the way.


Gather Materials
1x- [HD-BT0206] HHCS M3x25
3x- [HD-NT0001] M3 Nyloc Nut
1x- [PP-GP0481] X Carriage
See step 22 for X-Carriage Sub-Assembly [AS-PR0143] Insert Instructions
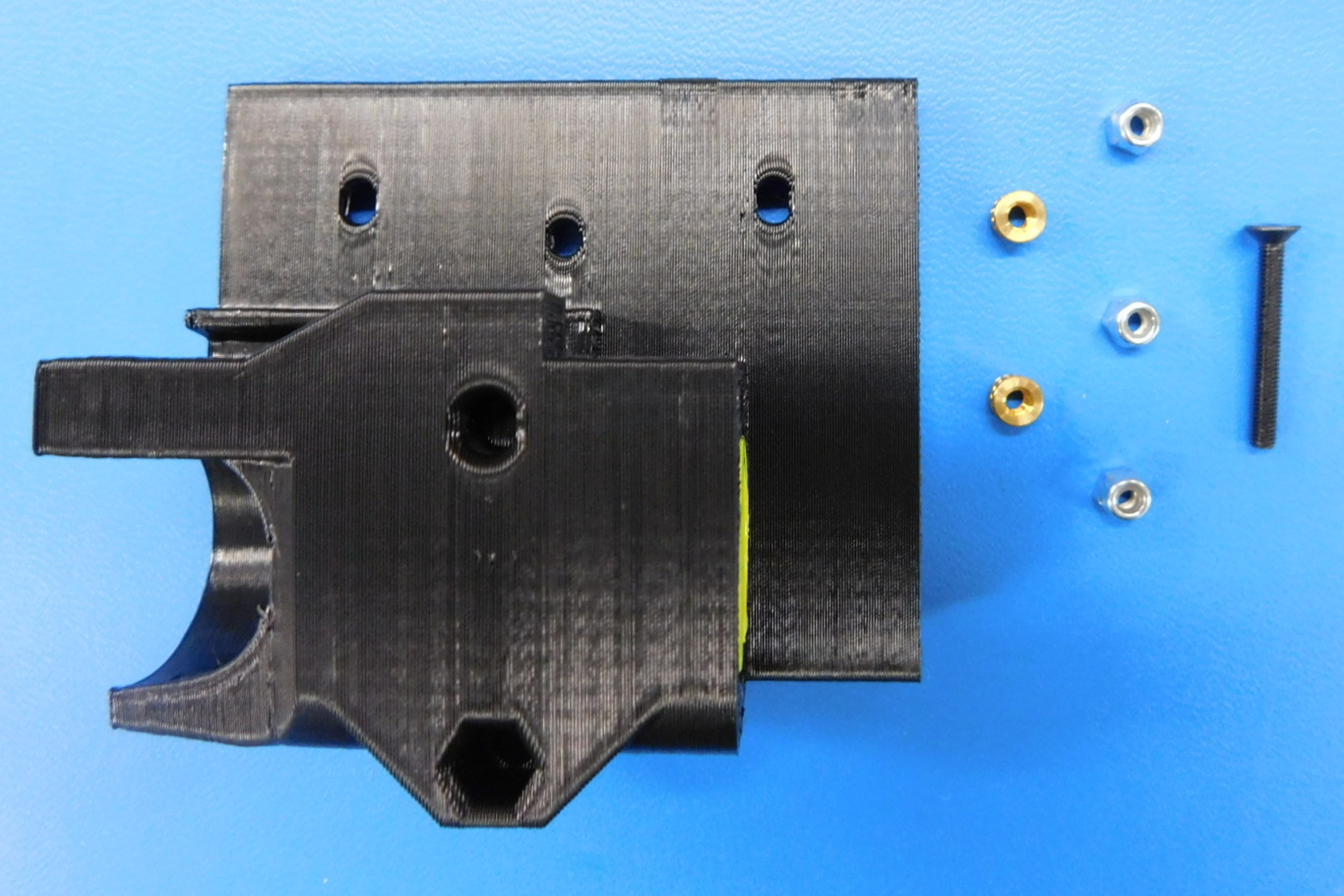
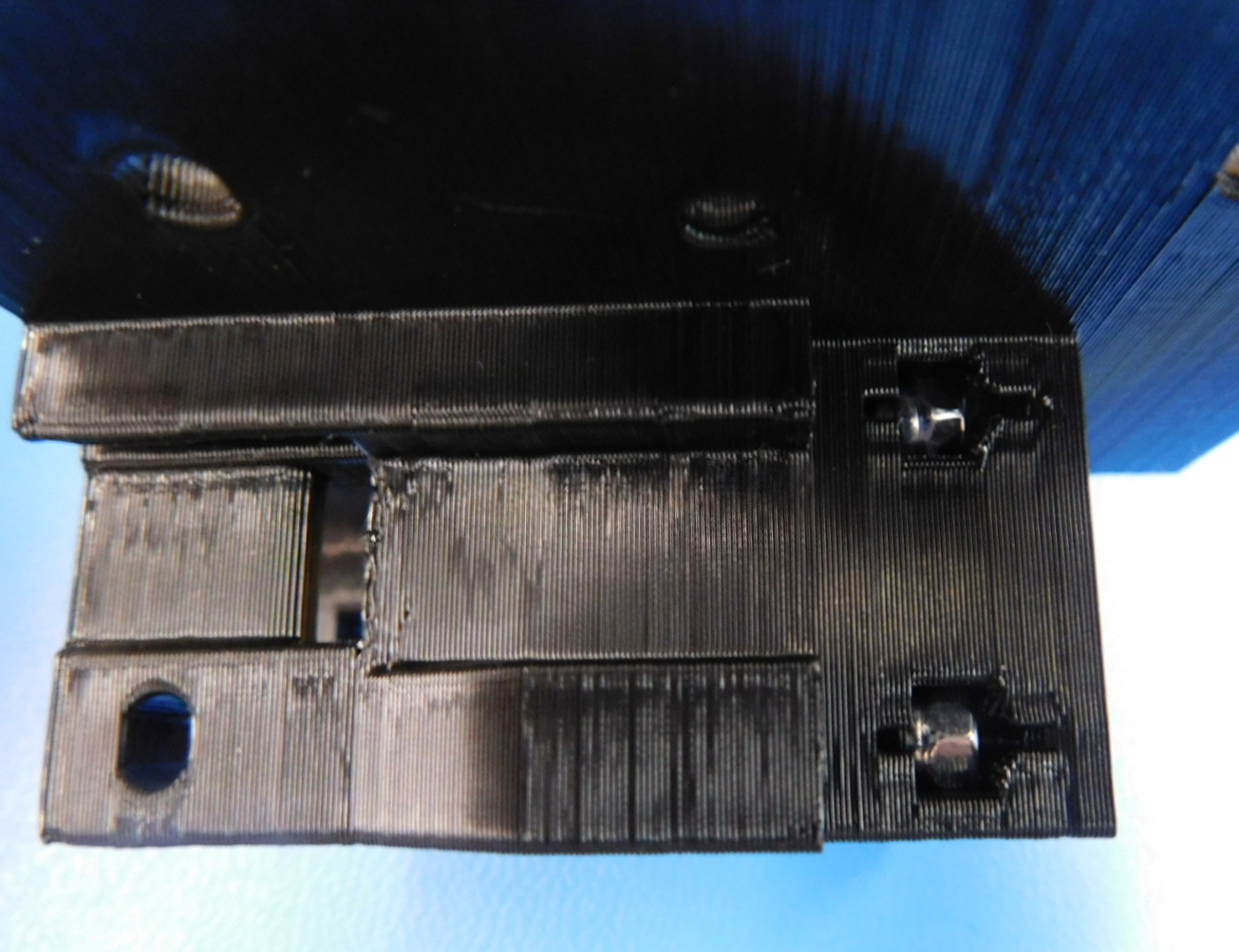
Place the 2x M3 Nyloc Nuts [HD-NT0001] into the 2 pockets shown in the image, with the nylon facing the center of the part.
Install the HHCS M3x25 [HD-BT0206] using the M3 Nyloc Nut[HD-NT0001] as shown in the image.
Gather Materials
1x- [HD-BL0028] POWERHOUSE Belt
1x- [PP-MP0225] YZ Idler
1x- [HD-BT0151] SHCS M5x20
2x- [HD-MS0411] Rubber Sealed Bearing
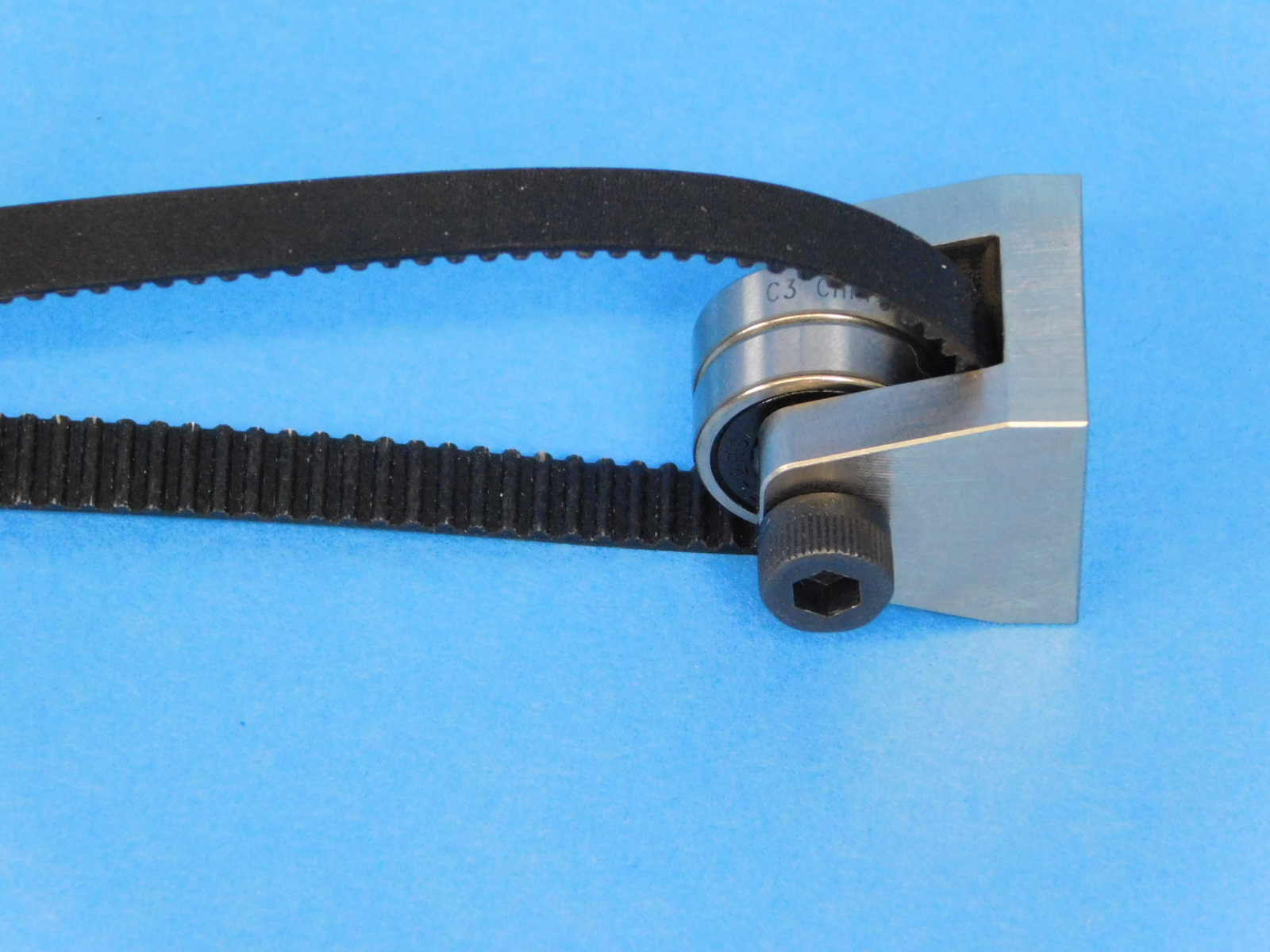
Place the [HD-BL0028] rubber belt's smoothed side against the back of the [PP-MP0225] YZ idler.
Fasten 1X [HD-BT0151] M5X20 SCHS into the YZ idler and through 2X [HD-MS0411] rubber sealed bearing.

Materials for [AS-PR0129] Z Idler Assembly
Place the [HD-BL0023] rubber belt's smoothed side against the back of the [PP-MP0225] YZ idler.
Fasten 1X [HD-BT0151] M5X20 SCHS into the YZ idler and through 2X [HD-MS0411] rubber sealed bearing.

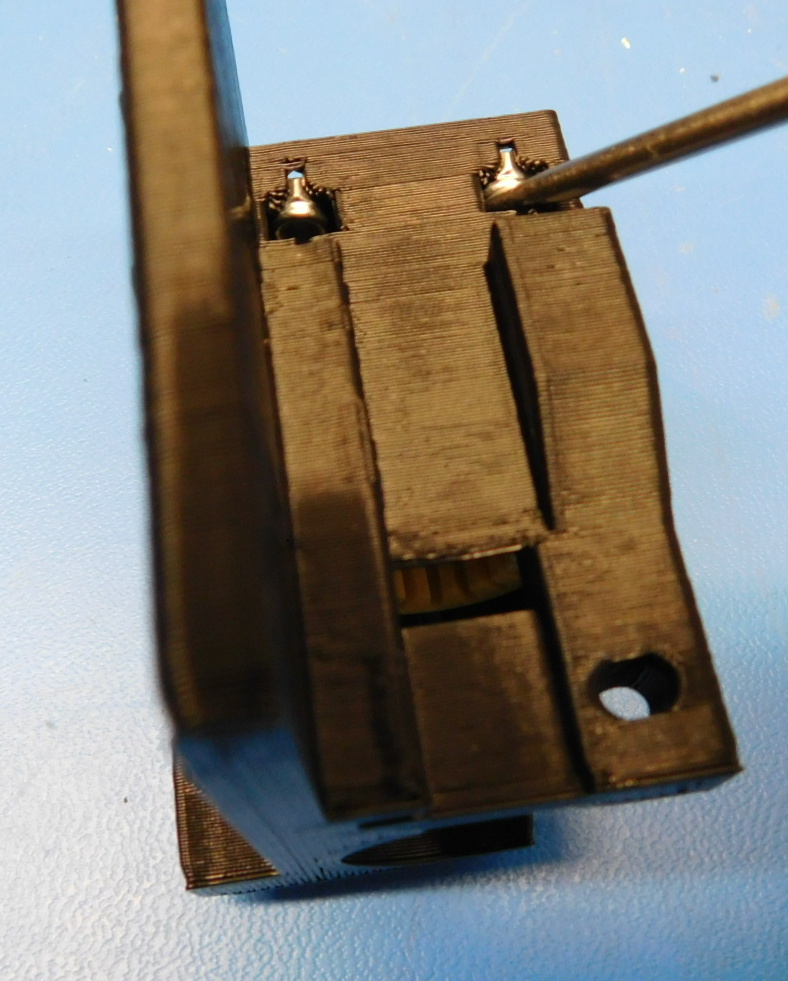
Fasten one Z-max switch [EL-SW0022] to the Z-Upper [PP-IS0093] using 2x M2X10 SHCs [HD-BT0107] with washers [HD-WA0012], as pictured.
Ensure the button of the switch is closest to the round smooth rod holes of the printed part.
Bend the switch tabs at a 90 degree angle, as pictured.
Fasten the Z-upper top plate [PP-FP0156] to the Z-upper right with inserts [PP-IS0093] using 4x M3X10 FHCS [HD-BT0116]
Torque to 5in*lbs
Install 2x M3 Set Screws [HD-BT0012] on to the top of the z-upper top plate.


Fasten one Z-max switch [EL-SW0022] to the Z-Upper using 2x M2X10 SHCs [HD-BT0107] with washers [HD-WA0012], as pictured.
Ensure the button of the switch is closest to the round smooth rod holes of the printed part.
Bend the switch tabs at a 90 degree angle, as pictured.
Fasten the Z-upper top plate [PP-FP0156] to the Z-upper left with inserts [PP-IS0094] using 4x M3X10 FHCS [HD-BT0116]
Torque to 5in*lbs
Install 2x M3 Set Screws [HD-BT0012] on to the top of the z-upper top plate.





Required materials:
1x- [HD-BT0171] M3x20 BHCS, Black Oxide
1x- [HD-MS0471] Round compression spring .22OD 21lbs/in
2x- [HD-WA0038] M3 Washer, Black Oxide
1x- [PP-IS0096] Y Chain Pivot w/ Inserts, Taz Pro
1x- [PP-GP0367] Y Chain Pivot Mount
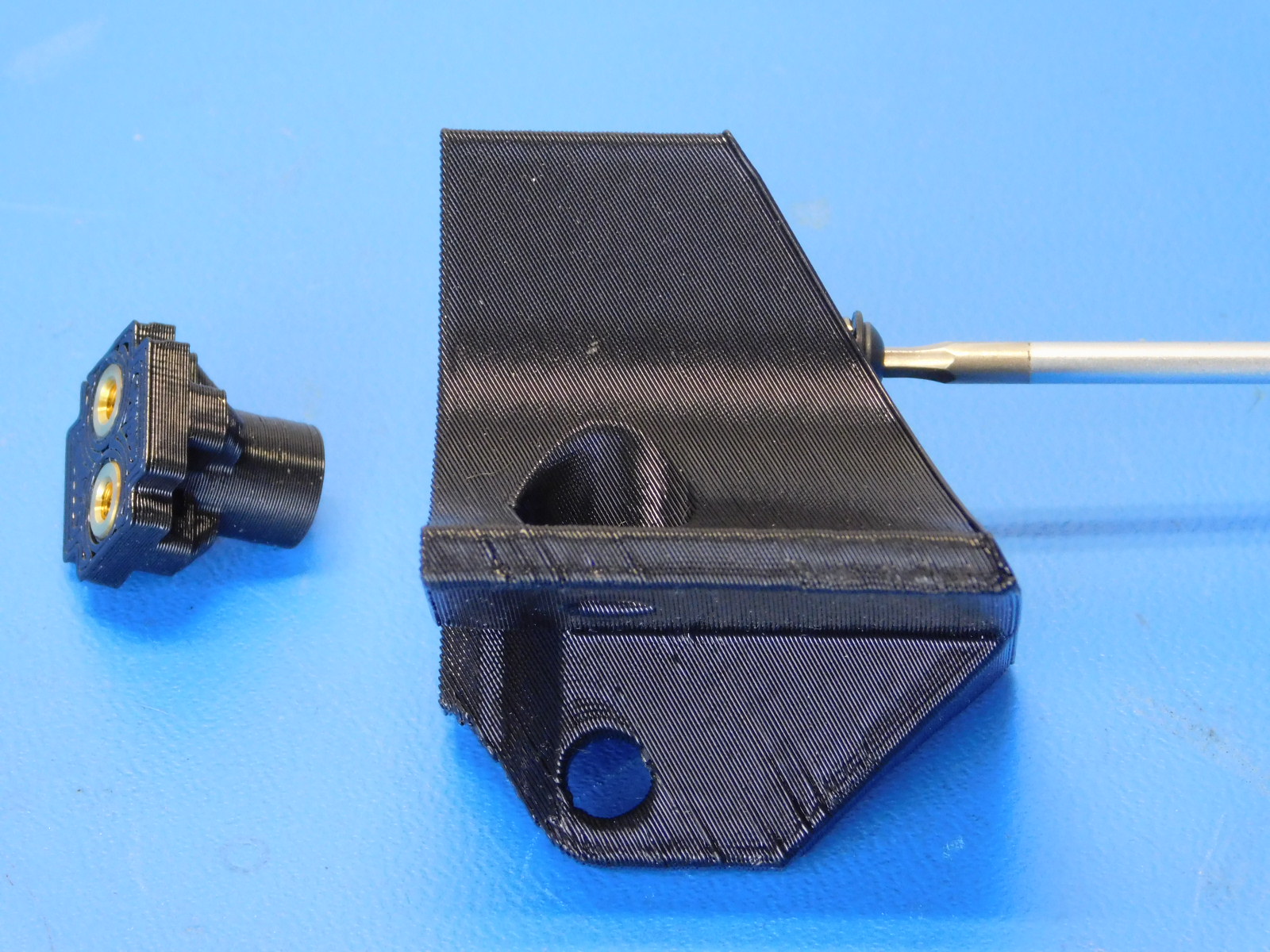
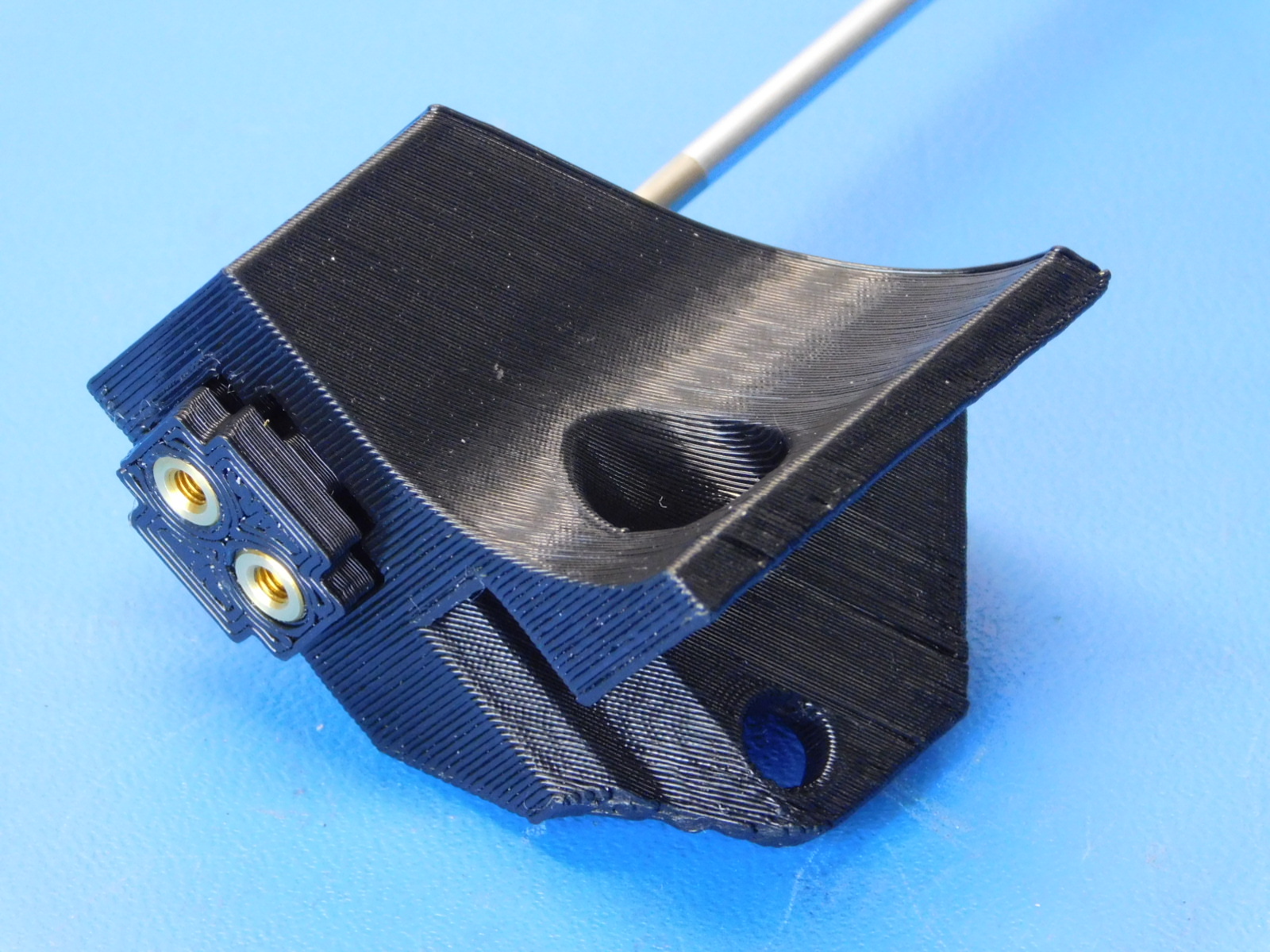
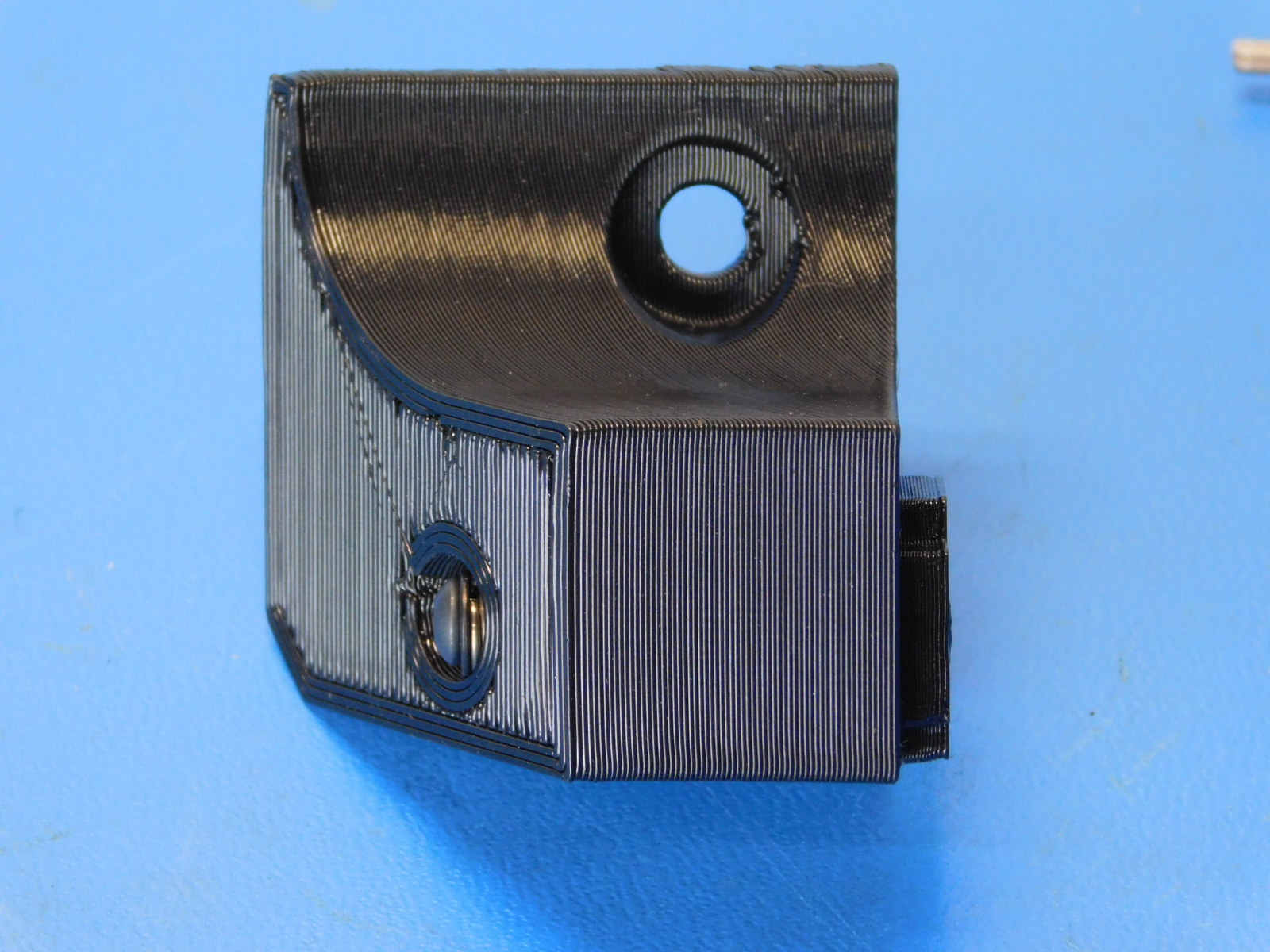
On the M3x20 BHCS [HD-BT0171] place one M3 Washer [HD-WA0038] followed by the Compression Spring [HD-MS0471] and the last M3 washer [HD-WA0038]
Insert into the Y Chain Pivot Mount [PP-GP0367] as shown
Place the Y Chain Pivot w/ Inserts [PP-IS0096] on the opposite side and thread fastener into insert.
There is no need to tighten it completely


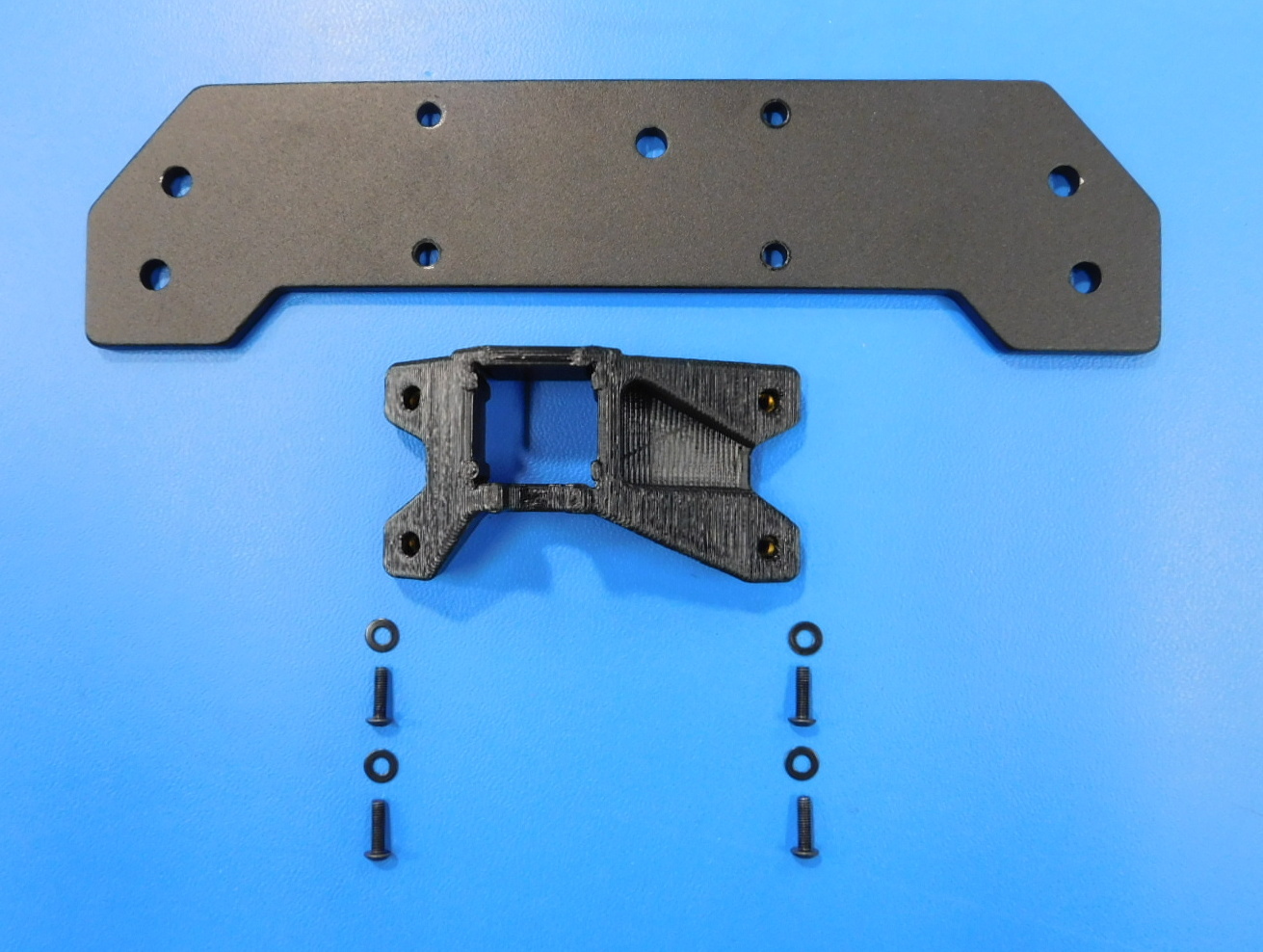
Materials required for [AS-PR0123] Y-Motor Mount Assembly:
4x - [HD-BT0146] M3 x 12 BHCS, Black-Oxide
1x- [HD-MS0411] Rubber Sealed Bearing
4x - [HD-NT0001] M3 Locknut
4x - [HD-WA0038] M3 Washer
1x - [PP-FP0151] Y Endplate
1x - [PP-GP0439] Y Motor Mount
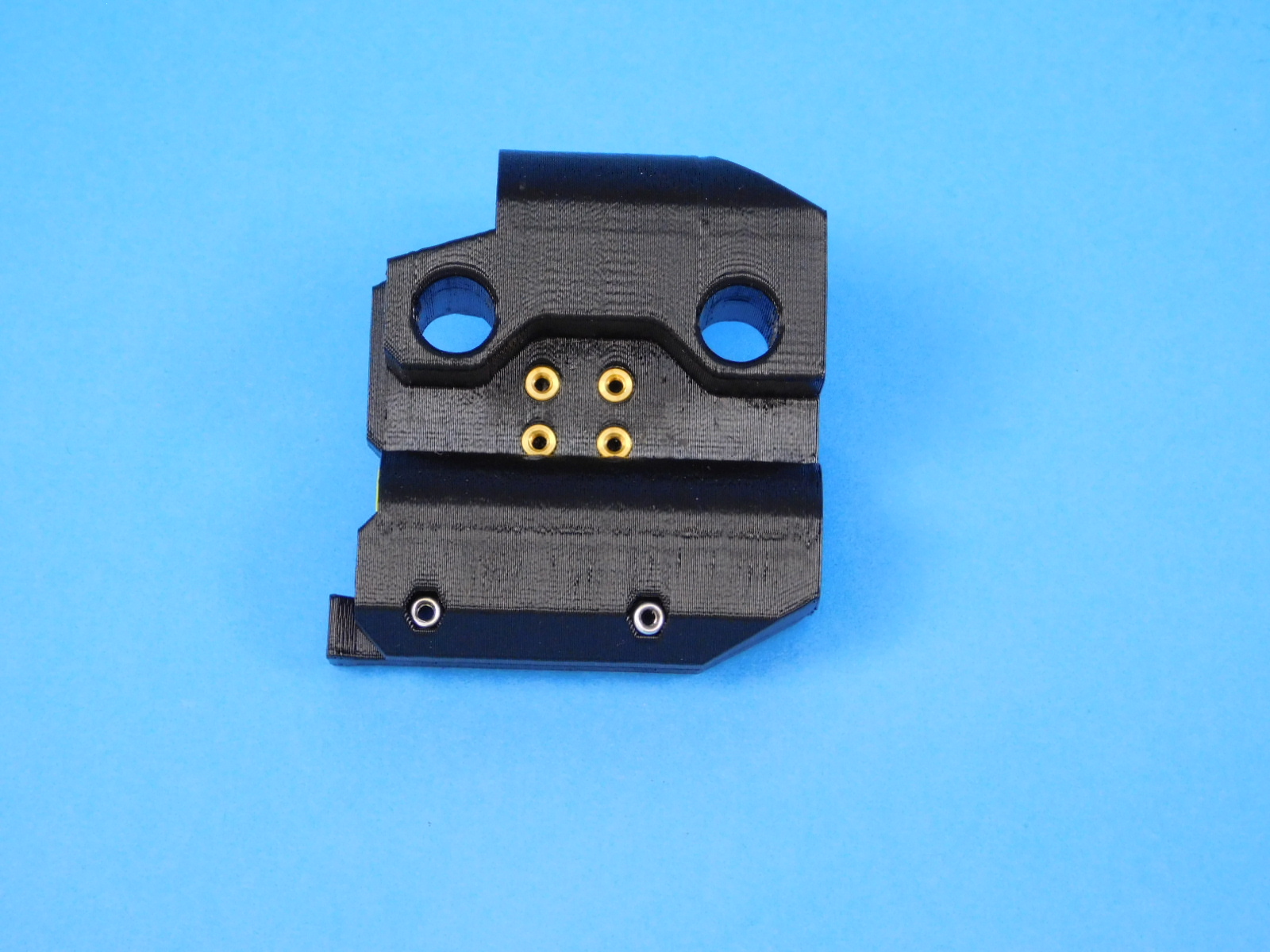
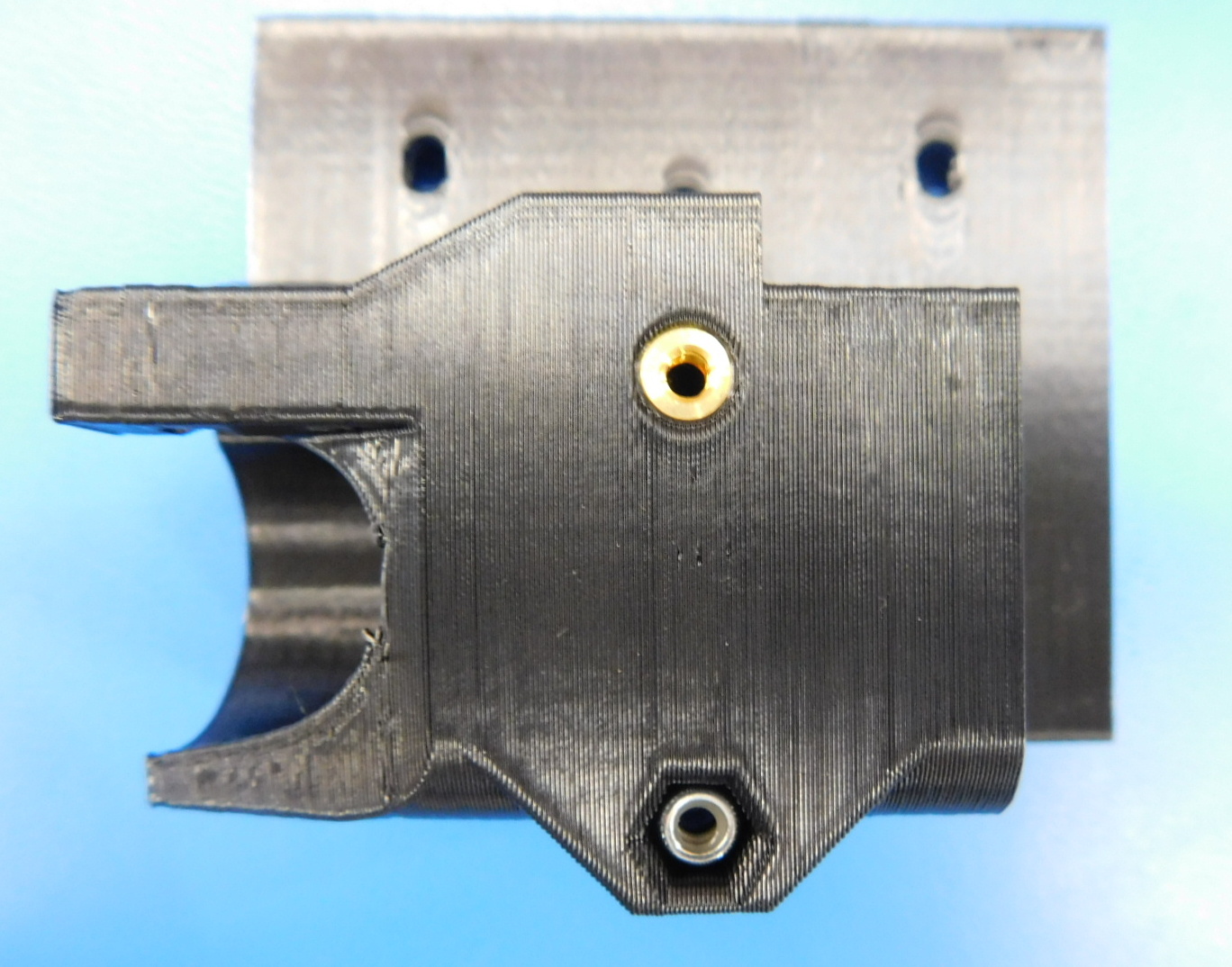
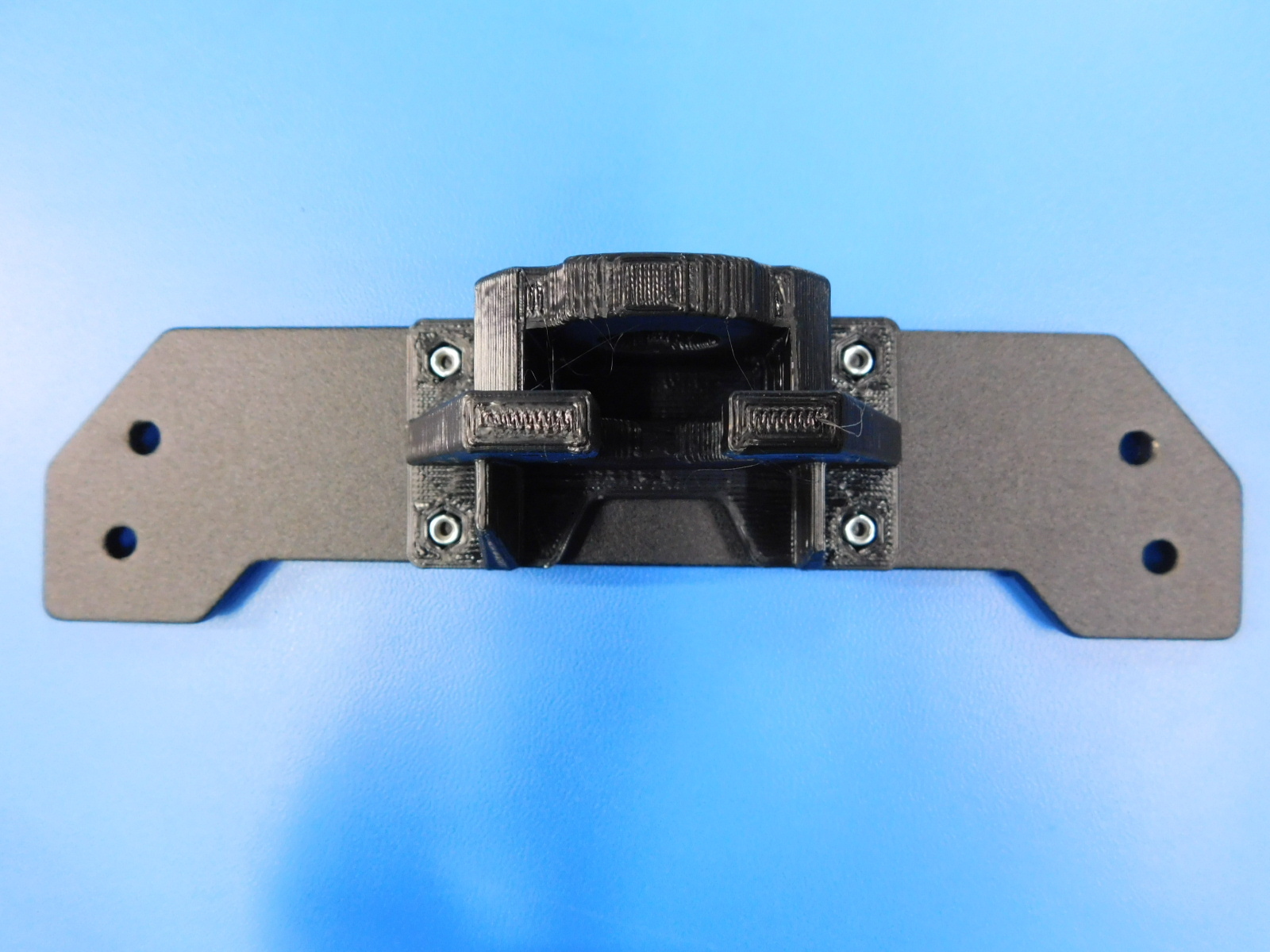
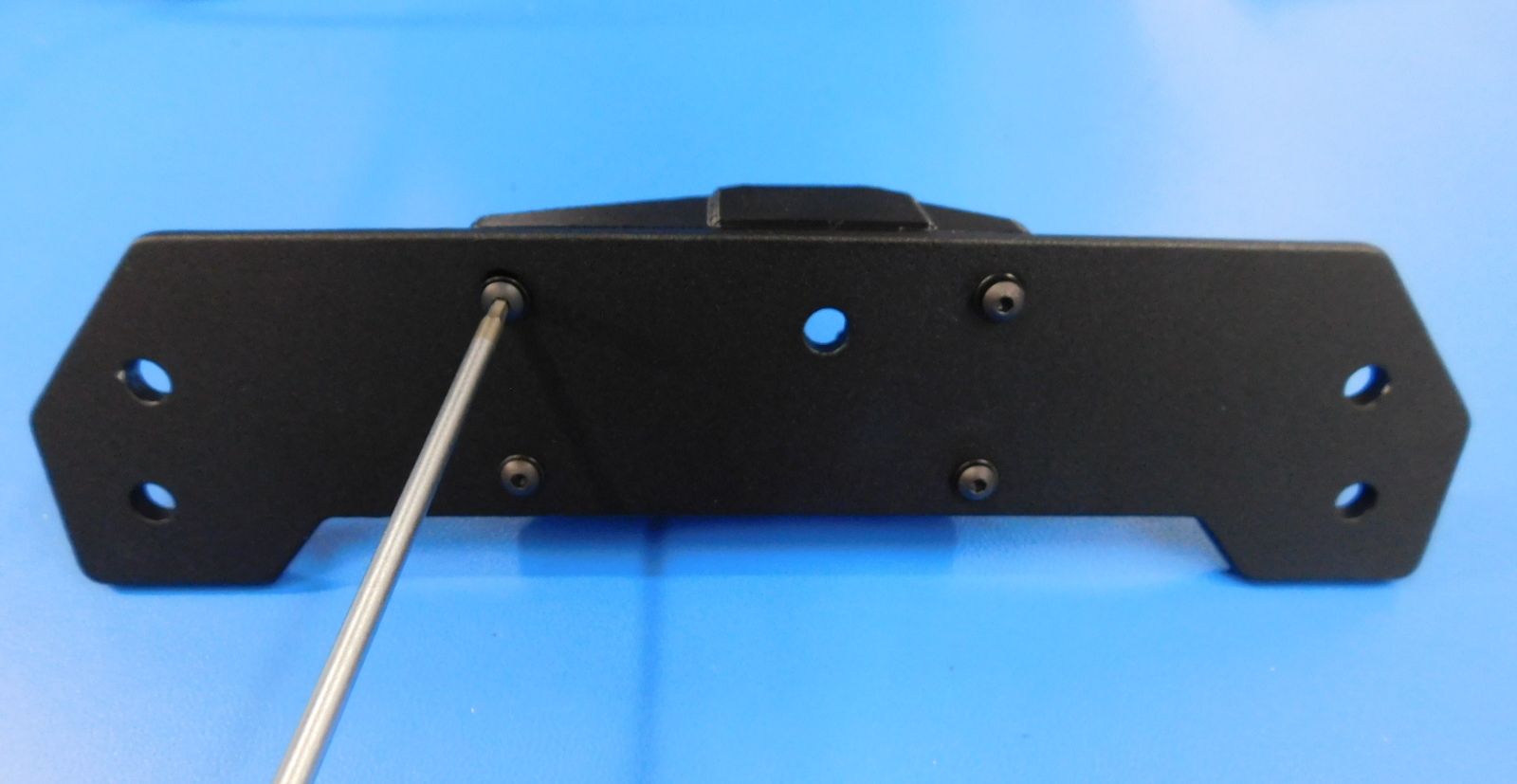
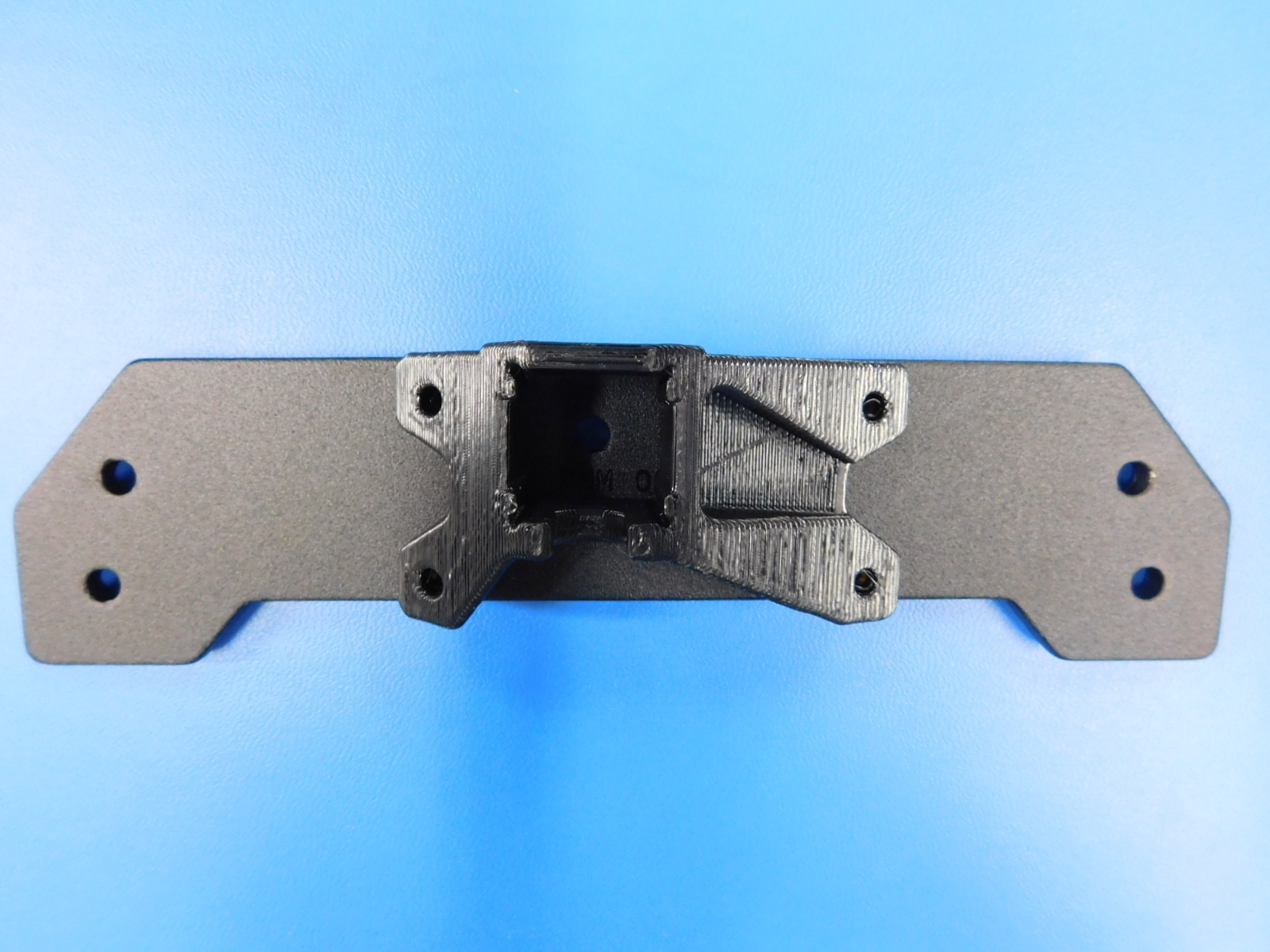
Secure the [PP-GP0439] Y-Motor Mount to the [PP-FP0151] Y-Endplate using 4x [HD-BT0146] M3x12 Bolts with 4x [HD-WA0038] M3 Washers, and insert 4x [HD-NT0001]** Nyloc Locknuts into the printed part to attach the Y-Motor Mount to the Y-Endplate. Note the correct part orientation.
Then press the bearing [HD-MS0411] into the Y motor mount.


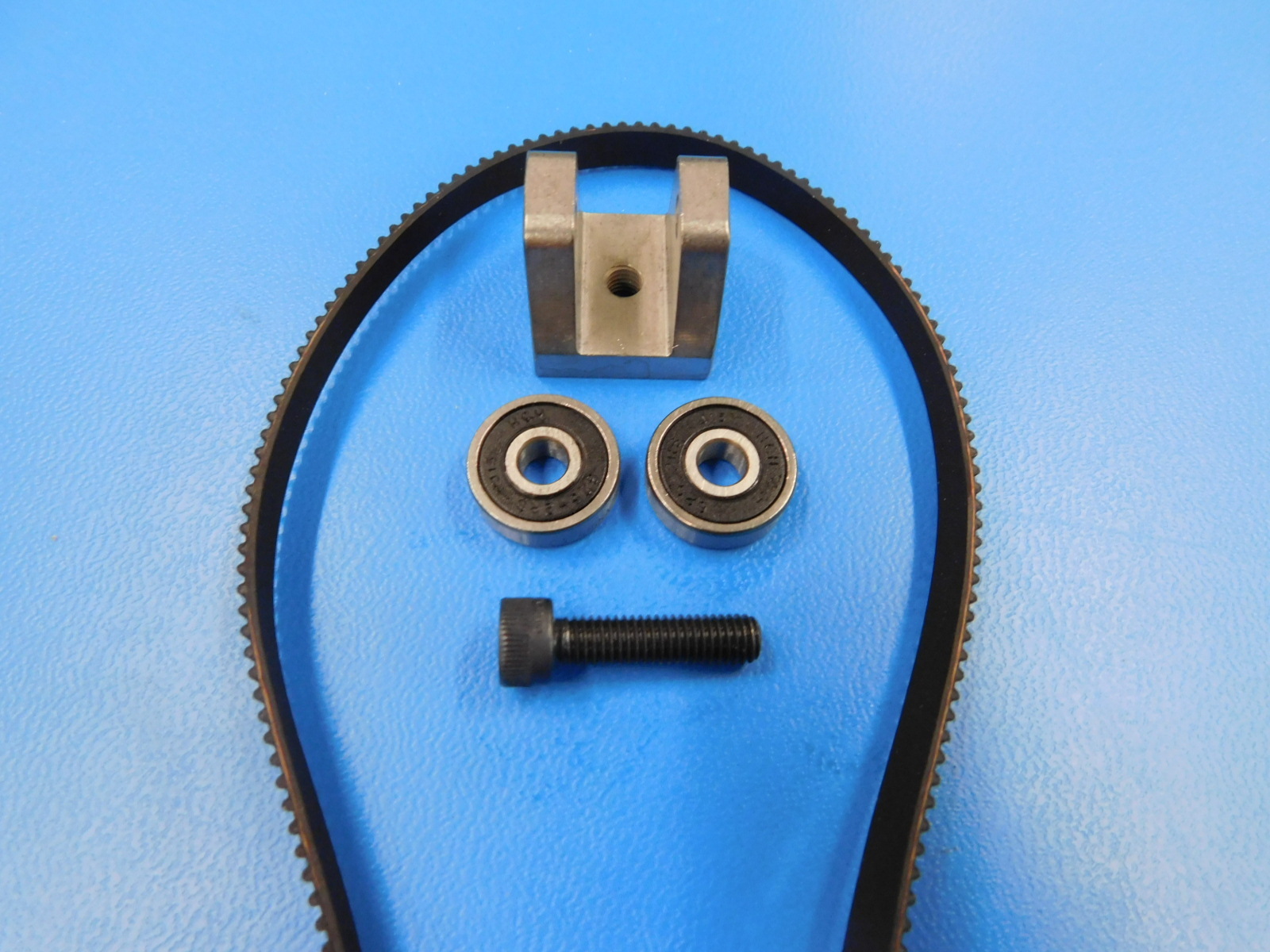
Materials required for [AS-PR0122] Y-Idler Mount Assembly:
1x- [HD-BL0028] 956mm Closed Loop Belt
2x- [HD-BT0012] M3x6 Set Screw
4x - [HD-BT0148] M3x10 BHCS, Black-Oxide
1x- [HD-BT0151] M5x20 SHCS, Black-Oxide
1x- [HD-BT0158] M5x12 BHCS, Black-Oxide
2x- [HD-MS0411] Rubber Sealed Bearing
4x - [HD-WA0038] M3 Washer
1x- [HD-WA0040] M5 Washer
1x - [PP-FP0151] Y Endplate
1x - [PP-GP0363] Y-Idler Housing
1x- [PP-MP0225] YZ Idler
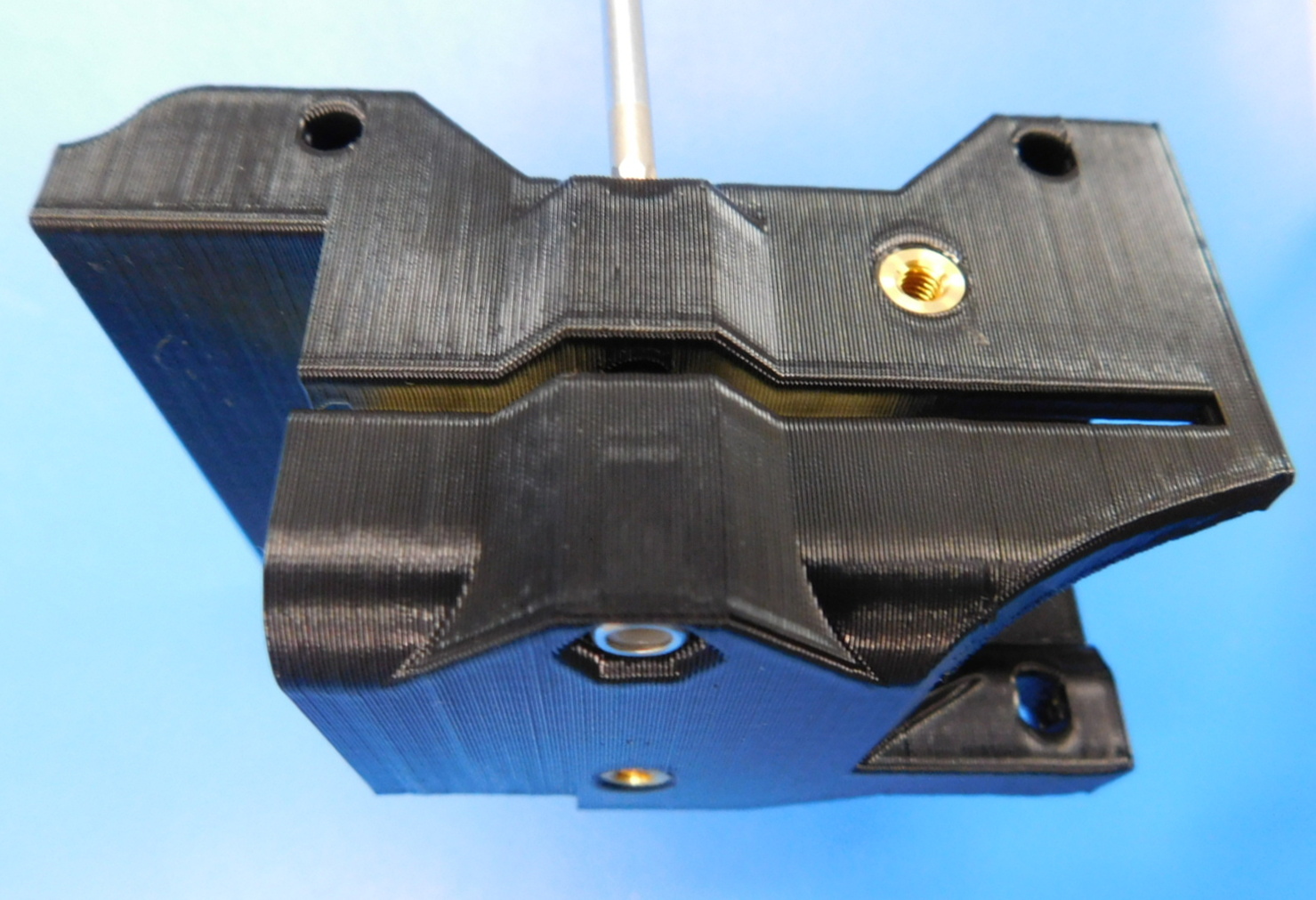
Secure the [PP-GP0363] Y-Idler Housing to the [PP-FP0151] Y-Endplate using 4x [HD-BT0148] M3 x 10 Bolts with 4x [HD-WA0038] M3 Washers. Note the correct part orientation.
Now fasten 2x M3 set screws [HD-BT0012] into the back of the Y endplate. Don't thread them all the way into the endplate just enough so that they stay in place.
Loop the closed loop belt [HD-BL0028] around 2x bearings [HD-MS0411], now place the bearing inside of the YZ idler [PP-MP0225] and secure them with 1x M5x20 SHCS [HD-BT0151].
Place the YZ idler inside of the Y idler mount and secure with 1x M5x12 BHCS [HD-BT0158] with a M5 washer [HD-WA0040].

Materials required for [AS-PR0146] Extruder Cap with Plaque sub-assembly:
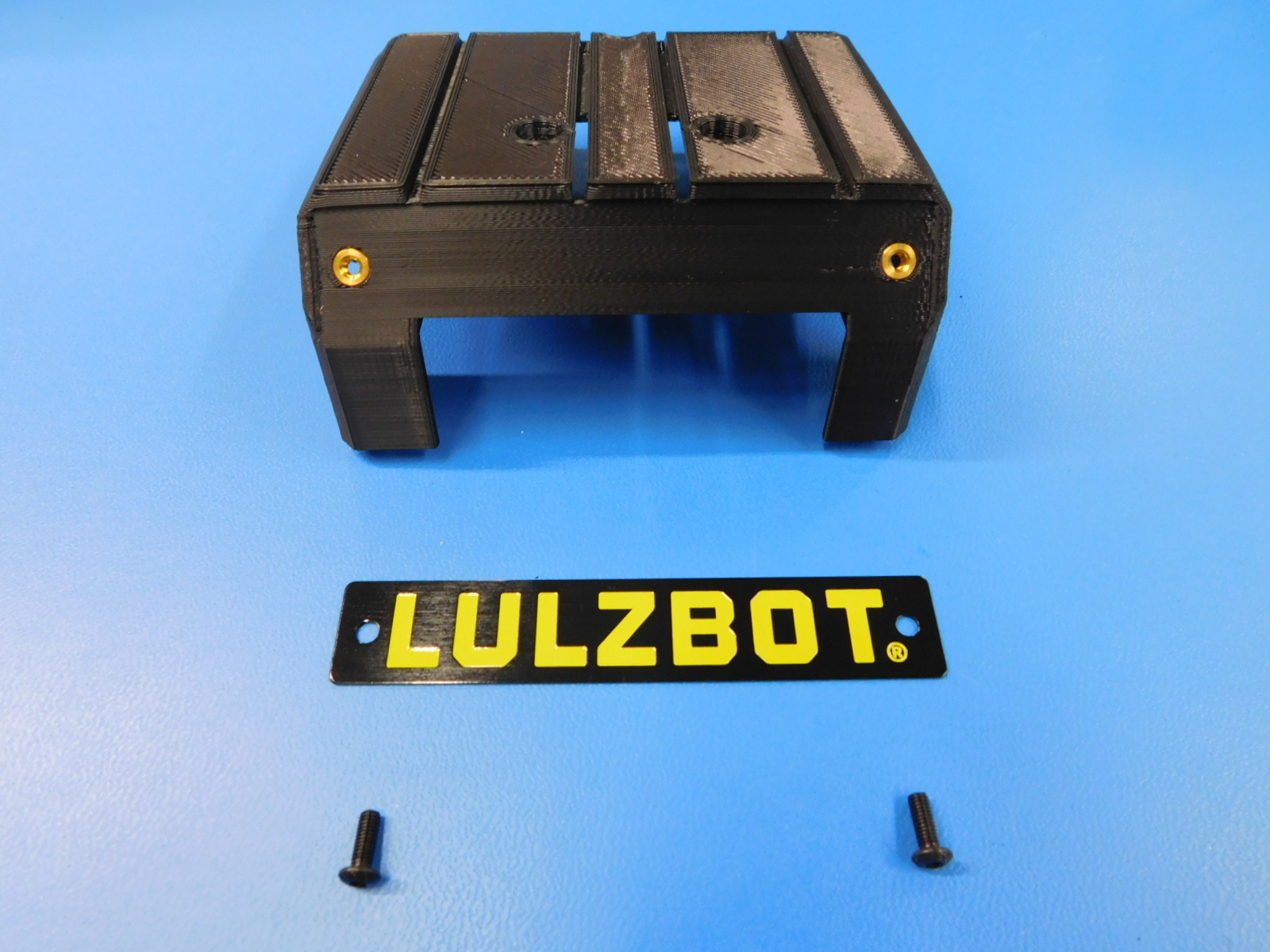
1x - [PP-IS0112] Extruder Cap with Inserts
1x - [DC-LB0176] LULZBOT Etched Toolhead Tag
2x - [HD-BT0137] M3 x 8 Bolt, BHCS, Black-Oxide
Secure the [DC-LB0176] LULZBOT Toolhead Tag to the [PP-IS0112] Extruder Cap with Inserts using 2 [HD-BT0137] M3 x 8 Bolts. Note the correct orientation in the image shown. Torque to 3in lbs