Open HardwareAssembly Instructions
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Guides for installation and assembly of the LulzBot line of products made by FAME 3D LLC.
Tools
2mm Hex Key
Gloves- recommended.
Materials
1x- Mini Flexible Bed Kit
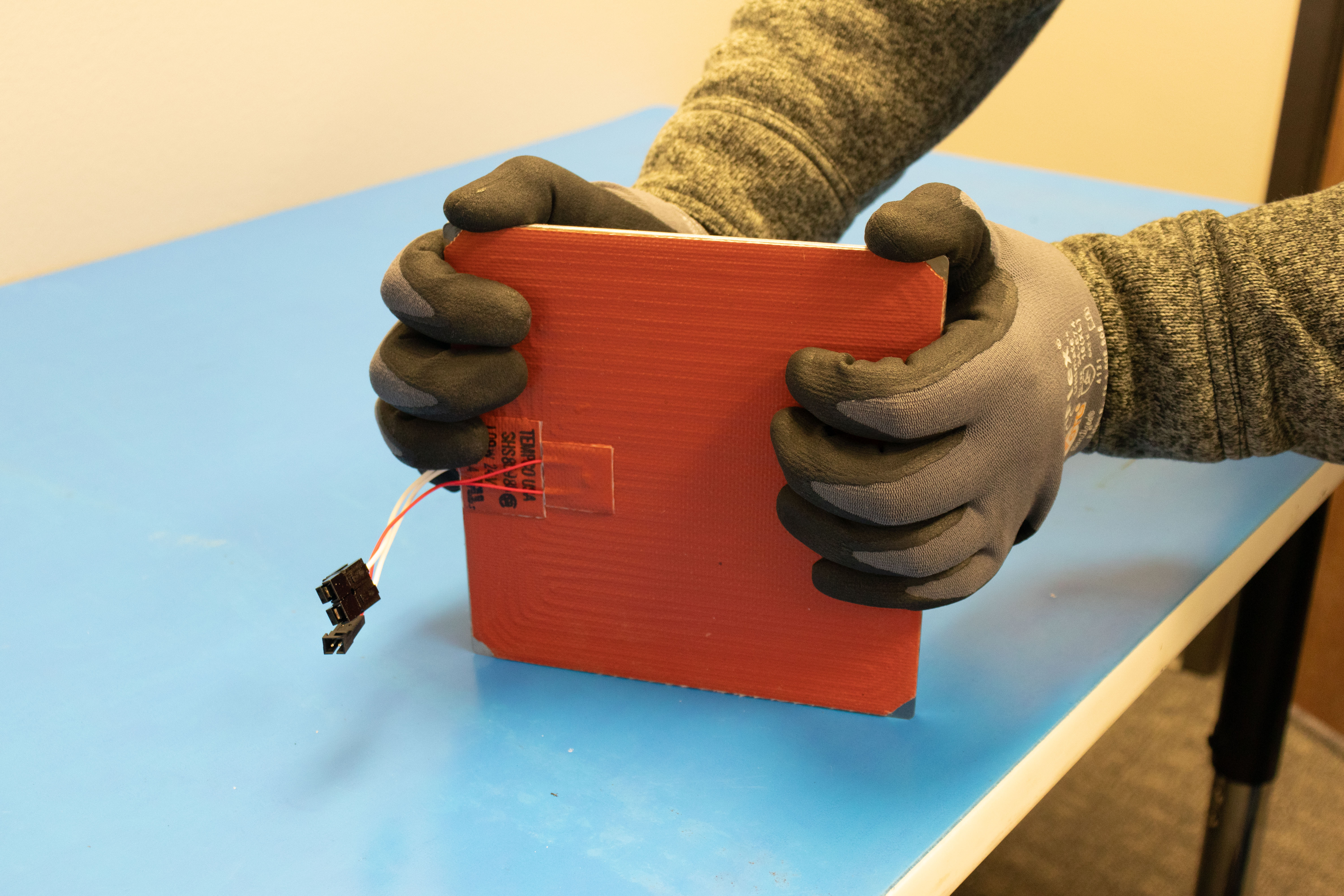
Warning
Be careful while handling the magnetic plate, the magnets are strong and can pinch your fingers.
It is recommended to wear gloves.
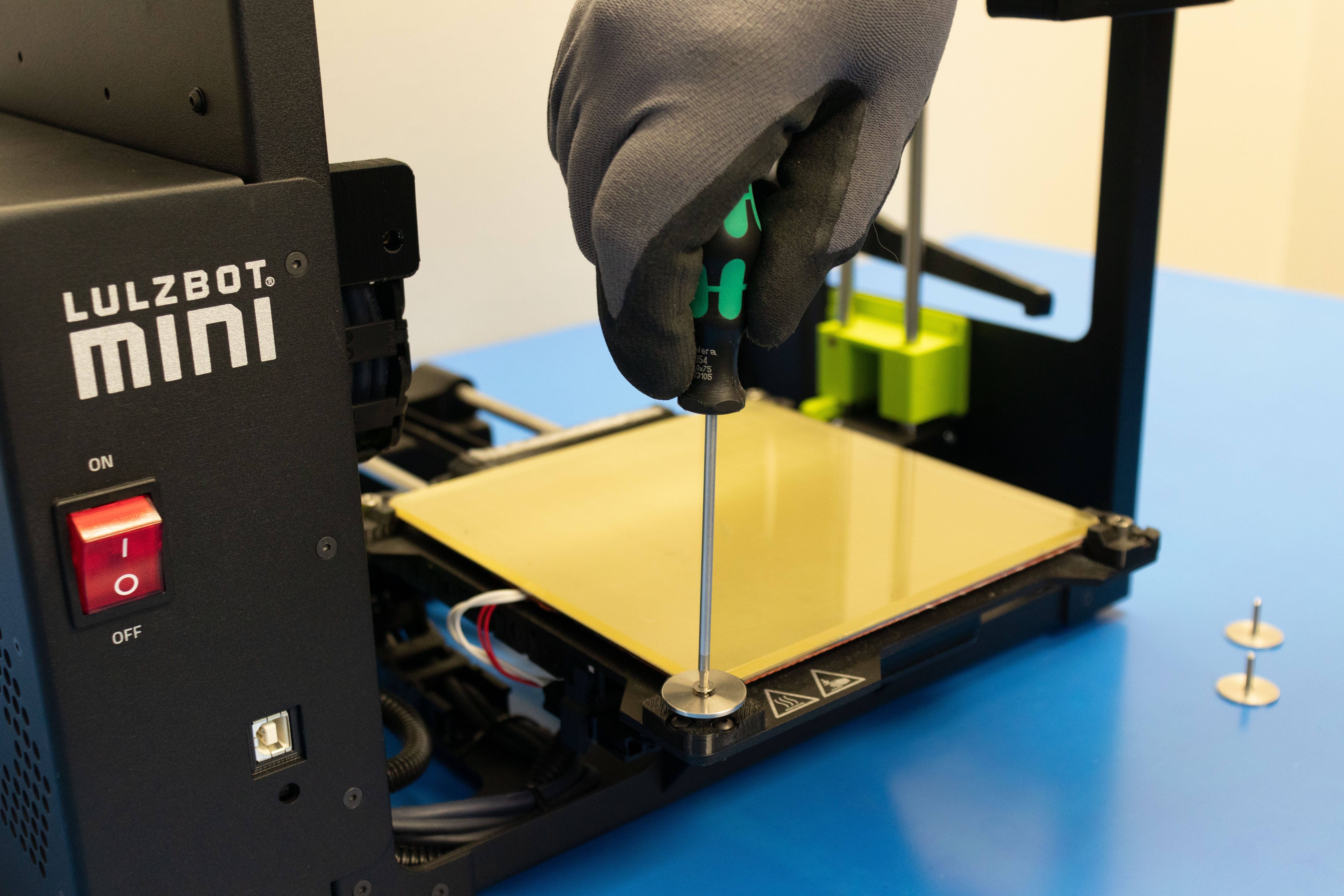
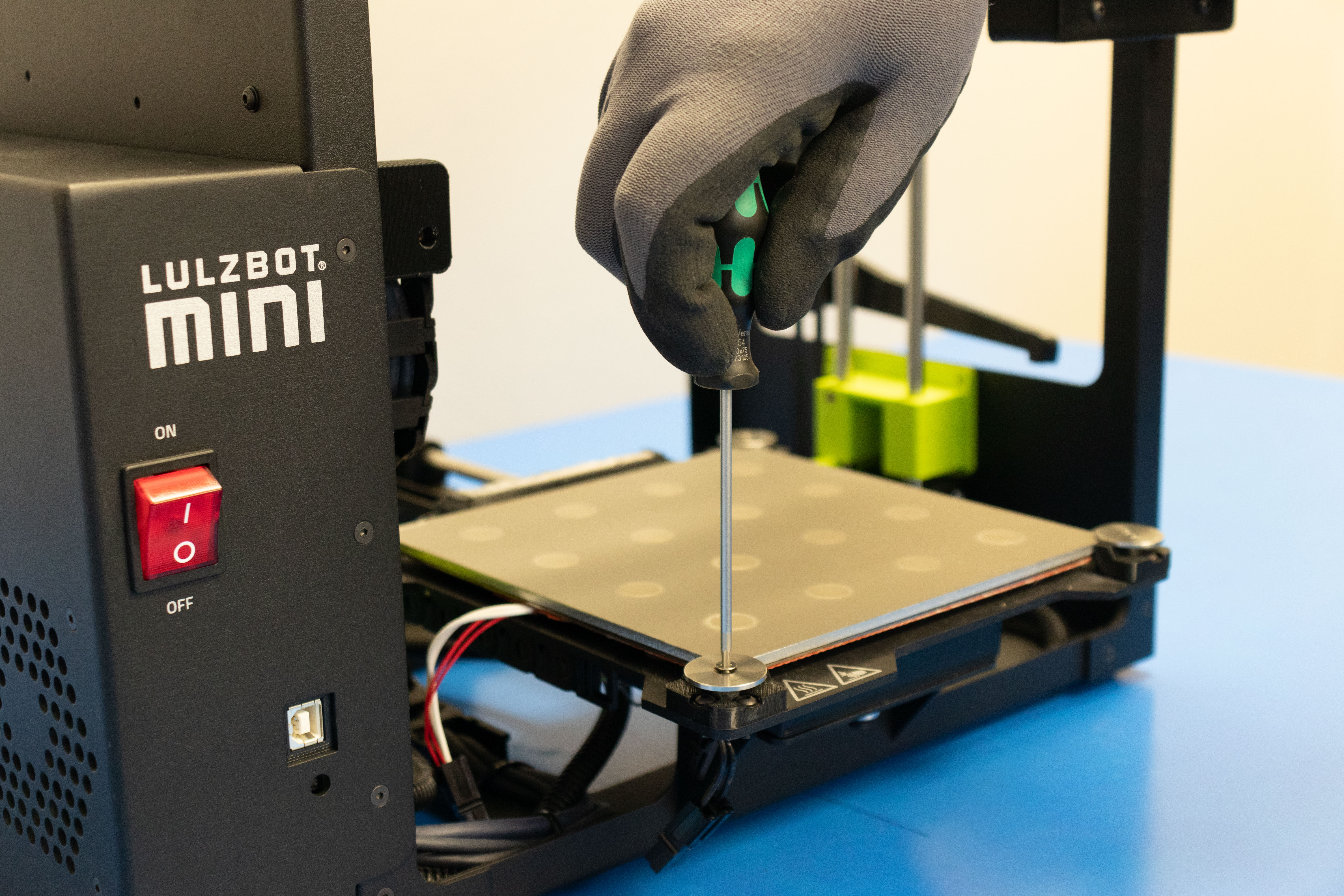
Start by removing the four corner washers holding the glass bed down with the use of a 2mm hex wrench.
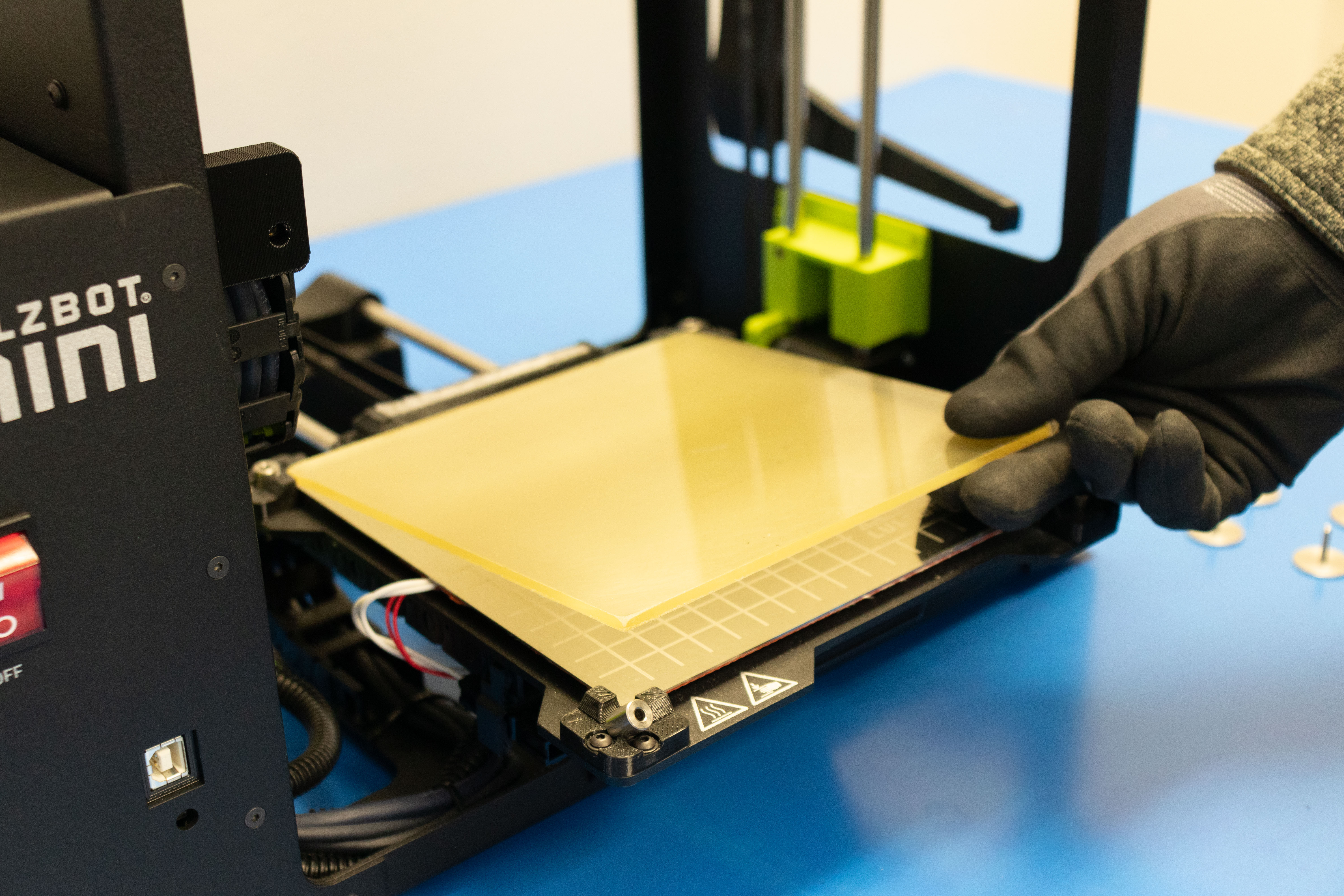
Carefully remove the glass plate.
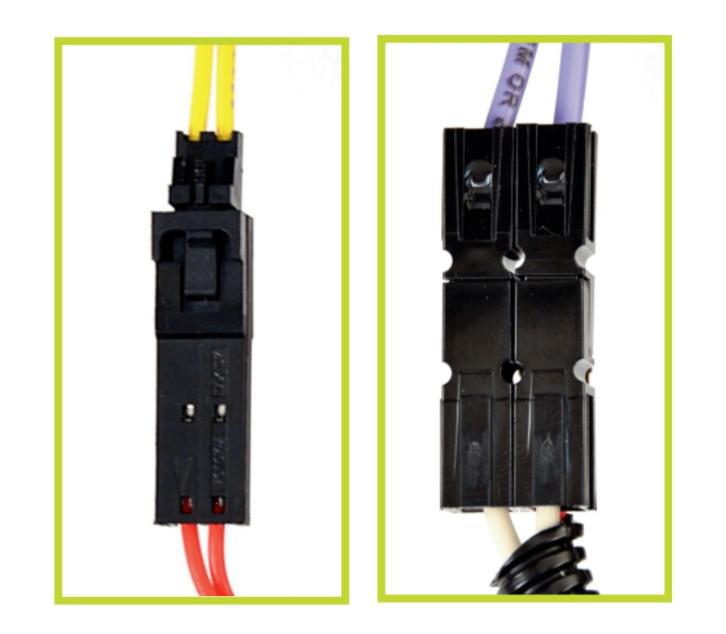
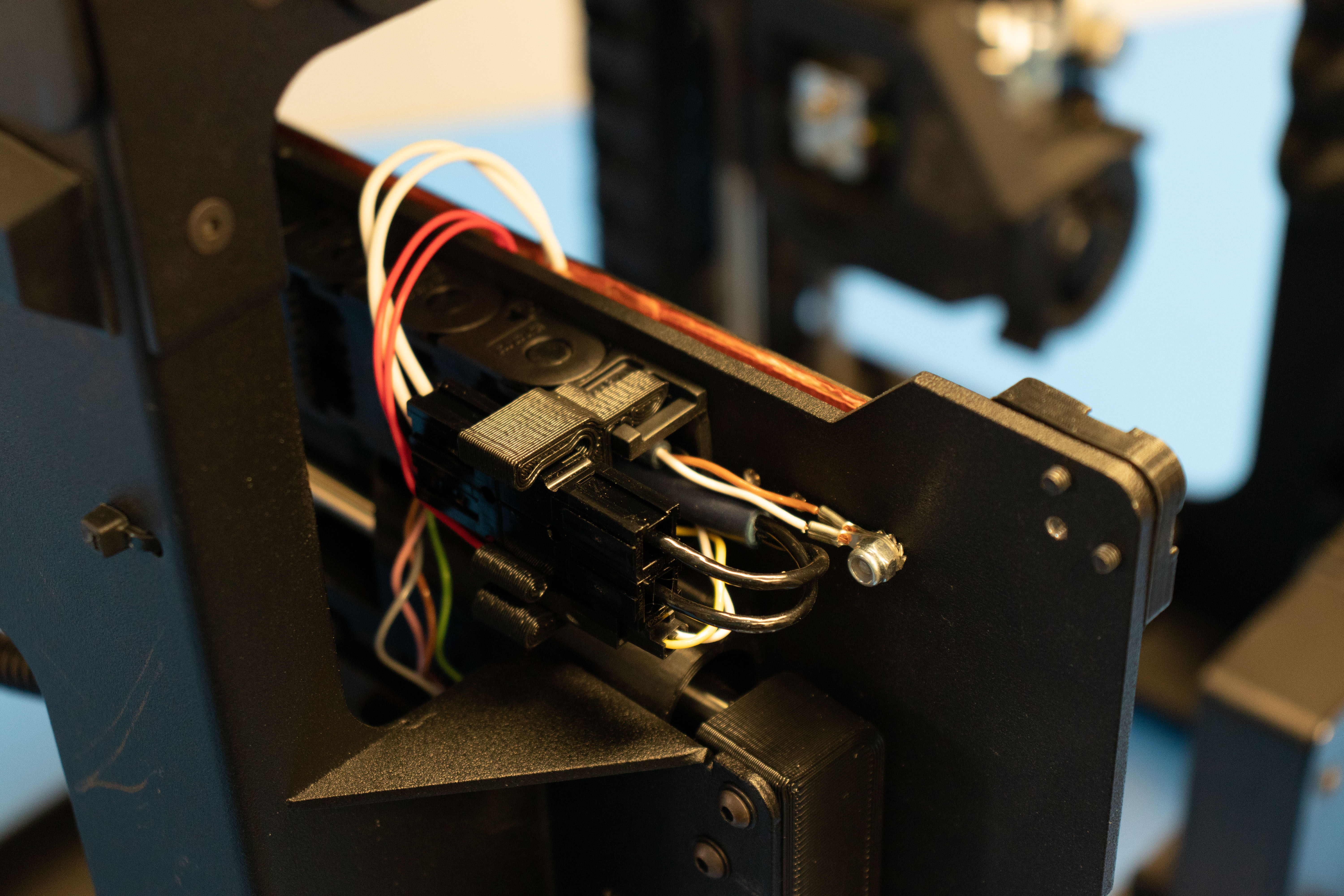
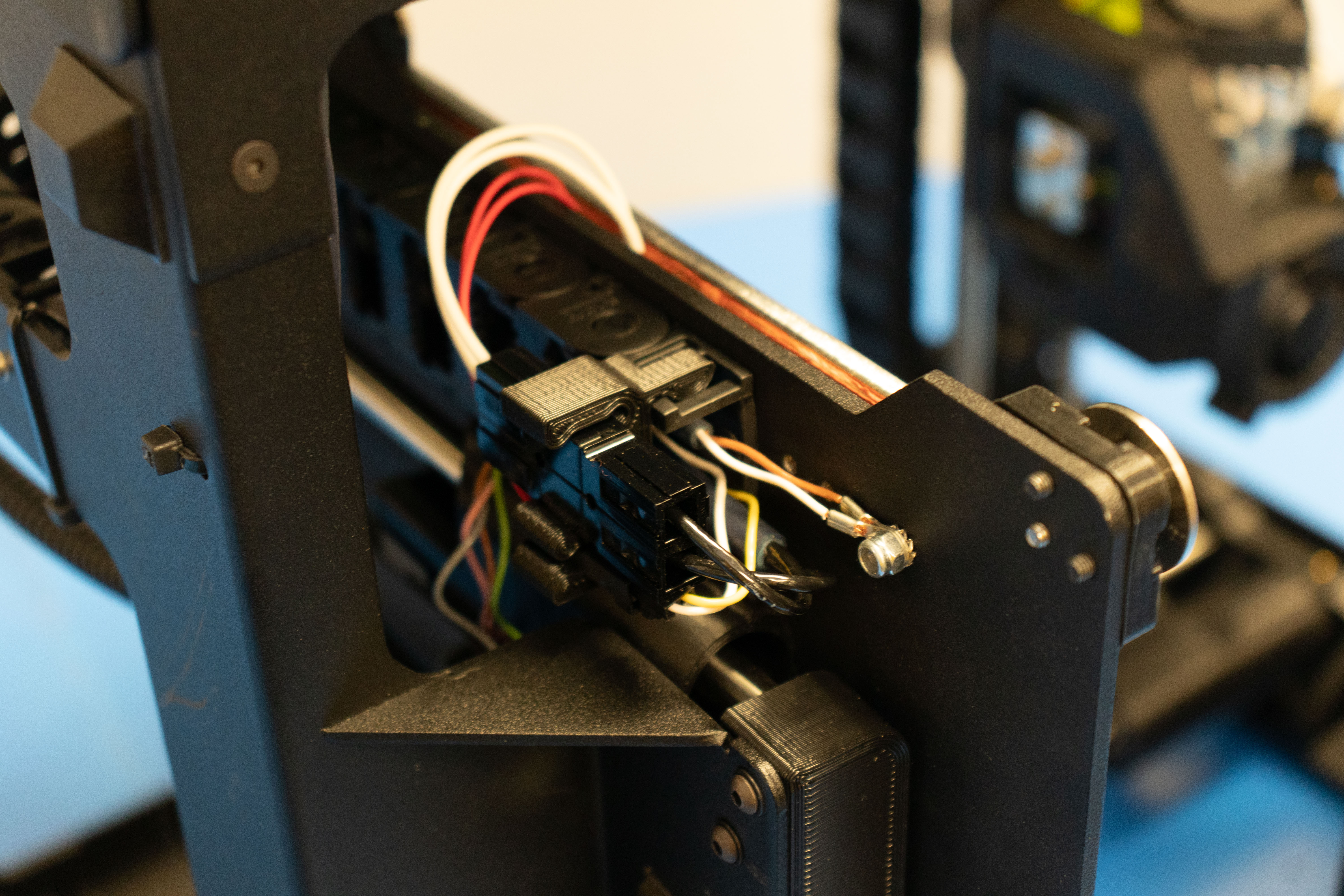
Disconnect the two wire connectors that are attached to the Modular Heat Bed.
[reference#1] shows the connectors, the color may differ depending on the printer.
It may be easier to set the printer on its side to have a better view of the wires, start with the wider connector and gently pull the two ends apart.
Push down on the tab of the smaller connector and gently pull the two ends apart.
Carefully remove the modular heat bed from the printer.


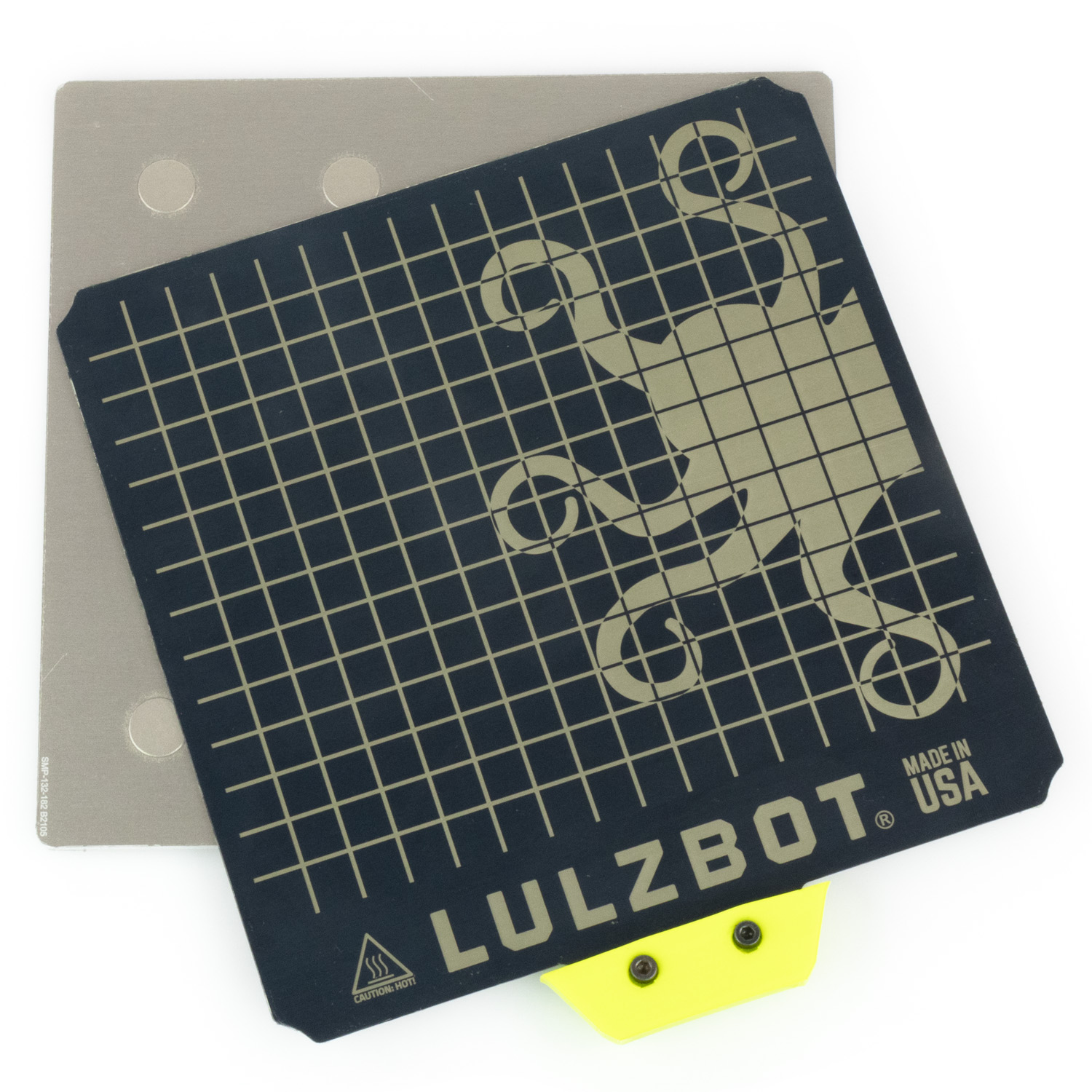
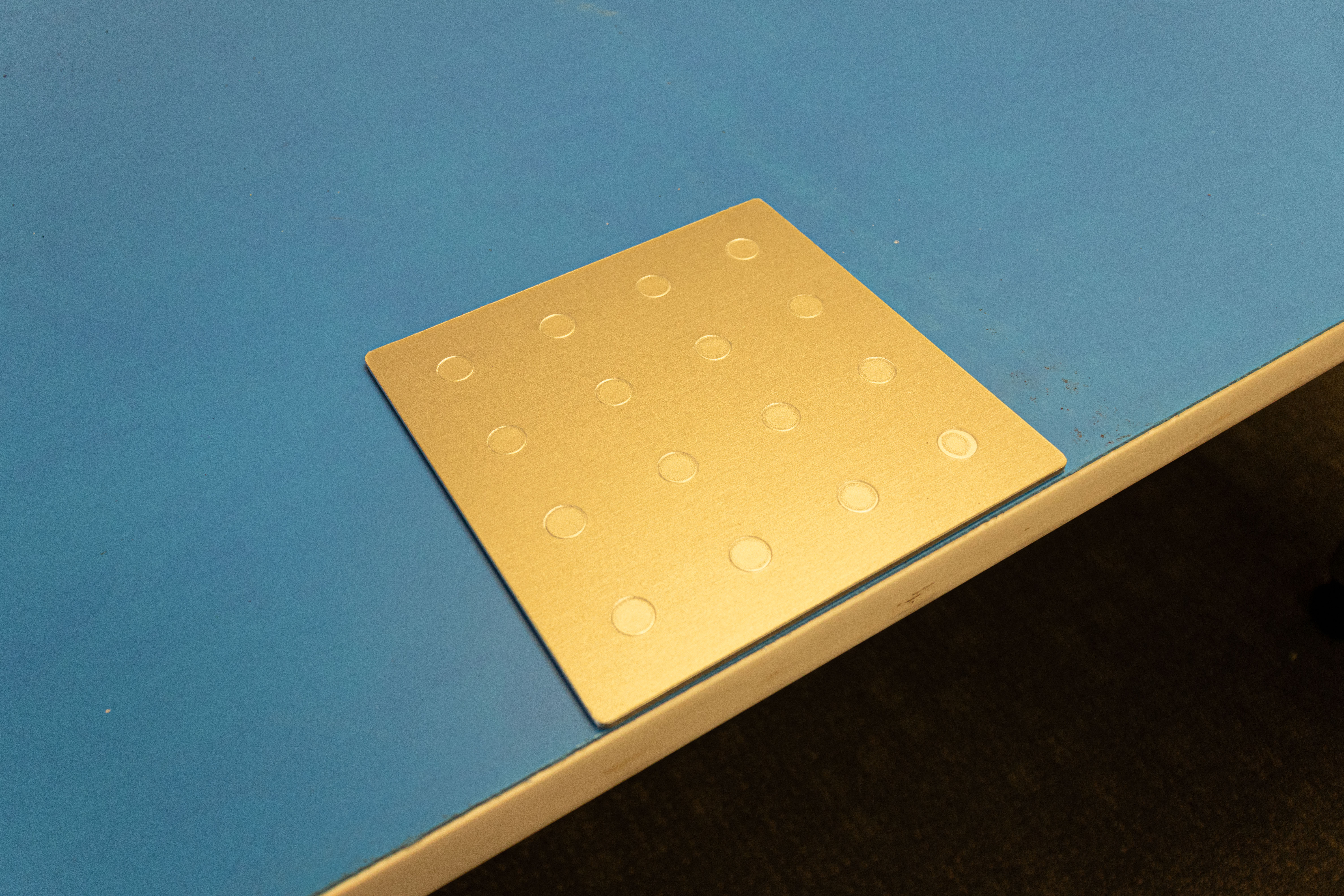
Set the Magnetic Plate on a non-metallic table
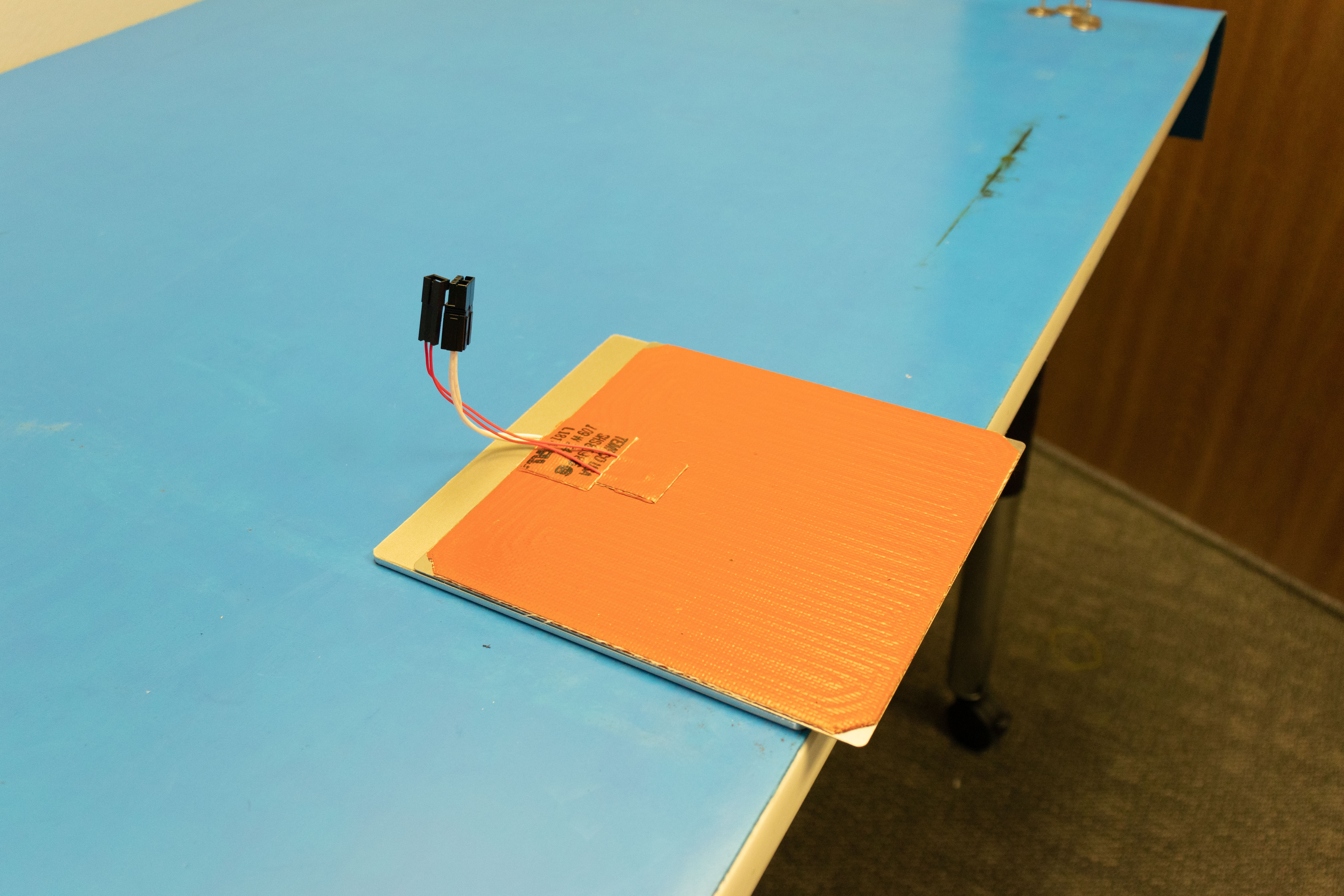
Take the Modular Heat Bed and place the end with the wires on the Plate. Align the heat plate with the furthest row of magnets away from you so the edge of the heat plate is not resting on the back edge of the magnetic plate.
It is recommended to wear gloves during this step to protect your hands.
Carefully set down the heat bed making sure to keep your fingers at the edge of the heat bed so they won't get pinched.
Once the heat bed is sitting on the magnetic plate, pick the assembly up and use the table to push the magnetic plate down. The heat bed should move fully downward on the plate and the two parts will align.
Rotate the bed 90° and repeat the previous step to align the opposite side of the bed.
Always be mindful of the wire locations so as not to damage them.


Place the heat bed and magnetic plate on the printer with the wires facing the electronics case.
Reinstall the four corner washers.
Connect the bed heater and thermistor wires.

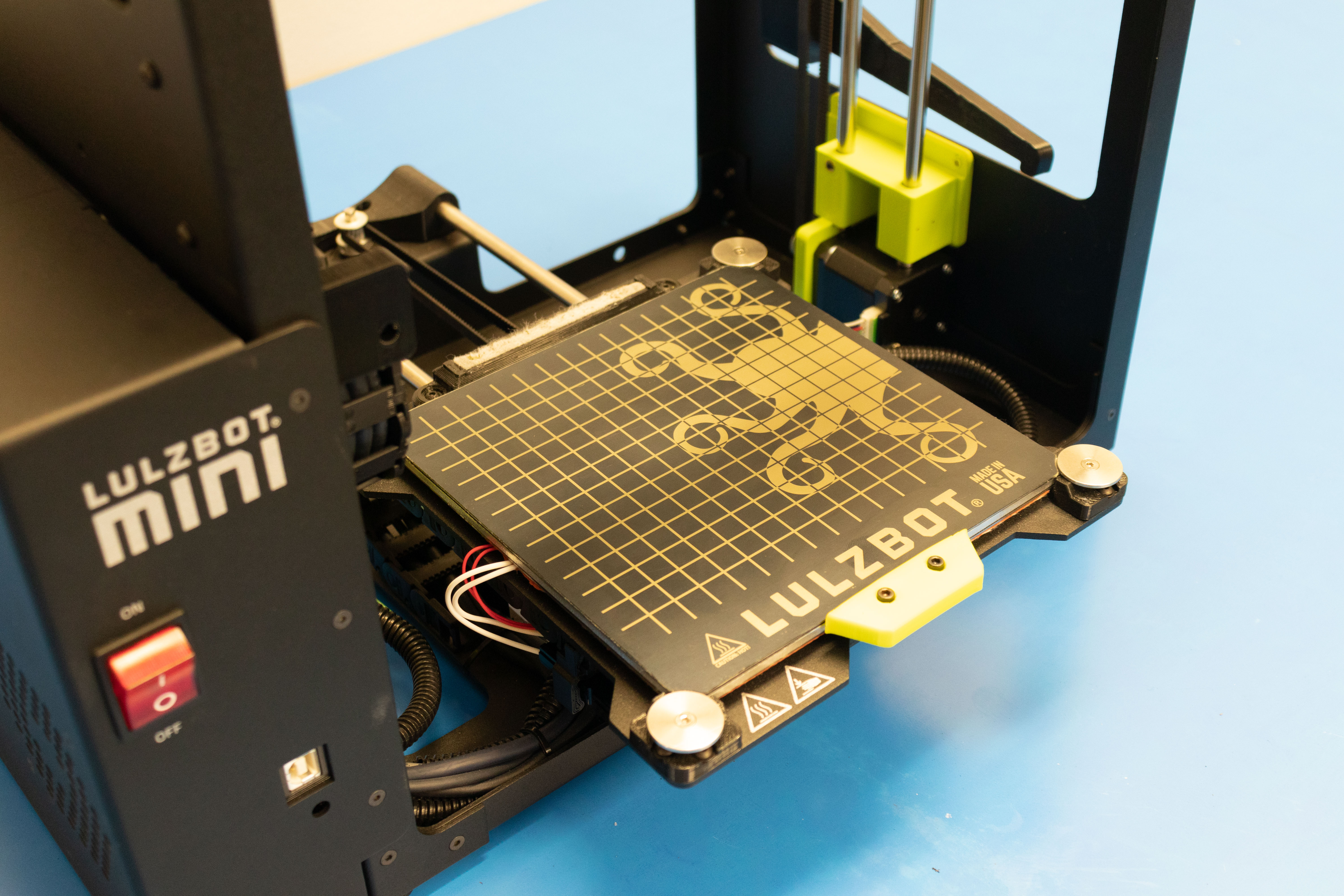
While holding onto the handle of the flexible bed plate set it on top of the magnetic bed plate with the handle facing the front of the printer.
Align the rear corners of the flexible build plate so the plate sits flat.
Make sure the LulzBot logo is facing up
Do not print on underside of the flexible plate as any damage to underside surface may prevent the bed from sitting flat.

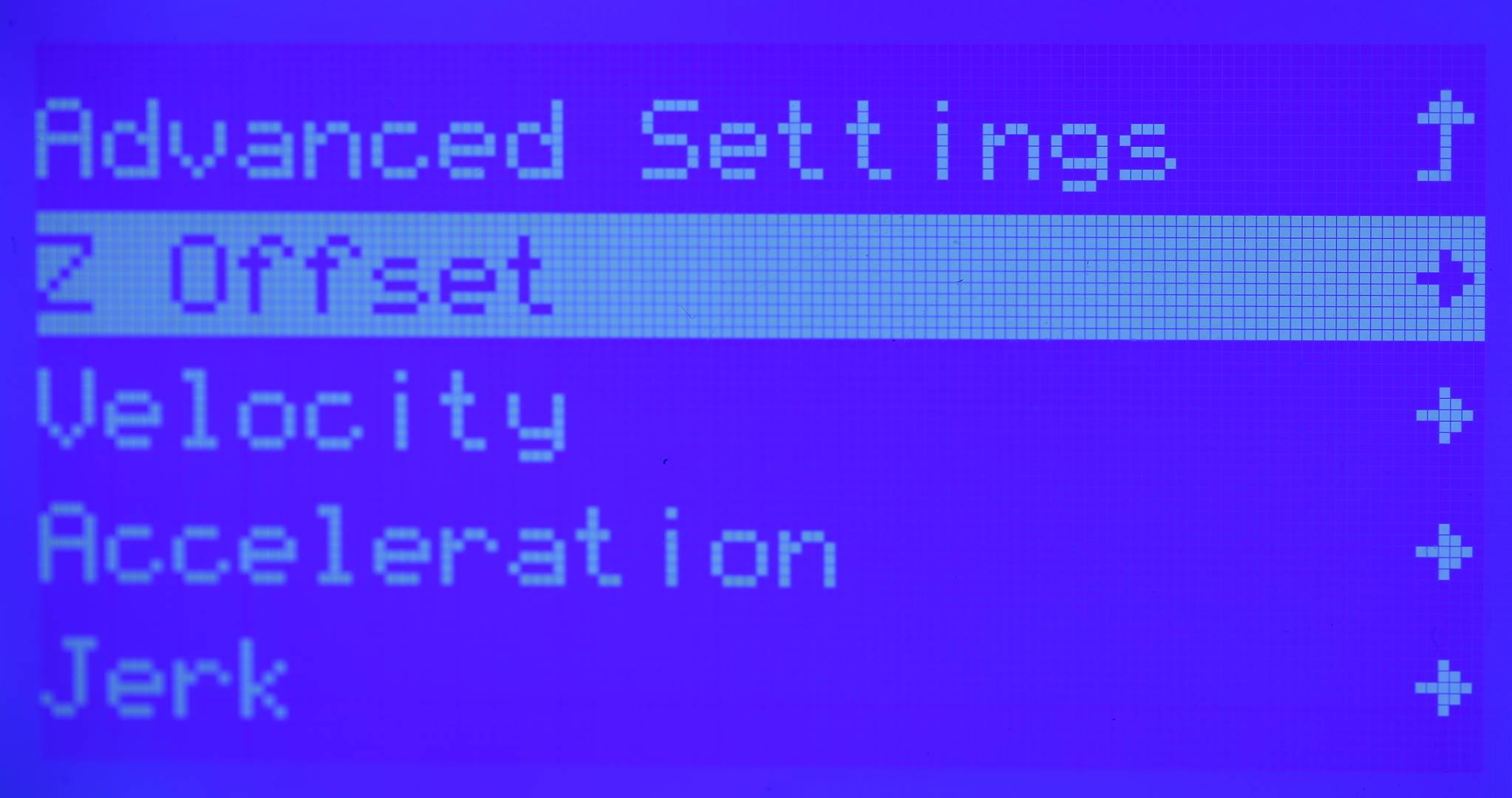
The LulzBot Magnetic Build Plate System will require your z-offset to be adjusted positively to account for the added thickness of the spring steel plate.
Use the graphical LCD on your printer or Cura's printer console to adjust your z-offset positively by 1.50mm prior to printing to avoid damaging your build surface.
For example, if your z-offset is currently set to -1.20, change it to 0.30mm. (-1.20+1.50=0.30mm)
Adjust your offset down as necessary to lower your nozzle closer to your build surface.
A guide for adjusting your z-offset can be found linked below.